(54) УСТРОЙСТВО ДЛЯ ТОКАРНОЙ ОБРАБОТКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Способ многорезцового точения и устройство для его осуществления | 1991 |
|
SU1814969A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2018 |
|
RU2679627C1 |
| Устройство "нева" для отрезки детали на токарном станке | 1982 |
|
SU1074660A1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ИГЛОТОКАРНОЙ ОБРАБОТКИ ВИНТОВ | 2007 |
|
RU2334591C1 |
| ГИБКИЙ ЛЮНЕТ | 2019 |
|
RU2726517C1 |
| ВСЕСОЮЗНАЯ -TCYf I г,Лл! Г"-;? Д. r-i i-vriMiV | 1973 |
|
SU370010A1 |
| Приспособление для точения сферических поверхностей | 1976 |
|
SU670387A1 |
| Устройство для обработки радиусных поверхностей на токарном станке | 1988 |
|
SU1668050A1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
1
Изобретение относится к металлообработке, а именно к обточке деталей на токарных станках.
Известно устройство для токарной обработки деталей, содержащее резцовую головку с хвостовиком, к которому прикреплен дугообразный кронштейн, несущий две винтовые регулируемые опоры, сопряженные с деталью. Хвостовик жестко крепится в держателе станка 1.
Устройство служит для снижения уровня вибрации при точении деталей на токарНых станках. Обрабатываемую .деталь помещают в промежутке между регулируемыми опорами и резцом, настроенным на заданную глубину резания. Одна из указанных опор, располагающаяся напротив резца, воспринимает колебания детали в горизонтальной плоскости, а вторая - в вертикальной.
К недостаткам подобной конструкции следует отнести малую эффективность виброгашения, что объясняется образованием зазоров, а также возможность упругого сжатия детали и сложность настройки резца на размер.
Цель изобретения - повышение точности обработки путем уменьшения уровня вибрации, возникающей при точении нежестких деталей.
Указанная цель достигается тем, что 5 резцедержатель связан с суппортом посредством введенной в устройство серьги.
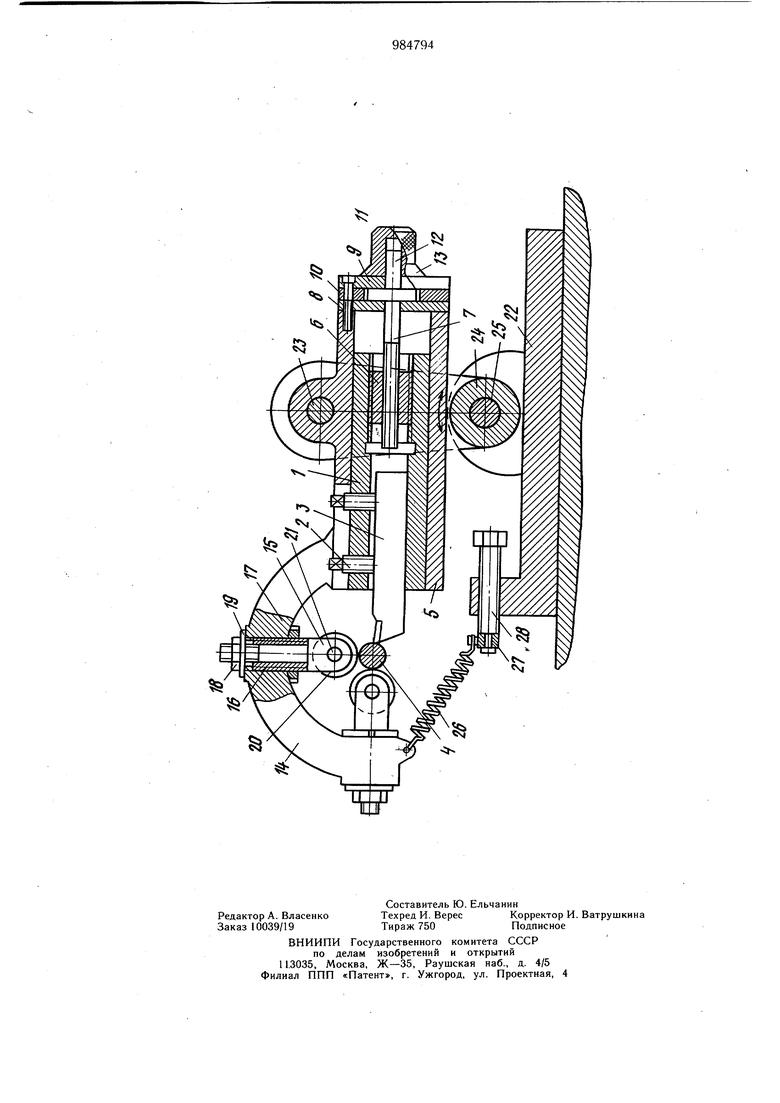
На чертеже показано предлагаемое устройство для токарной обработки деталей.
Устройство для токарной обработки дета 0 лей содержит резцовую головку 1, в которой с помощью винтов 2 закреплен резец 3, обтачивающий деталь 4. Резцовая головка установлена в отверстии хвостовика 5 с возможностью перемещения под действием дифференциального винтового механизма, состоящего из гайки 6, ввернутой в резьбовое отверстие резцовой головки и сопряженной посредством резьбы с винтом 7.
Винт зафиксирован от осевого смещения посредством буртика, размещенного между двумя втулками 8 и 9, и промежуточной прокладкой 10, прикрепленных к хвостовику, и снабжен головкой II, закрепленной на его свободном конце штифтом 12. Головка имеет лимб 13 точного перемещения резцовой головки с ценой деления 0,01- мм.
Хвостовик жестко соединен с дугообразным кронштейном 14, охватывающим обрабатываемую деталь.
В кронштейне смонтированы две регу пируе.мые опоры, содержащие стержни 15, проходящие через резьбовые втулки 16, ввернутые в кронштейн и снабженные контргайками 17. Стержни крепятся на кронштейне с помощью гаек 18 и щайб 19, и снабжены роликами 20, закрепленными на осях 21, контактирующими с обрабатываемой деталью. Одна из указанных опор установлена против резца, а вторая - под углом 90° к первой, в верхней части дугообразного кронштейна.
Хвостовик резцедержателя шарнирно установлен на держателе 22 с помощью оси 23, закрепленной в промежуточной серьге 24, которая также установлена посредством оси 25, закрепленной непосредственно в держателе, смонтированном на суппорте ста1п а. Хвостовик резцедержателя, таким образом, имеет две степени свободы.
Дугообразный кронштейн соединен с держателем посредством быстросъемной пружины 26, конец которой закрепляют на пальце 27, установленном на винте 28, ввернутом . в держатель.
Устройство работает следующим образом
Обрабатываемую деталь 4 с предварительно проточенной шейкой устанавливают в центрах станка, регулируемые опоры вводят в контакт с деталью через ролики 20 и в этом положении затягивают гайку 18 и контргайку 17. Пружина 26 надевается на палец 27 винта 28.
Далее вращением головки 11 перемещают резец 3, устанавливая тем самым определенную глуб.ину резания. Точная настройка резца осуществляется с использованием лимба 13.
В таком положении устройство готово к работе.
После начала точения возникают вибрации детали 4, которые воспринимаются: горизонтальная составляющая колебаний -
горизонтально расположенной регулируемой опорой, вертикальная - соответственно вертикальной; при создании определенного натяга пружиной 26 колебания передаются на хвостовик 5.
Последний соверщает колебания в полном соответствии по частоте и амплитуде с колебаниями детали, благодаря его щарнирной подвеске относительно держателя 22. При этом происходят повороты хвостовика 5
J, вокруг оси 23, закрепленной на серьге 24 и самой серьги вокруг горизонтальной оси 25 закрепленной в держателе 22.
Беззазорное сопряжение роликов 20 с обрабатываемой деталью 4 при любых колебаниях последней достигается натяжением пружины 26, усилие которой может быть отрегулировано винтом 28.
Верщина резца остается в неизменном положении относительно оси детали при любых по амплитуде и частоте колебаниях и упругом отжатии последней, т. е. резец как бы следует за деталью. При этом достигается повыщение точности размеров детали в поперечном и продольном сечениях, а также повышается качество обработанной поверхности.
5 Таким образом, предлагаемое устройство . позволяет повысить точность обработки нежестких деталей и повысить стойкость режущего инструмента.
Формула изобретения
Устройство для токарной обработки, содержащее подпружиненный резцедержатель с регулируемыми роликовыми опорами и механизмом Настройки инструмента, отличающееся тем, что, с целью повышения точности обработки, резцедержатель связан с суппортом посредством введенной в устройство серьги.
Источники информации, принятые во внимание при экспертизе 0 1. Патент США № 2420945, кл. 82-35, 1947.
