Изобретение относится к обработке металлов резанием, а именно к ротационным инструментам для обработки винтовых поверхностей, например канавок на обечайках канатных барабанов грузоподъемных машин.
Известен способ ротационного точения винтовой поверхности принудительно вращаемым инструментом с прерывистой режущей кромкой [1]. Известны ротационные инструменты с прерывистой режущей кромкой, режущая часть которых состоит из зубьев, расположенных по окружности с неравномерным угловым шагом или с различной их шириной [2]. Такое исполнение режущей части обеспечивает качественную и производительную обработку деталей с гладкой цилиндрической или конической поверхностью.
Наиболее близким по технической сущности к данному изобретению является ротационная резцовая головка [3]. Головка содержит корпус с установленными в нем по окружности режущими элементами и устройство для их крепления. В корпусе выполнена цилиндрическая расточка, в которую установлено упорное кольцо с конической внутренней поверхностью, а устройство для крепления режущих элементов выполнено в виде пластин с выступами, контактирующими с режущими элементами и с конической внутренней поверхностью упорного кольца.
Недостатком данной головки является невозможность выполнять обработку фасонной винтовой поверхности.
Изобретение направленно на устранение указанного недостатка и расширение технологических возможностей головки, позволяющих вести обработку винтовых поверхностей.
Поставленная задача достигается тем, что в ротационной резцовой головке, содержащей корпус с установленными в нем по окружности режущими элементами и устройство для их крепления, согласно изобретению корпус состоит из цилиндрической части и многогранного выступа с числом граней, соответствующих количеству режущих элементов, которые выполнены в форме усеченного прямого конуса с лыской, образованной в плоскости, перпендикулярной основанию конуса, контактирующей с одной из поверхностей многогранного выступа, и установлены на опорной поверхности цилиндрической части корпуса под углом относительно вертикальной оси ротационной головки, равным углу подъема винтовой линии обрабатываемой поверхности, а режущая кромка выполнена сопряженной с профилем обрабатываемой винтовой поверхности. Режущие элементы установлены на опорной поверхности корпуса при помощи косых пластин.
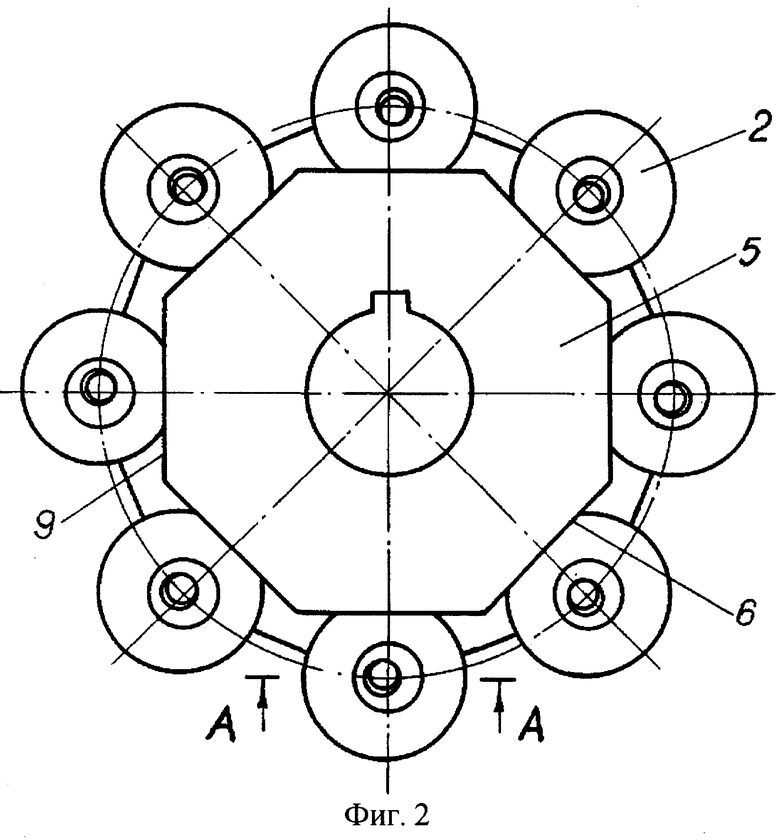
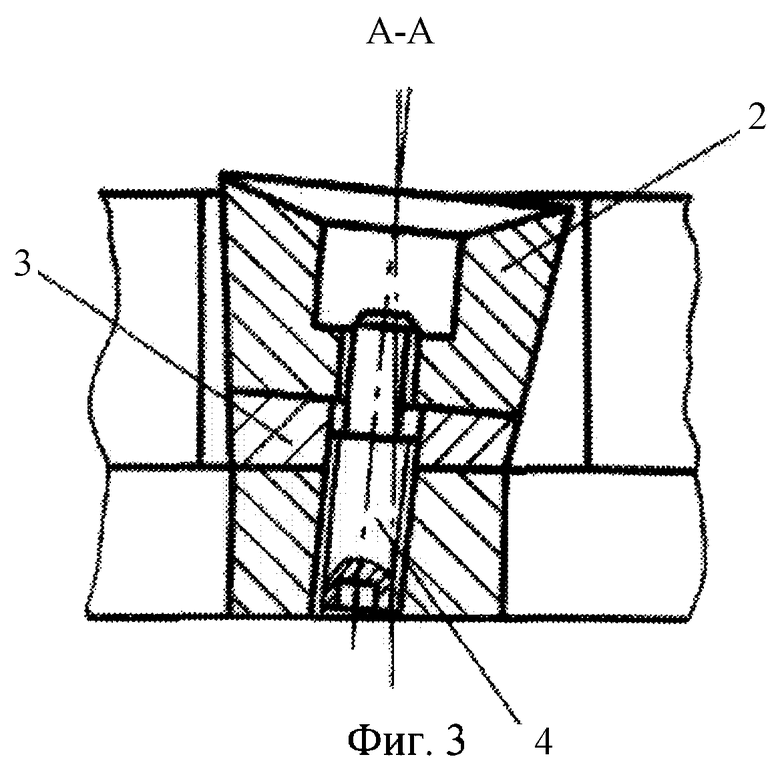
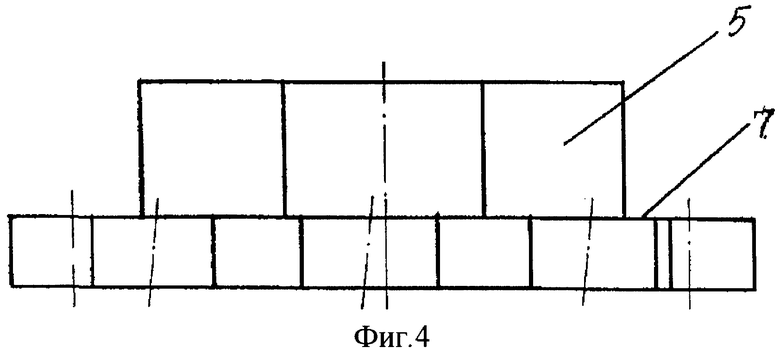
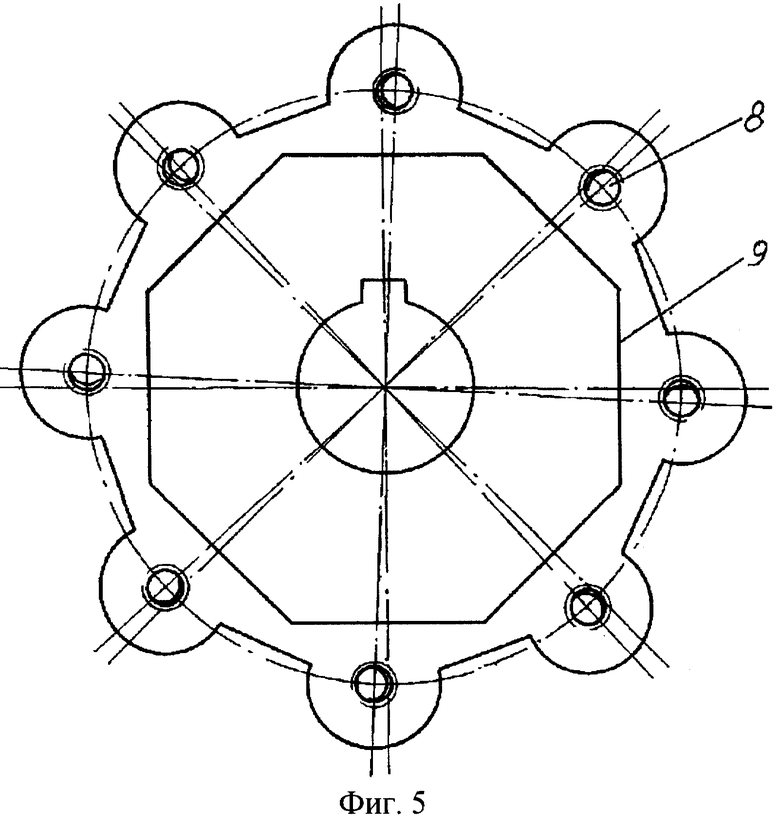
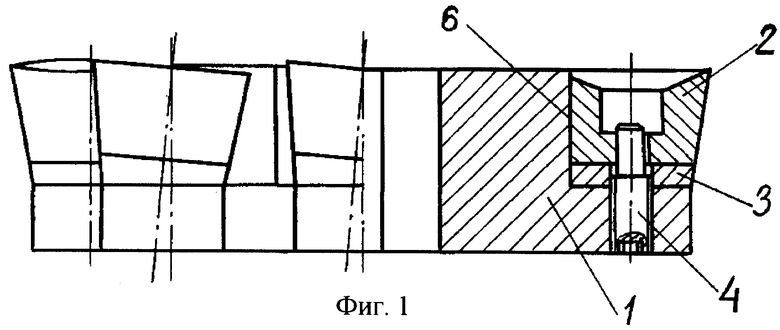
Сущность изобретения поясняется чертежами, где на фиг.1 изображена ротационная резцовая головка для обработки винтовых поверхностей; на фиг.2 - то же, вид сверху; на фиг.3 - разрез по А-А на фиг.2; на фиг.4 изображена ротационная резцовая головка для обработки винтовых поверхностей с условно не показанными режущими элементами; на фиг.5 - то же, вид сверху.
Ротационная резцовая головка для обработки винтовых поверхностей содержит корпус 1 и установленные в нем по окружности режущие элементы 2 и косые пластины 3 с углом скоса, равным углу подъема винтовой линии профиля обрабатываемой детали. Режущие элементы закреплены в корпусе посредством винтов с эксцентриковой головкой 4. В корпусе выполнен многогранный выступ 5 с числом граней, равным числу режущих элементов, опорная поверхность 7 для косых пластин и резьбовые отверстия 8 для винтов с эксцентриковой головкой.
Режущие элементы 2 и косые пластины 3 располагаются в корпусе по окружности таким образом, что режущие элементы своими лысками 6 контактируют с опорными поверхностями 9 многогранного выступа, а основанием через косые пластины с опорной поверхностью 7 корпуса, при этом режущие элементы установлены относительно вертикальной оси головки под углом, равным углу подъема винтовой линии обрабатываемого профиля. Винты 6 устанавливаются в резьбовые отверстия 8, имеющиеся в корпусе головки.
Косые пластины обеспечивают ориентацию режущих элементов относительно вертикальной оси головки, а опорные поверхности многогранного выступа на корпусе - относительно вертикальной оси вращения головки.
При вращении винтов 6 режущие элементы, за счет наличия эксцентриковой головки у винтов, своими лысками сопрягаются с опорными поверхностями многогранного выступа, и тем самым обеспечивается их зажим в корпусе. Устройство для крепления режущих элементов может иметь и другое конструктивное исполнение, например в форме рычажного механизма крепления. Наличие в конструкции головки устройства для быстрого крепления режущих элементов позволяет вести их изготовление и последующую переточку в технологическом корпусе.
Ротационная резцовая головка для обработки винтовой поверхности работает следующим образом. Собранная головка закрепляется на инструментальном шпинделе станка. В процессе обработки заготовка вращается вокруг своей оси, а головка получает сложное движение подачи, состоящее из ее вращения вокруг своей оси и одновременного прямолинейно-поступательного движения, при этом вращение и прямолинейно-поступательное перемещение головки должны быть кинематически связаны с вращением заготовки вокруг своей оси. В результате сочетания этих движений в процессе обработки и геометрических параметров режущей кромки головки осуществляется обработка винтовой поверхности заданного профиля.
Предлагаемое конструктивное выполнение ротационной резцовой головки расширяет возможность ее использования при обработке фасонной винтовой поверхности. Наиболее эффективная область применения - это обработка винтовых поверхностей на крупногабаритных деталях, то есть там, где требуется длительная и стабильная стойкость режущего инструмента. Кроме того, применение ротационной резцовой головки для обработки винтовых поверхностей позволит повысить производительность процесса в 3-4 раза по сравнению с обработкой ее радиальными фасонными резцами.
Источники информации
1. Попок Н.Н. Нетрадиционные виды ротационного резания// СТИН.-1994.-№8. - С.34-37.
2. Попок Н.Н. Совершенствование конструкций ротационного инструмента с прерывистой режущей кромкой // Станки и инструмент. - 1989.-№6. - С.20-22.
3. А.с. 1049194 СССР, МКИ В 23 В 27/12. Ротационная резцовая головка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| Ротационная резцовая головка | 1982 |
|
SU1049194A1 |
| ТОРЦОВАЯ РЕЖУЩАЯ, РЕЖУЩЕ-ДЕФОРМИРУЮЩАЯ И ДЕФОРМИРУЮЩАЯ ФРЕЗА, РАБОЧИЕ ПЛАСТИНЫ К НЕЙ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ, СПОСОБ ОБРАБОТКИ ДЕФОРМИРУЮЩЕЙ ФРЕЗОЙ | 2005 |
|
RU2318634C2 |
| РОТАЦИОННЫЙ КОМБИНИРОВАННЫЙ РЕЗЕЦ | 2001 |
|
RU2207219C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) И СПОСОБ ИЗГОТОВЛЕНИЯ ПОДНУТРЕННЫХ ПАЗОВ РЕЖУЩИМ ИНСТРУМЕНТОМ | 1997 |
|
RU2175592C2 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| РАСТОЧНАЯ ГОЛОВКА | 1994 |
|
RU2104827C1 |
| БОЛТ | 1996 |
|
RU2115035C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1998 |
|
RU2147496C1 |
| ДИСКОВАЯ ФРЕЗА | 1990 |
|
RU1769459C |
Изобретение относится к области обработки металлов резанием, а именно ротационным инструментам для обработки винтовых поверхностей. Головка содержит корпус с установленными в нем по окружности режущими элементами и устройство для их крепления. Для расширения технологических возможностей корпус состоит из цилиндрической части и многогранного выступа, а режущие элементы выполнены в форме усеченного прямого конуса с лыской, образованной в плоскости, перпендикулярной основанию конуса, для обеспечения контакта с одной из поверхностей многогранного выступа корпуса и установлены на опорной поверхности цилиндрической части корпуса под углом относительно вертикальной оси головки, равным углу подъема винтовой линии обрабатываемой поверхности, а режущая кромка выполнена сопряженной с профилем обрабатываемой винтовой поверхности. Режущие элементы могут быть установлены на опорной поверхности корпуса при помощи косых пластин. 1 з.п. ф-лы, 5 ил.
| Ротационная резцовая головка | 1982 |
|
SU1049194A1 |
| Самовращающийся многолезвийный резец | 1973 |
|
SU563228A1 |
| Способ обработки резины инструментом | 1976 |
|
SU603502A1 |
| Вращающийся резец | 1983 |
|
SU1224106A1 |
| Способ сверления глубокого отверстия в заготовке на универсальном токарном станке | 2016 |
|
RU2630732C1 |

