2. Установка по п. 1, отличающая с я тем, что кронштейны каждого последующего яруса смещены отнсн. сительно кронштейнов предьщутцего яруса
ЬjuiaHe в продольном нвпраапенки, а
кронштейны каждой пары смещены относительно один другого по вертикали.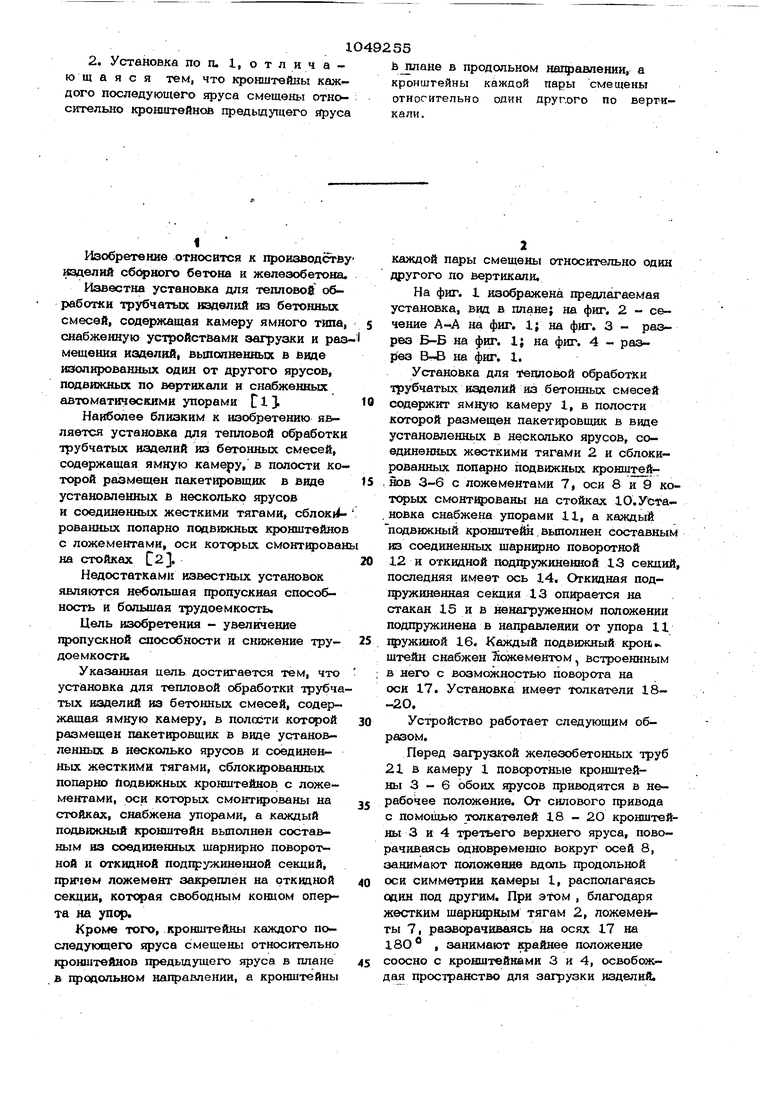
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат прерывно-поточного производства строительных изделий | 1980 |
|
SU998118A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2099184C1 |
| Полуконвейерная линия для изготовления железобетонных изделий | 1990 |
|
SU1765008A1 |
| Устройство для формования центрифугированных трубчатых изделий со стальным цилиндром | 1990 |
|
SU1743883A1 |
| Установка для сборки и разборки форм при изготовлении трубчатых изделий из бетонных смесей | 1986 |
|
SU1395514A1 |
| Установка для формования трубчатых изделий | 1987 |
|
SU1477561A1 |
| Форма для изготовления трубчатых изделий из бетонных смесей | 1990 |
|
SU1724481A1 |
| Захватное устройство | 1982 |
|
SU1054273A1 |
| Кассетная форма | 1986 |
|
SU1350030A1 |
| Технологическая линия для изготовления железобетонных пустотных панелей | 1988 |
|
SU1648774A1 |
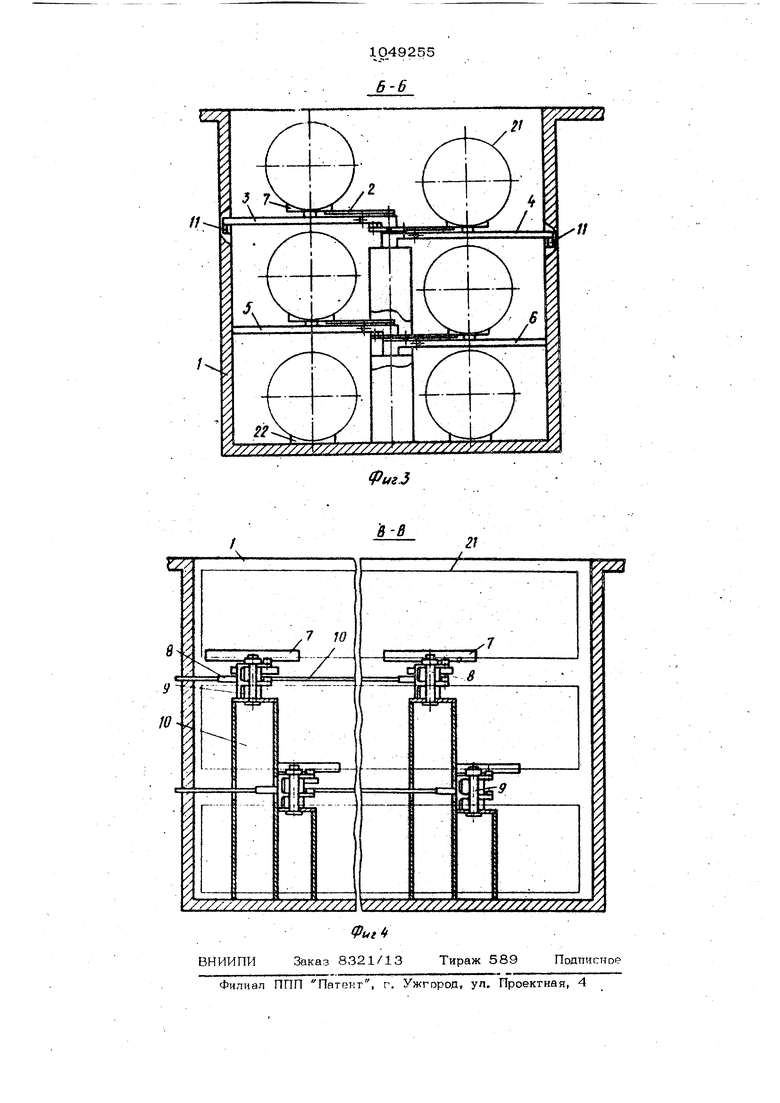
1. УСТАНОВКА ДЛЯ ТЕПЛО-вей ОБРАБОТКИ ТРУБЧАТЫХ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ, содержащая ямную камеру, в полости которой размещен пакетировщик в виде установленных в несколько ярусов и соединенных жесткими тягами, сблокированных попарно подвижных кронштейнов с ложеме1ггамн, оси которых смонтированы на стойках, отличающаяся тем, что, с целью увеличения пропускной способности и снижения трудоемкости, она снабжена упсра- ми, а каждый подвижный кронштейн выполнен составным из соединенных шаршфно поворотной и откидной подпружиненной секций, причем ложемент закреплен на откидной секции, которая.свободным концом оперта на упор.
Изобретение относится к 1чэоизводству йэделий бетона и железобетона.
Известна установка для тепловой обработки трубчатых изделий из бетонных смесей, содержащая камеру ямного типа, снабженную устройствами загрузки и раа мещения изделяй) выполненных в виде изолированных один от другого ярусов, подвижных по вертикали и снабженных автоматическими упорами
Наиболее близким к изобретению является установка тепловой обработки трубчатых изделий из бетонных смесей, содержащая ямную камеру, в полости котсфой размещен пакетировщик в виде
установленных в несколько ярусов и соединенных жесткими тягами, сблок рованных попарно подвижных кронштейнов с ложементами, оси которых смонтирован на стойках С2.
Недостатками известных установок являются небольшая пропускная способность и большая трудоемкость.
Цель изобретения - увел|мение пропускной способности и снижение трудоемкостн.
Указанная цель достигается тем, что установка для тепловой обработки трубчатых изделий из бетонных смесей, содержащая ямную камеру, в полости которой размещен пакет1фовщик в внде установленных в несколько ярусов и соединенных жесткими тягами, сблок|фоваш1ых попарно Подвижных кронштейнов с ложементами, оси которых смонт1фованы на стойках, снабжена упорами, а каждый подвижный кронштейн выполнен составным из соединенных шарнирно поворо7 ной и откидной подпружиненной секций, причем ложемент закреплен на откидной секции, которая свободным концом оперта на упор.
Кроме того, кронштейны каждого последующего яруса смещены относительно кронштейнов предьщущего яруса в плане в 1фодольном направлении, а кронштейны
каждой пары смещены относительно один другого по вертикали.
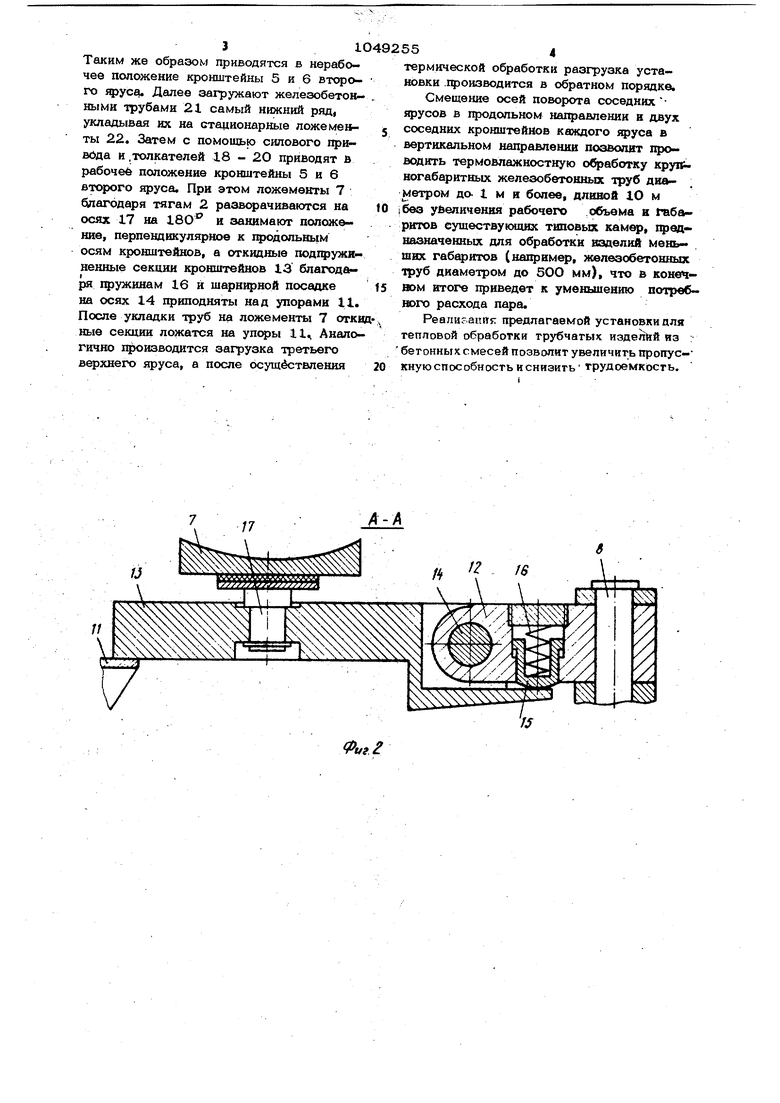
На фиг. 1 изображена предлагаемая установка, вид в плане; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. Ij на фиг. 4 - разр ез В- на фиг. 1.
Установка для тепловой обработки трубчатых вдделИй из бетонных смесей содержит ямную камеру 1, в полости которой размещен пакетировщик в виде установленных в несколько ярусов, соединенных жесткими тягами 2 и сблокированных попарно подвижных кронштей, нов 3-6 с ложементами 7, оси 8 и 9 которых смонтированы на стойках Ю.Уста, новка снабжена упорами 11, а каждый подвижный кронщтейн, вьшолнен составным из соединенных щарнирно поворотной 12 и откидной подпружиненной 13 секций последняя имеет ось 14. Откидная подщ ужиненная се1щия 13 опирается на стакан 15 и в ненагруженном положении подпружинена в направлении от упора 11 1фужиной 16. Каждый подвижный кроа штейн снабжен сокементом, встроеннным в него с возможностью поворота на оси 17. Установка имеет толкатели 18-20.
Устройство работает следующим образом.
Перед загрузкой железобетонных труб 21 в камеру 1 повчротные кронштейны 3-6 обоих ярусов приводятся в нерабочее положение. От силового привода с помощью толкателей 18 - 20 кронштейны 3 и 4 третьего верхнего яруса, поворачиваясь одновременно вокруг осей 8, занимают положение вдоль продолыюй оси симметрии камеры I, располагаясь один под другим. При этом , благодаря жестким шарнирным тягам 2, ложементы 7, разворачиваясь на осях 17 на 180° , занимают крайнее положение соосно с кронштейнами 3 и 4, освобождая пространство для загрузки изделий.
Таким же образом приводятся в нерабочее положение кронштейны 5 и 6 второго {фуса. Далее загружают железобетон- нымн трубами 21 самый нижний ряд, укладывая их на стационарные ложеме ты 22. Затем с помощью силового привода и .толкателей 18 - 20 приводят в рабочее положение кронштейны 5 и 6 второго яруса. При этом ложементы 7 благодаря тягам 2 разворачиваются на осях 17 на 180 и занимают положение, перпендикулярное к продольньш осям кронштейнов, а откидные подщэужиненные секции кронштейнов 13 благодаря пружинам 16 и шарнирной посадке на осях 14 приподняты над упорами 11. После укладки труб на ложементы 7 отк ные секции ложатся на упоры 11 Аналогично производится загрузка третьего верхнего яруса, а после осуществления
термической обработки разгрузка установки .пронавоаягся в обратном порядке.
Смещение осей поворота соседних ярусов в продольном направлении и двух соседних кронштейнов каждого 5фуса в вертикальном направлении позволит проводить термовлажностную обработку Kpyni. негабаритных железобетошц,1х труб дивметром до. 1 м и более, длиной Юм
|без увеличения рабочего объема в Габаритов существующих типовых камер, предназначенных для обработки изделий меньших габаритов (например, железобетонных труб диаметром до 50О мм), что в конечном итоге приведет к уменьшению потребного расхода пара.
Реали ап115т предлагаемой установки для тепловой обработки трубчатых изделий из :
бетонных смесей позволит увеличить пропус-кнуюспособнастьиснизить трудоемкость. 6-6
