(54) АГРЕГАТ ПРЕРЫВНО-ПОТОЧНОГО ПРОИЗВОДСТВА СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ
1
Изобретение относится к производству изделий сборного бетона и железобетона.
Известна установка для изготовления железобетонных изделий, содержащая установленные в два яруса конвейеры формования и тепловой обработки .изделий, соединенные передаточными тележками и снижателем-подъемником с подъемно-опускной рамой, через которую проходят пути передаточных тележек 1.
Наиболее близким техническим решени ем из известных является агрегат прерывнопоточного производства строительных изделий, содержащий смонтированный на основании для перемещения форм, вдоль которого в технологической последовательности расположено оборудование для распалубки, чистки, смазки и сборки форм, установки в них арматуры, укладки и уплотнения бетонных смесей, пост-тепловлажностной обработки, размещенный параллельно конвейеру, причем концы последних соединены друг с другом передаточными тележками 2.
Недостатком этого устройства является низкая производительность и большая энергоемкость.
Указанная цель достигается тем, что агрегат прерывно-поточного производства строительных изделий, содержащий смонтированный на основании конвейер для перемещения форм, вдоль которого в технологйчес5 кой последовательности расположено оборудование для распалубки, чистки, смазки и сборки форм, установки в них арматуры, укладки и уплотнения бетонных смесей,пост тепловлажностной обработки, размещенный
Q параллельно конвейеру, причем концы конвейера и поста соединены друг с другом передаточными тележками, снабжен установленный над постом тепловлажностной обработки эстакадой с рельсами и опертым на них приводным подвижным порталом с
15 манипулятором, причем пост тепловлажностной обработки выполнен в виде нескольких последовательно установленных ямных камер с пакетировщиками, а концы рельсов эстакады размещены над передаточными тележками.
20
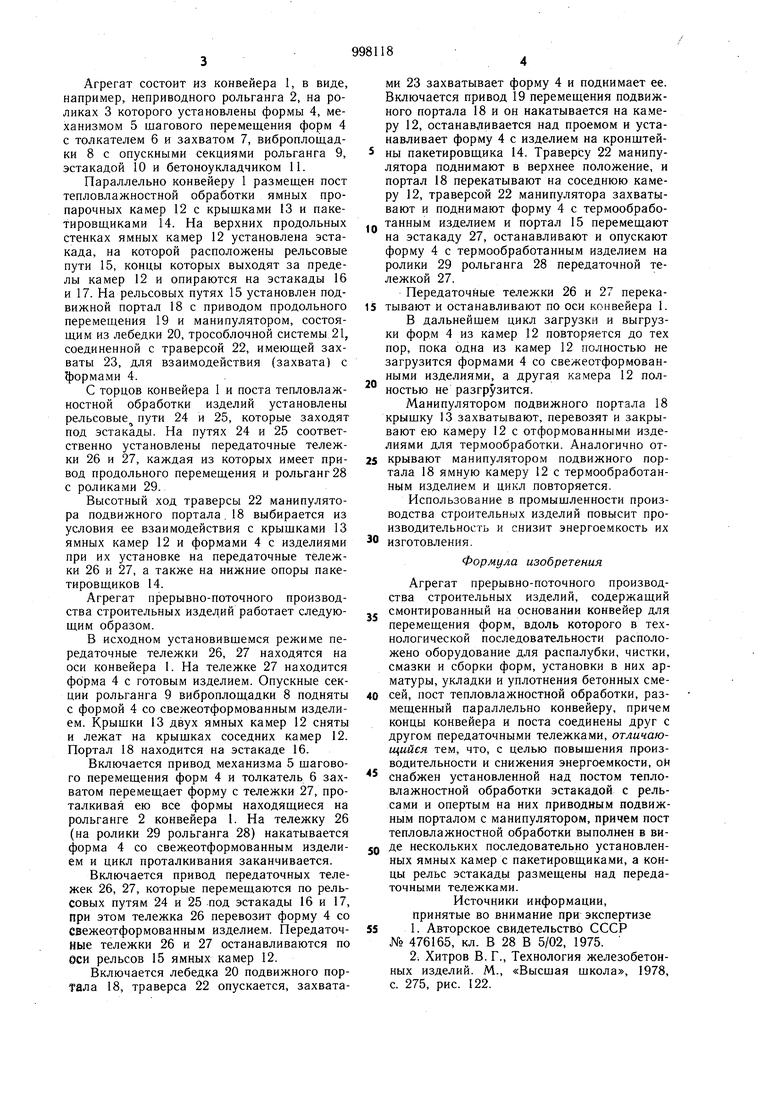
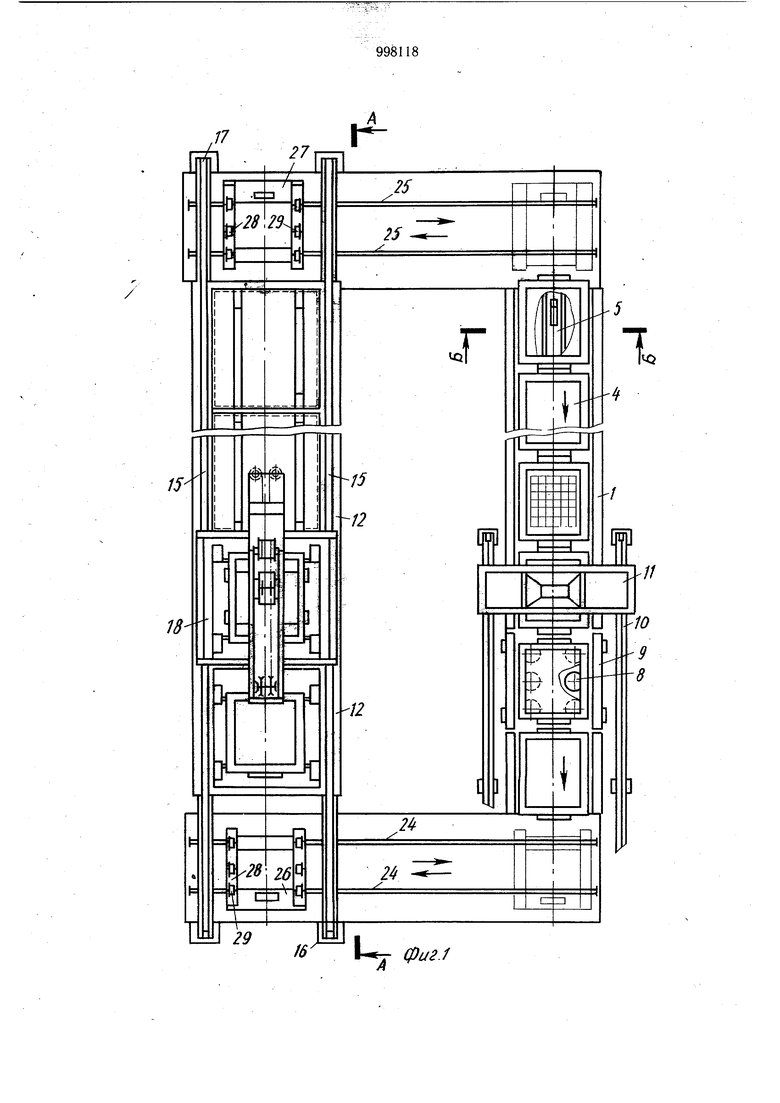
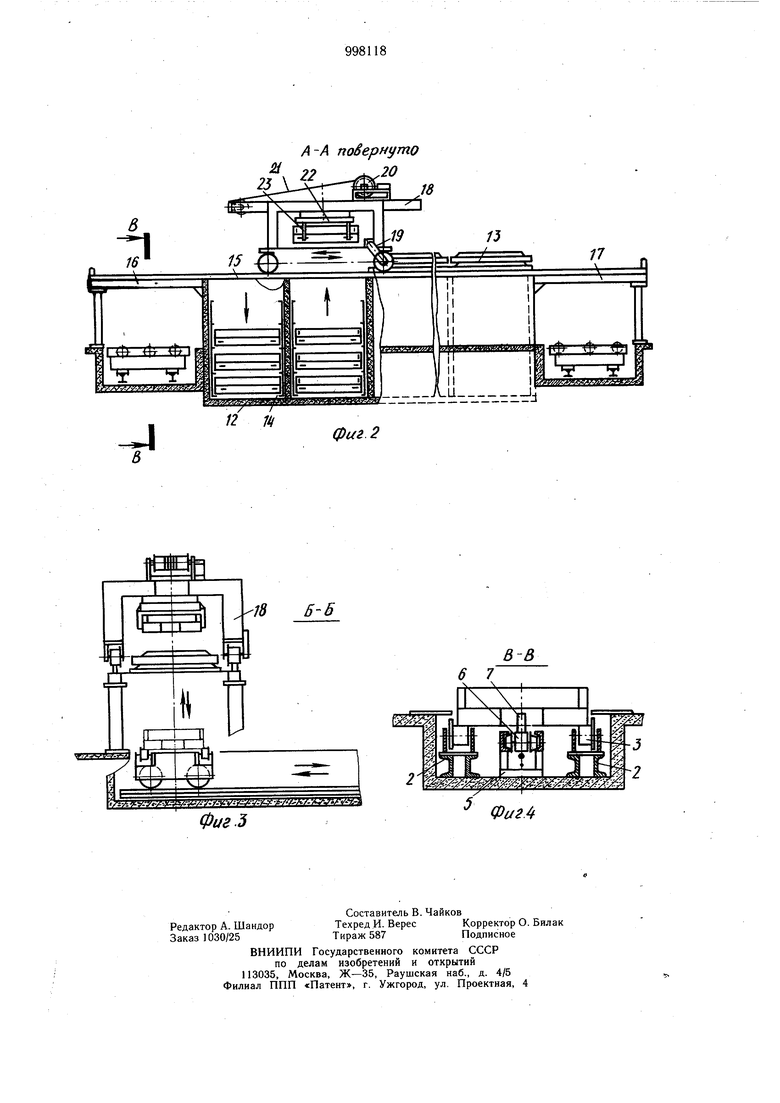
На фиг. 1 изображен агрегат прерывнопоточного производства изделий, вид сверху; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 2.
Агрегат состоит из конвейера 1, в виде, например, неприводного рольганга 2, на роликах 3 которого установлены формы 4, механизмом 5 шагового перемещения форм 4 с толкателем 6 и захватом 7, виброплощадки 8 с опускными секциями рольганга 9, эстакадой 10 и бетоноукладчиком 11.
Параллельно конвейеру 1 размещен пост тепловлажностной обработки ямных пропарочных камер 12 с крыщками 13 и пакетировщиками 14. На верхних продольных стенках ямных камер 12 установлена эстакада, на которой расположены рельсовые пути 15, концы которых выходят за пределы камер 12 и опираются на эстакады 16 и 17. На рельсовых путях 15 установлен подвижной портал 18 с приводом продольного перемещения 19 и манипулятором, состоящим из лебедки 20, трособлочной системы 21, соединенной с траверсой 22, имеющей захваты 23, для взаимодействия (захвата) с формами 4.
С торцов конвейера 1 и поста тепловлажностной обработки изделий установлены рельсовые пути 24 и 25, которые заходят под эстакады. На путях 24 и 25 соответственно установлены передаточные тележки 26 и 27, каждая из которых имеет привод продольного перемещения и рольганг 28 с роликами 29.
Высотный ход траверсы 22 манипулятора подвижного портала, 18 выбирается из условия ее взаимодействия с крыщками 13 ямных камер 12 и формами 4 с изделиями при их установке на передаточные тележки 26 и 27, а также на нижние опоры пакетировщиков 14.
Агрегат прерывно-поточного производства строительных издел.ий работает следующим образом.
В исходном установивщемся режиме передаточные тележки 26, 27 находятся на оси конвейера 1. На тележке 27 находится форма 4 с готовым изделием. Опускные секции рольганга 9 виброплощадки 8 подняты с формой 4 со свежеотформованным изделием. Крыщки 13 двух ямных камер 12 сняты и лежат на крыщках соседних камер 12. Портал 18 находится на эстакаде 16.
Включается привод механизма 5 шагового перемещения форм 4 и толкатель 6 захватом перемещает форму с тележки 27, проталкивая ею все формы находящиеся на рольганге 2 конвейера 1. На тележку 26 (на ролики 29 рольганга 28) накатывается форма 4 со свежеотформованным изделием и цикл проталкивания заканчивается.
Включается привод передаточных тележек 26, 27, которые перемещаются по рельсовых путям 24 и 25 под эстакады 16 и 17, при этом тележка 26 перевозит форму 4 со свежеотформованным изделием. Нередаточные тележки 26 и 27 останавливаются по ОСИ рельсов 15 ямных камер 12.
Включается лебедка 20 подвижного портала 18, траверса 22 опускается, захватаМИ 23 захватывает форму 4 и поднимает ее. Включается привод 19 перемещения подвижного портала 18 и он накатывается на камеру 12, останавливается над проемом и устанавливает форму 4 с изделием на кронщтейны пакетировщика 14. Траверсу 22 манипулятора поднимают в верхнее положение, и портал 18 перекатывают на соседнюю камеру 12, траверсой 22 манипулятора захватывают и поднимают форму 4 с термообрабоQ тайным изделием и портал 15 перемещают на эстакаду 27, останавливают и опускают форму 4 с термообработанным изделием на ролики 29 рольганга 28 передаточной тележкой 27.
Передаточные тележки 26 и 27 перекатывают и останавливают по оси конвейера 1. В дальнейшем цикл загрузки и выгрузки форм 4 из камер 12 повторяется до тех пор, пока одна из камер 12 полностью не загрузится формами 4 со свежеотформованными изделиями, а другая камера 12 полностью не разгрузится.
Манипулятором подвижного портала 18 крышку 13 захватывают, перевозят и закрывают ею камеру 12 с отформованными изделиями для термообработки. Аналогично от5 крывают манипулятором подвижного портала 18 ямную камеру 12 с термообработанным изделием и цикл повторяется.
Использование в промышленности производства строительных изделий повысит производительность и снизит энергоемкость их
изготовления.
Формула изобретения
Агрегат прерывно-поточного производства строительных изделий, содержащий
, смонтированный на основании конвейер для перемещения форм, вдоль которого в технологической последовательности расположено оборудование для распалубки, чистки, смазки и сборки форм, установки в них арматуры, укладки и уплотнения бетонных сме0 сей, пост тепловлажностной обработки, размещенный параллельно конвейеру, причем концы конвейера и поста соединены друг с другом передаточными тележками, отличающийся тем, что, с целью повышения производительности и снижения энергоемкости, он
снабжен установленной над постом тепловлажностной обработки эстакадой с рельсами и опертым на них приводным подвижным порталом с манипулятором, причем пост тепловлажностной обработки выполнен в ви0 де нескольких последовательно установленных ямных камер с пакетировщиками, а концы рельс эстакадь размещены над передаточными тележками.
Источники информации, принятые во внимание при экспертизе
5 1. Авторское свидетельство СССР № 476165, кл. В 28 В 5/02, 1975.
2. Хитров В. Г., Технология железобетонных изделий. М., «Высшая школа, 1978, с. 275, рис. 122.
/
А-А повернуто
т
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат прерывно-поточного производства строительных изделий | 1979 |
|
SU977171A1 |
| Агрегат прерывно-поточного производства строительных изделий | 1980 |
|
SU975405A1 |
| Агрегат прерывно-поточного производства строительных изделий | 1984 |
|
SU1206018A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ СБОРКИ РЕЛЬСОШПАЛЬНЫХ РЕШЕТОК ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2005 |
|
RU2285080C1 |
| Технологическая линия для изготовления строительных изделий | 1986 |
|
SU1426801A1 |
| КОНВЕЙЕРНАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ПОДРЕЛЬСОВЫХ ОСНОВАНИЙ | 1991 |
|
RU2008212C1 |
| Конвейерная установка для изготовления длинномерных железобетонных изделий | 1981 |
|
SU1000275A1 |
| Установка для прессования бетонных изделий на поддонах | 1984 |
|
SU1337263A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РАЗБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 1997 |
|
RU2116398C1 |
| Двухъярусная конвейерная линия для изготовления железобетонных изделий | 1986 |
|
SU1440731A1 |
12 П
фиг 2
Фаг.3
В-8
6 7
