Ј
оо
з
Ј
Изобретение относится к производству сборного железобетона и может быть применено при изготовлении железобетонных пустотных панелей.
Цель изобретения - увеличение, производительности и сокращение энергозатрат.
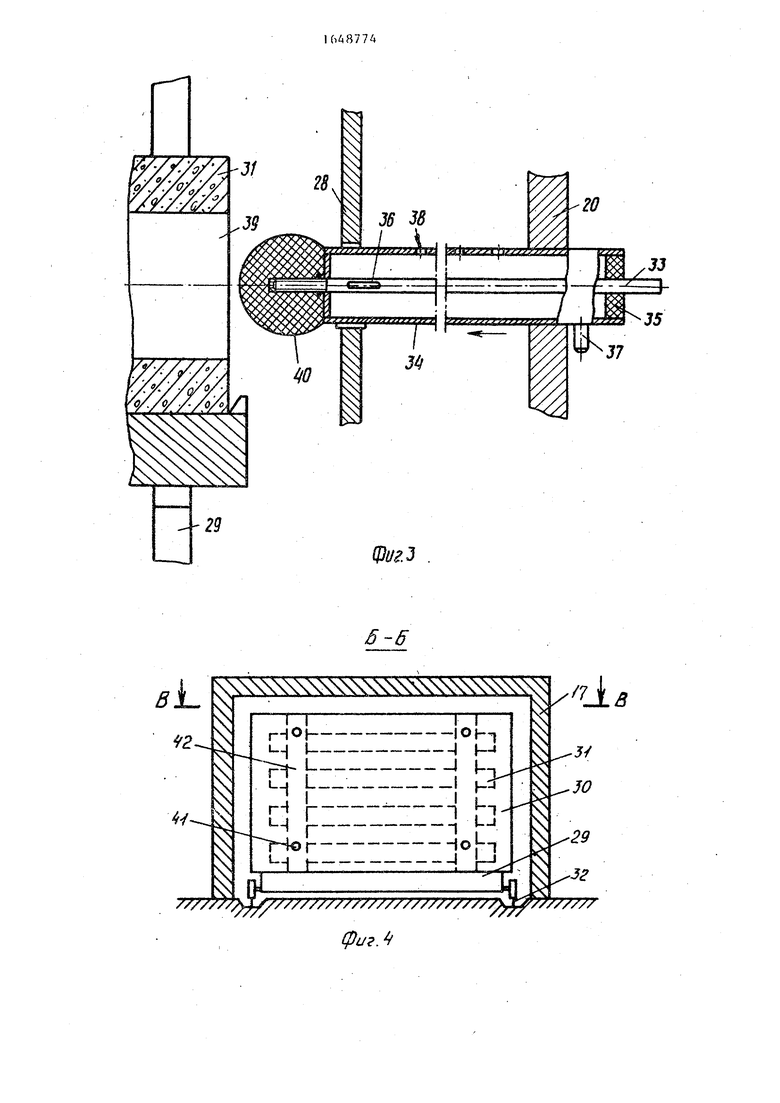
На фиг.1 изображена технологическая линия, вид в плане;1 на фиг.2 - разрез А-А на фиг.1 (камеры в зоне нагрева); на фиг.З - конструкция нагревателя; на фиг.4 - разрез .Б-Б на фнг.1; на фиг.З - разрез В-В на фиг.4; на фиг.6 - вид Г на фиг.2; на фиг.7 - узел I на фиг.6.
Технологическая линия для изготовления железобетонных пустотных панелей содержит посты 1 и 2 формования, пустотообразователи 3 и 4, бетоноукладчики 5 и 6, посты 7 и 8 распалубки, посты 9 и 10 натяжения арма туры, посты 11 и 12 установки пустых вагонеток, посты 13 и 14 загрузки вагонеток, зоны 15 и 16 нагрегва туннельных камер 17, посты 18 и 19 аз- грузки вагонеток, каретки 20 и 21 с трубчатыми нагревателями 22 и 23 и листами 24, 25, закрывающими вход в камеру во время нагрева изделий. Линия снабжена транспортером 26 для подачи бетонной смеси и транспортером 27 для вывоза готовых изделий на склад. Стены 28 камер в зоне нагрева со стороны кареток имеют отверстия . Вагонетки 29, снабженные листами 30 на гранях, обращенных к выходу из камер, загружаются изделиями на поддонах 31 и перемещаются по рельсовым направляющим 32.
Напряжение подводитс я к клеммам внутренней 33 и наружной 34 трубы, которые изолированы с одного конца втулкой 35в При этом все электрические соединения осуществляются со стороны стенки каретки 20 Все нагреватели каретки 20 соединяются последовательно.
С помощью указанных нагревателей может быть использован и пар. При этом нагреватели могут эксплуатироваться либо как глухие регистры (пар подводится к внутренней трубе 33 с отверстием 36 на противоположном конце и отводится далее из полости наружной трубы через штуцер 37; слив конденсата возможен благодаря последовательному соединению нагревателей сверху вниз), либо как ис
0
5
0
5
0
5
0
5
тс кики острого пара в пустотах изделия благодаря расчетному количеству отверстий 38 в наружной трубе.
Трубчатые нагреватели во время термообработки размещены в цилиндрических каналах 39 панелей, образованных пустотообразователямк 3, 4 в процессе формования изделий,
На конце каждого нагреватели установлен наконечник 40, например, шаровидной формы из малотеплопроводного 4 этериапа, например резины. Он же и диэлектрик, если используются электронагреватели. Наконечник 40 крепит-, ся резьбовым соединением к внутренней трубе 33 нагревателя.
Листы 30 крепятся с помощью болтов 41 к пакетировщику, состоящему из четырех стогк 42, снабженных поворотными этажными опорами для изделий и закрепленных на вагонетке 29, Листы 30 ослабляют принудительную паровоздушную конвекцию относительно изделий вдоль камеры, что снижает скорость их охлаждения и повышает эффективность тепловой обработки по использованию тепловой энергии и длительности процесса.
Лист 24, выполняющий функцию входной двери камер 17, с одной стороны закреплен на стенке каретки 20, а с другой подвешен с помощью ролика 43 на швеллере 44, жестко смонтированном на камере 17. Перемещается лист 24 по рельсовым направляющим 32, которые могут быть утоплены. Герметичность по периметру достигается с помощью резиновых полос 45, закрепленных по периметру входа з камеру.
Работа на технологической линии производится следующим образом.
Изделия снимают с вагонеток 29 на постах 18 и 19 их разгрузки и подают на посты 7 и 8 распалубки, откуда изделия ставят на транспортер 27 и вывозят на склад. Поддоны очищают, смазываю, укладывают на них арматуру, снятую с постов 9, 10 ее вытяжки и ставят на посты I, 2 формования, куда подают пустотообразОвате- ли 3, 4 и бетонную смесь с помощью транспортера 26 и бетоноукладчиков 5, 6. Отформованные изделия ставят на вагонетки в зонах 13, 14 загрузки, Освобожденные вагонетки 29 ставят на посты J1, 12 перед входом в камеры и все вагонетки проталкивают вперед Вагонетки со свежеотформо
ванными изделиями попадают в зоны 15, 16 нагрева, куда перемещают каретки 20, 21. Нагреватели 22, 23 входят через отверстия в стенки 28 в пустоты панелей и прогревают их, закрывая вход в камеру листом 24, 25. Время разогрева изделий равно времени разгрузки вагонетокР поступивших в зоны 18, I9 их разгрузки, распалубки изделий и загрузки вагонеток в зонах 13, 14. Это время зависит от количества изделий на вагонетке. После зоны нагрева изделия проходят зоны выдержки, тепловлажностные условия в которых обеспечиваются благодаря листам 30, смонтированным на гранях вагонеток, обращенных к выходу из камеры .
Предлагаемая технологическая линия позволяет повысить производительность и снизить энергозатраты.
Формула изобретения
I «Технологическая линия для изготовления железобетонных пустотных панелей, содержащая туннельные камеры тепловой обработки с зонами нагрева, выдержки и охлаждения, формы-вагонетки, продольные оси которых перпендикулярны к осям туннельных камер, оборудование для армирования, формования загрузки и разгрузки форм-вагонеток,
87746
отличающаяся тем, что, с целью увеличения производительности
и сокращения энергозатрат, линия вы- полнена в виде зеркально расположен кого оборудования для армирования, формования, загрузки и разгрузки форм вагонеток, туннельных камер и снабжена каретками с трубчатыми нагревателями, расположенными в зоне нагрева перпендикулярно продольной оси туннельных камер, при этом туннельные камеры смещены одна относительно другой по продольной оси на
ширину каретки с нагревателями и поста разгрузки форм-вагонеток, стены туннельных камер в зоне нагрева выполнены с отверстиями, причем трубчатые нагреватели контактируют со стенками отверстий и расположены соосно отверстиям в формах-вагонетках для гтустотообразователей.
2.Линия по п.1, отличающая с я тем, что на продольных
гранях форм-вагонеток, обращенных к выходу из туннельных камер, жестко закреплены ограждающие листы.
3.Линия поп.„отлкчаю- щ а я с я тем, что на каретках с трубчатыми нагревателями со стороны входа в туннельную камеру.закреплены листы с возможностью закрывания входа в туннельную камеру.
% 36 38
/ V
cfffffffiRW, Д иИ«А.
И
JJ
sttt-T
1
J5
flwiJ
/7
J/
42 JO

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для термообработки железобетонных пустотных панелей | 1986 |
|
SU1440733A1 |
| Двухъярусный стан для изготовления железобетонных изделий | 1980 |
|
SU1000276A1 |
| КОНВЕЙЕРНАЯ УСТАНОВКА НЕПРЕРЫВНОГО ДЕЙСТВИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1961 |
|
SU147494A1 |
| Поточная линия для изготовления железобетонных изделий | 1976 |
|
SU701806A1 |
| Двухъярусная конвейерная линия для изготовления изделий из бетонных смесей | 1989 |
|
SU1622126A1 |
| Технологическая линия для изготовления строительных изделий | 1978 |
|
SU893538A1 |
| Двухъярусная поточно-конвейерная линия для изготовления железобетонных изделий | 1973 |
|
SU476990A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БЕТОННЫХ ИЗДЕЛИЙ | 1998 |
|
RU2150378C1 |
| Поточно-конвейерная линия для изготовления железобетонных изделий | 1972 |
|
SU444660A1 |
| Конвейерная линия для изготовления строительных изделий | 1981 |
|
SU982925A1 |

Изобретение относится к производству сборного железобетона и может быть применено при изготовлении железобетонных пустотных панелей. Цель изобретения - увеличение производительности и сокращение энергозатрат. Технологическая линия содержит посты 1,2 формования, пустотообраэова- тели 3, 4, бетоноукладчики 5, 6, посты 7, 8 распалубки, посты 9,10 натяжения арматуры, посты 11,12 установки пустых вагонаток, посты 13, 14 загрузки вагонеток, зоны 15,16 нагрева, туннельных камер 17, посты 18,19 разгрузки вагонеток, каретки 20,21 с трубчатыми нагревателями 22, 23 и листами 24, 25, закрывающими вход в камеру во время нагрева изделий. Линия снабжена транспортерами 26,27 подачи бетонной смеси и вывоза готовых изделий н а склад. Стены камер в зоне нагрева со стороны кареток имеют отверстия. Вагонетки, снабженные листами на гранях, обращенных к выходу из камер,загружаются изделиями на поддонах и перемещаются по рельсовым направляющим. 2 з.п. ф-лы, 7 кл. (Л
P Вид Г
Риг, б
Фиг. 5
Фиг. 7
| Поточно-конвейерная линия для изготовления железобетонных изделий | 1972 |
|
SU444660A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
