XI
о сл о о
00
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПЛЕКС ОБОРУДОВАНИЯ ЗАВОДА ПО ПРОИЗВОДСТВУ ПОЛИСТИРОЛБЕТОННЫХ ИЗДЕЛИЙ | 2004 |
|
RU2299803C2 |
| Поточная линия для изготовления железобетонных изделий | 1976 |
|
SU701806A1 |
| Технологическая линия для изготовления строительных изделий | 1989 |
|
SU1701535A1 |
| Технологическая линия для изготовления строительных изделий | 1980 |
|
SU882751A1 |
| Вертикально замкнутая кассетно-конвейерная линия | 1987 |
|
SU1497012A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU897518A1 |
| КОНВЕЙЕРНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1969 |
|
SU247830A1 |
| Агрегат прерывно-поточного производства строительных изделий | 1980 |
|
SU998118A1 |
| Конвейерная линия для производства железобетонных изделий | 1979 |
|
SU863352A1 |
| Двухъярусная конвейерная линия для изготовления изделий из бетонных смесей | 1989 |
|
SU1622126A1 |
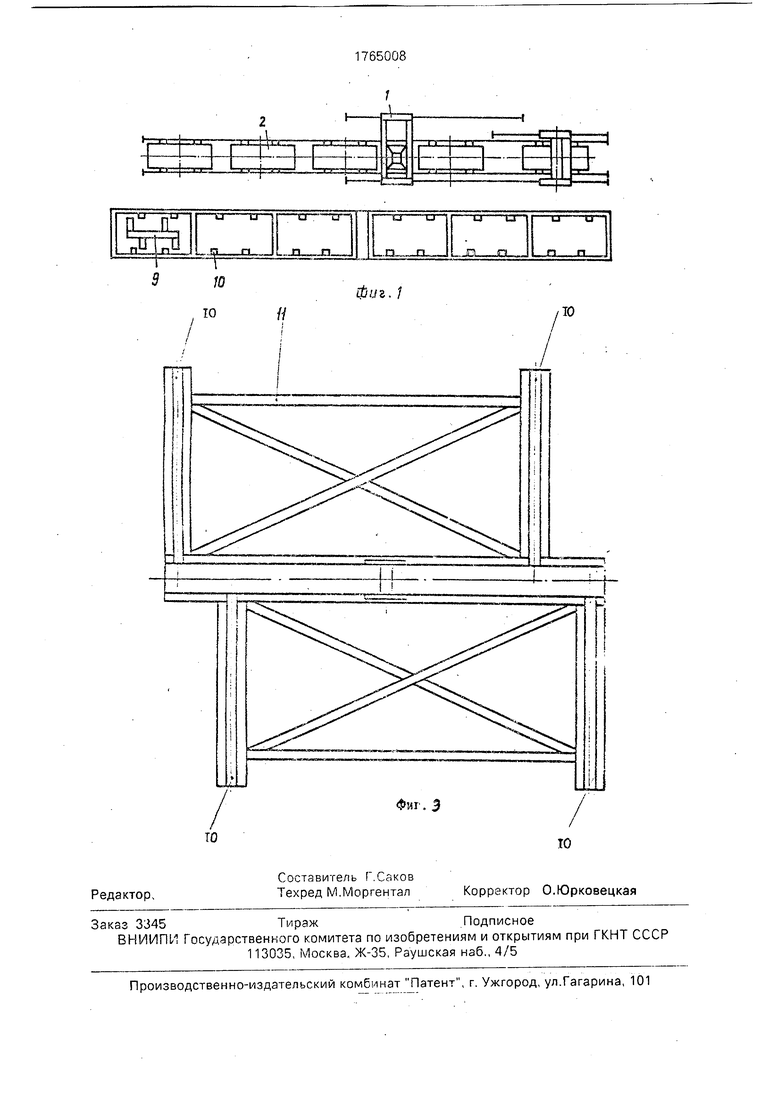
Использование: в строитепьной индустрии, в частности в полуконвейерных линиях для изготовления железобетонных изделий. Сущность изобретения: линия имеет формы-вагонетки 2, снабженные жестко закрепленными на концах валов 4 кронштейнами 5 с опорными площадками 6, расположенными по обе стороны от оси вала. Ось каждого колеса 8 расположена со смещением относительно оси вала. Опорные площадки 6, смонтированные на одном конце вала, расположены асимметрично соответствующим опорным площадкам, закрепленным на противоположном конце. Захваты автоматических траверс и стойки пакетировщиков 7 расположены асимметрично соответственно площадкам, а валы форм-вагонеток закреплены посредством подшипников скольжения 3. 3 ил.
S W
7 3 Ј
Фиг. 2
Изобретение относится к строительной индустрии, а более конкретно к полуконвейерным линиям для изготовления железобетонных изделий.
Известны полуконвейерные линии для изготовления железобетонных изделий 1. Однако все известные конструкции в процессе работы претерпевают переменные деформации, отрицательно влияющие на качество изделий.
Наиболее близким техническим решением к заявляемому является технологическая линия доборных изделий 2, содержащая установленные в технологической последовательности посты подготовки форм, формования, уплотнения и отделки панелей, ямные камеры с пакетировщиками, формы-вагонетки и автоматические траверсы с захватами для переноса форм-вагонеток в ямные камеры и обратно, причем места опирания формы-вагонетки на рельсы, крюки автоматического захвата и упоры пакетировщиков расположены в разных местах по длине формы-вагонетки.
Недостатком технологической линии доборных изделий с такой транспортной схемой является получение большого количества бракованных железобетонных изделий, особенно из керамзитобетона, из-за перекосов и переменных деформаций форм-вагонеток при опирании их на колеса, при переноске автоматической траверсой и при установке на стойки пакетировщика.
Цель изобретения - повышение качества железобетонных изделий.
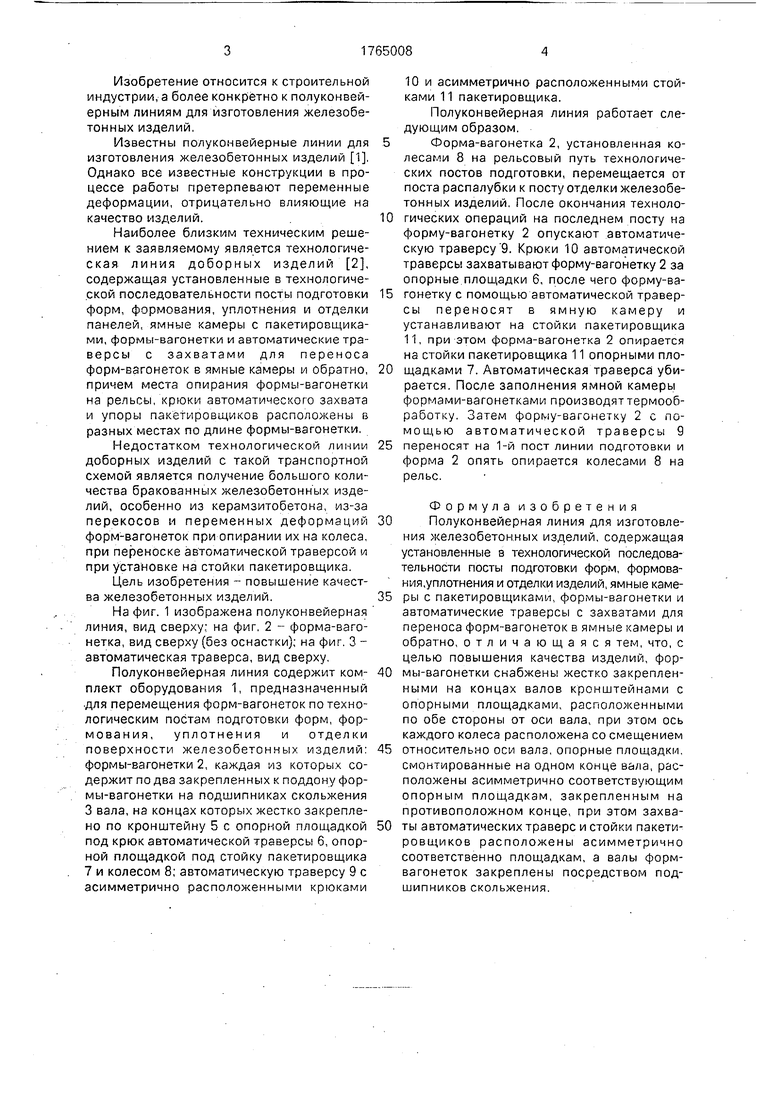
На фиг. 1 изображена полуконвейерная линия, вид сверху: на фиг, 2 - форма-вагонетка, вид сверху (без оснастки); на фиг. 3 - автоматическая траверса, вид сверху.
Полуконвейерная линия содержит ком- плект оборудования 1, предназначенный .для перемещения форм-вагонеток по технологическим постам подготовки форм, формования, уплотнения и отделки поверхности железобетонных изделий формы-вагонетки 2, каждая из которых содержит по два закрепленных к поддону формы-вагонетки на подшипниках скольжения 3 вала, на концах которых жестко закреплено по кронштейну 5 с опорной площадкой под крюк автоматической траверсы б, опорной площадкой под стойку пакетировщика 7 и колесом 8; автоматическую траверсу 9 с асимметрично расположенными крюками
10 и асимметрично расположенными стойками 11 пакетировщика.
Полуконвейерная линия работает следующим образом.
Форма-вагонетка 2, установленная колесами 8 на рельсовый путь технологических постов подготовки, перемещается от поста распалубки к посту отделки железобетонных изделий, После окончания технологических операций на последнем посту на форму-вагонетку 2 опускают автоматическую траверсу 9. Крюки 10 автоматической траверсы захватывают форму-вагонетку 2 за опорные площадки 6, после чего форму-вагонетку с помощью автоматической траверсы переносят в ямную камеру и устанавливают на стойки пакетировщика 11, при этом форма-вагонетка 2 опирается на стойки пакетировщика 11 опорными площадками 7. Автоматическая траверса убирается. После заполнения ямной камеры формами-вагонетками производят термообработку. Затем форму-вагонетку 2 с помощью автоматической траверсы 9 переносят на 1-й пост линии подготовки и форма 2 опять опирается колесами 8 на рельс.
Формула изобретения Полуконвейерная линия для изготовления железобетонных изделий, содержащая установленные в технологической последовательности посты подготовки форм, формова- ния.уплотнения и отделки изделий, ямные камеры с пакетировщиками, формы-вагонетки и автоматические траверсы с захватами для переноса форм-вагонеток в ямные камеры и обратно, отличающаяся тем, что, с целью повышения качества изделий, формы-вагонетки снабжены жестко закрепленными на концах валов кронштейнами с опорными площадками, расположенными по обе стороны от оси вала, при этом ось каждого колеса расположена со смещением относительно оси вала, опорные площадки, смонтированные на одном конце вала, расположены асимметрично соответствующим опорным площадкам, закрепленным на противоположном конце, при этом захваты автоматических траверс и стойки пакети- ровщиков расположены асимметрично соответственно площадкам, а валы форм- вагонеток закреплены посредством подшипников скольжения.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ВГПИ Гипростроммаш, 1984 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Отраслевой каталог | |||
| Машины и оборудование для производства сборного железобетона | |||
| Механическая топочная решетка с наклонными частью подвижными, частью неподвижными колосниковыми элементами | 1917 |
|
SU1988A1 |
| Крутильный аппарат | 1922 |
|
SU234A1 |
