В технике оребрения труб пластныами при изготовлении, ианримср, йснарителей известны станки, основанные на совокунном нрименснин гнезда для рулона металлпчсскоГ ленты, роликов для нодачн ленты из рулона в штамп, штамна с эксце 1триковым приводом для штамиовки и перфорации пластин, снабженного ножом пуансона для отрезания готовых пластин от ленты н надевання их на трубы, и суппорта для труб.
Оуднако конструкции этих станков очень громоздки и недостаточно Здобны в эксплуатации, т. к. нредполагают вертикальное размещение оребряемых труб и, следовательно, необходимую установку составляющих станок узлов.
Предложенный станок выгодно отличается от известных тем, что, с целью упрощения его конструкции и создания лучщих условий для работы на нем путем организации нроцесса оребрения труб на горизонтальном столе, гнездо для рулона ленты, подающие ленту ролики и штамп с приводом монтированы на вертикальных валах, а пуансон-нп
вертикальном двун.ючсм рычаге, прнчем для приведения в действие всех 1абочих органов станка применена горизонтально 11асноложгн 1ая нс)д с 1 ()лом с()(м.н1ичп1,1и с редукюрной HiecTepiici трехсторонняя зубчатая рейка, вх()дян1,ая в зацен.ченне с тремя щecтepня н, сообнциоии«ги соответственна, с номонцло кулачковых муфт, нериодическое вращение валу роликов, валу привода нпампа н эксцентрику, связанному нипуном со свободным п.ючом рычага пуансона.
Кроме этой ()CiioiuK) ocnneiiиостн пред.тоженного craHi a н ieются другие, касающнсея и.нюлнения гнезда для рулона металлической ленты н штампа и предусмотрено комнактное размещение всех рабочих механизмов в станке н их четкая работа.
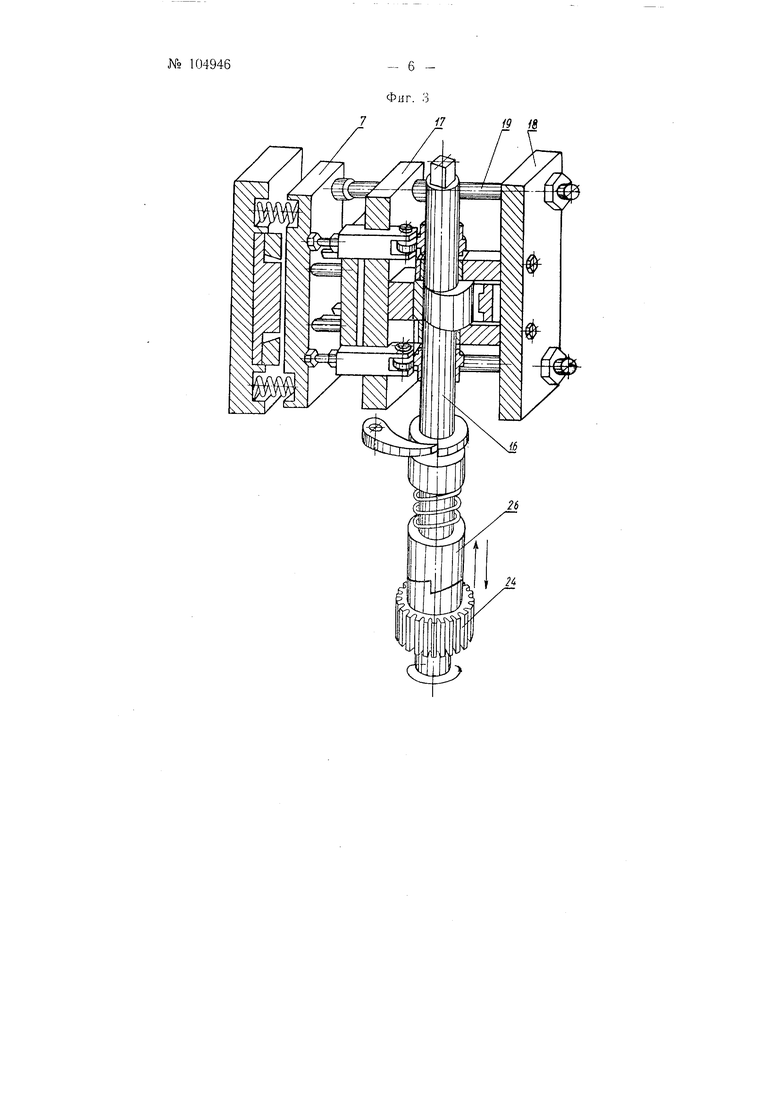
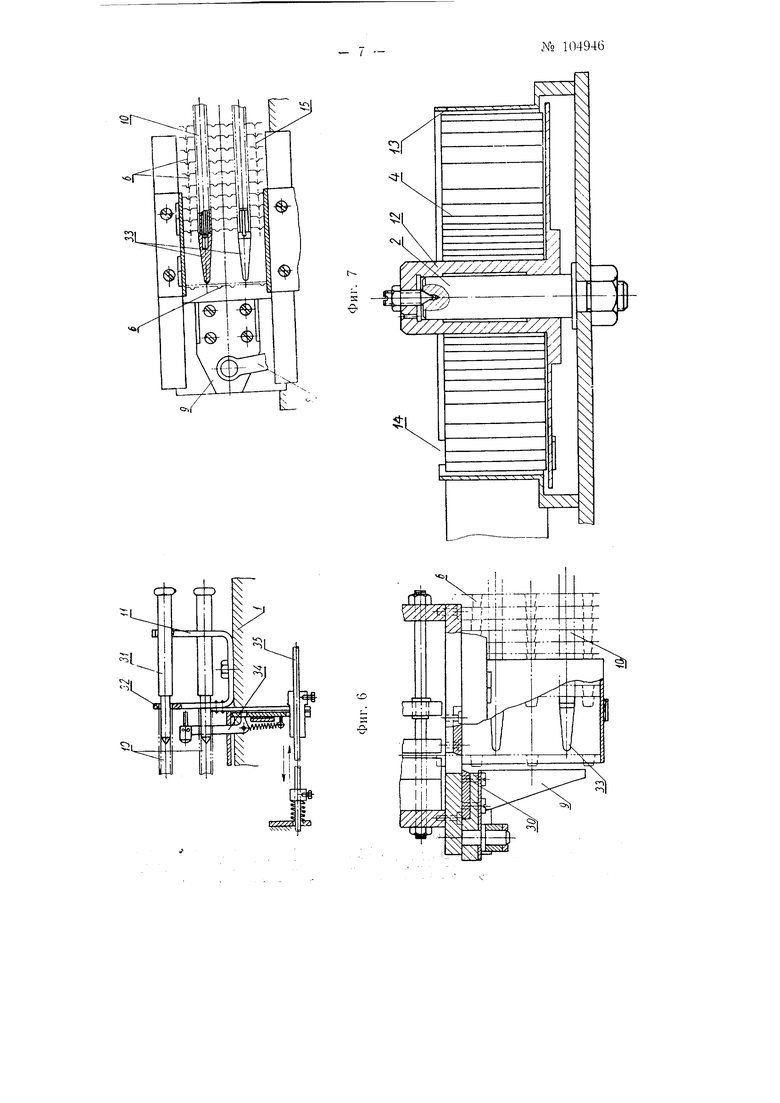
На фиг. 1 изображен общий вид нредложснного станка; на фиг. 2 подающие ленту ролики; на фиг. . - четырехколениый горизонтально jjacположенный штамп с вертикаль)ю монтированным в нем эксцентриковым валом; на фиг, 4-суппорт станка; на фиг. 5 и 6-часть станка с меаиизмо.м л.:|я ()Т{к;;-:а1111Я n/iaciiiii от icjrrbi и наллваипя их на к вух (,Uix с частичным разреом; па ()иг. 7oniiuiii вид 1Т1сзда
1ля рулона люта/личсскон ленты.
На столе 1 станка монтированы: рагдаюп1,ееся па вертикальной оен J гнездо 3 для |)улонг 4 металлической ленты; подакл-чис .leiiiy к нггампу po;iHKii J. слу/кание XUioвременио д.:|я образования ребер Жесткоети н.тастнн 6; горизонта.:ык расположеннггиг чет)1рехк()ле1Н1Ы1 | нггамн 7 для iii ()в,кн н перфорацин п.частнн fi; vKpeH.ieiiin iii на верхнем и.течс- liepTiiKa.Tbiioro р1 1чага (V цуансо.ч J, с,тужащий д.:1Я отрезанггя готовых нластчи oi .тенпл н надевания их на Tpy6i i /0; еуннорт //, устанав.:1Н15аемьи1 на столе 1 в соответствии с л. оребряемых
Т|)уб.
Гнездо 3 ДЛ5Г рулона 4 (фиг. 7) представляет собоГг ср ободно надетый на, ось 2 диск /2, окрзжешпяй неподвижным ко.мьдом J3, имеющим прорезь 14 д.ггя .тенты. Кольцо 13 предпазпачеио для торможения ленты при бо.илних скоростях иодачи ее роликами 5 в нтамн 7. Штами 7 снабжен нуаисоиом, обеенечнвающим вырез В ./ снте диетанннонных ножек 15 ((Ьиг. 5), которые ун))оии1ют процесс ycTaiioBKH н.часчин 6 на рубах 10 с сохранением онреде.ченного расстояния и.чаетниами.
Работа шта.миа осуи1,еств.чяется носредством :-;ксцеитриково () 1за.ла. 16, вертика.|,но монти|)оваииого между иодви 1 ч1О| 1 ii.ini-ofi 17 и неподвижной п. /8, укренле1Н1ой на концах 1Ч)М1зонта.:нпНмх ко.чонок 19, свя:зыва1о1ннх обе и.шты.
Прнвод рабочих органов сланка выно.тиеп в впде TpexcTOpoiHieir рс;й)vH 20, получаюпхей от нгатуна 2/ редукторной шестерни 22 вознратнопоступателыюс движение в горизонтальной плоскости. Зубчатая рейка 20 входит в зацепление е 1|) шетернями 23, 24 ц 25, снабженными кулачковыми муфтами 26, причем 1нестерия 23 служит д.ля приведения в дв1гжепие вертикального ва./га 27 подающнх ленту роликов, июете)пя 24-для приведепия в движение вала 16 штампа 7, а шестерня 25-ля приведения в движение эксцентрика 26, евязапиого шатуном 29 с рычаго.м 8, несушим пуансон 9 и нож 30, слзжап1.не для отрезания готовых пластин от лепты и надевания их на трубы 10.
Трубы 10 неред работой станка надевают на онравки 31 суппорта // т.ак, чтобы они своими концами униралисг) R 32 иое.тедиего. Вторые же KOJHtbi труб снабжают коническ1 ми ловителями 33, на которые надевают одиу из готовых пластии, цептрируюпгую трубы при работе етаика. С уппорт // во Б|)с.мя работы етанка укренлеи неподвижио на ечо.те / и, нередвигаетс5г то.нжо в 1 лучае изменения длины труб.
Выключение рабочего цикла пабора секции н|юизводится автоматичееки посреде1вом. рычаи-с-пой системы 34-35 и коитактрв 36 с одиовременным чорможенпе.м маховика 37 колодкой 38. Воздействие па мехаииз.м выключения производит первая Л13 надетых па трубы пла(гии иутем привода рычага 34.
И р е д м е т, и з о б р е т е и и я
. Стаиок для оребрения пластинами труб при изготовлеиии, например, секций испарителей к холодильlibi.M установка.м, включаюпхий в себя 1 иездо д.;1Я рулоиа .мета.тличе.ской ;гепты, рол1П(и для подачи ленты нз рулона, пггамп с эксцептрикоlibiM приводом для нггамновки и перфорации пластин, снабженный пожом пуапеон для отрезания готовых 1 ластин от ле1ггы н надевання нх на трубы и еуннорт для труб, о т л ич а ю и; и и е я 1ем, что, с целью }нрон1;енн5Г конструкции етанка и создания лучших уе.яовий для его обслуживапия путем оргап.изацип процесса оребрения труб на горизо ггальном столе, гнездо для рулока ленты, подаюни-ю ленту ролики и штамп с ириводом моптировапы па вертикальпых валах, а пуансон- па вертикальном двунлечом рычаге, причем для приведения в действие всех рабочих органов етанка применена горизонтально расирложепная под столом соеднпеппая с рёдукторпой шестерпей трехсторонняя зубчатая рейка, входяш.ая в; з.а.ценление с тред-ш шестернями, сообщающими соответственно, с помощью кулачковых муфт, периодическое вращение валу роликов, валу привода штампа и эксцентрику, связанному шатуном со свободным плечом рычага пуансона.
2. Станок по и. 1, от л и ч а ющ и и с я тем, что, с целью предотвращения свободного разматывания рулона металлической ленты, гнездо для рулона вЪщолнено в виде свободно вращающегося на вертикальной оси диска, снабженного имеющим прорезь для ленты неподвижным кольцом, тормозящим сход ленты с рулона при больших скоростях подачи ее в щталШ роликами.
3.Станок по пп. 1 и 2, отличающий с я тем, что, с целью более компактного размещения в нем рабочих органов щтампа, эксцентриковый привод последнего монтирован между подвижной п.титой пуансонов щтампа и опорной неподвил ной плитой, укрепленной на концах горизонтальных, связывающих обе плиты колонок.
4.Станок по п. 1-3, о т л и ч а ющпйся тем, что, с целью упрощения процесса установки па трубах пластин с сохраненнем определенного расстояния между ними, штамп станка снабжен пуансоном для вырезки в ленте дистанционных ножек.
1(1ими