Станки для изготовления теплообменников из труб и уолос путем прокалывания (нанизывания) полос трубами, снабженными острыми наконечниками, известны.
Описываемый станок представляет собой дальнейшее усовершенствование конструкции подобного рода машин, путем механизации процесса, для чего рабочий орган станка выролнен в виде разъемн.о кассеты с продольными отверстиями для труб н поперечными прорезями для полос. Кроме того, рабочий орган станка снабжен приводом для сообш,ения прерывистого поступательного перемещения кассеты на величину шага размещени ; прорезей. Для закрепления концоз труб, на которые передается усилие при прокалывании полос, применен неподвижный упор. В стан.ке осуществлена валковая подача рулонной .генты в прорези кассеты и ножницы.
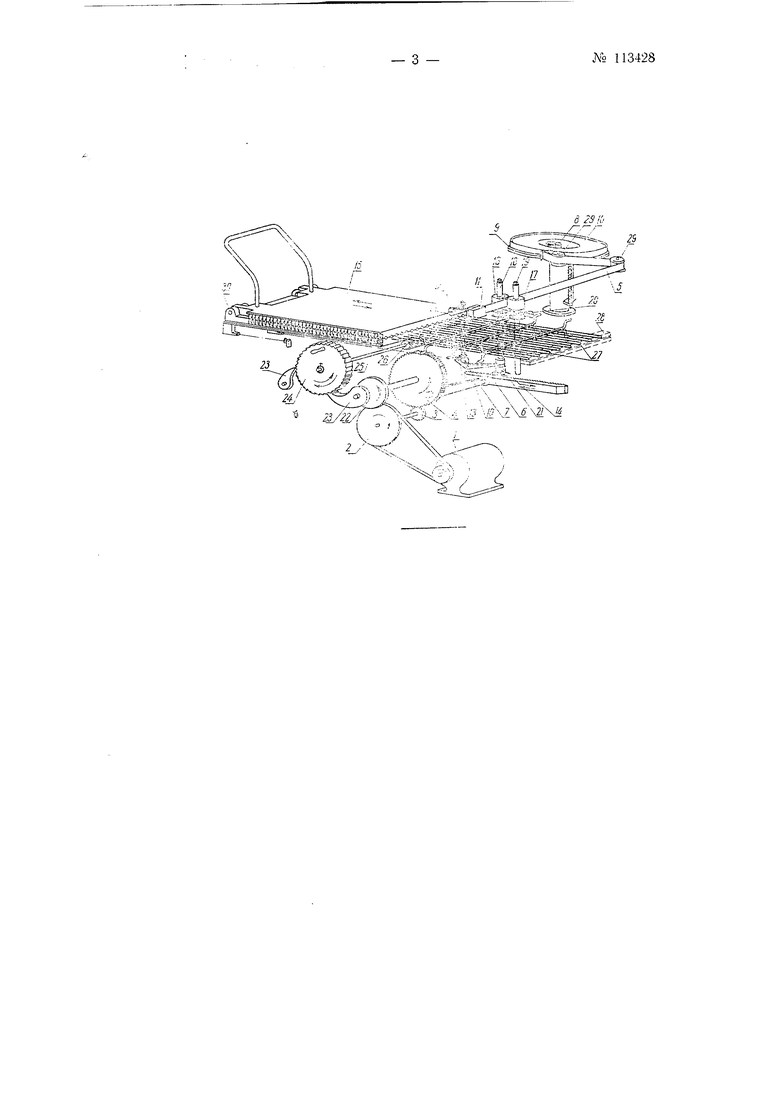
На чертеже изображена кинематическая схема станка.
Станок состоит из электродвигателя /, сообщающего вращательное движение через ведомый щкиз 2 ведущей цилиндрической шестерне 3, находящейся в зацеплении с ведомой цилиндрической щестерней 4, механизма подачи металлической ленты 5, выполненного в виде горизонтально расположенной рейки 6, щарнирно соединенной с шатуном 7, связанным посредством кривощипа с щестерней 4, магазина для укладхи рулонной ленты, состоящего из горизонтально расположенного на вер: тикальном валу 8 плоского диска 9, ограниченного по вненшей окружности кольцом 10 механизма реза ленты на полосы, С0|гтоящего из мпправляющих и режун1,их ножниц 11 и расположенного в непосредственной близости к ним пластинчатого ножа 12, рычажно-сзязанного через двуплечий рычаг 13 с кулачковой муфтой 14 и разъемной кассеты 15 с. продольными отверстиями для труб и поперечными прорезями для полос.
Для подачи рулонной ленты 5 в прорези кассеты /5 и ножнгщ // для резки ленты на полосы применены валки 16 и 17, жестко закрепленные на вертикальных валах 18 и /5, которые взаимосвязаны посредством шестеренчатой передачи 20. Вертикальный вал 18 при помощи кулачковой
№ 113428- 2 -
муфты 14 и зубчатого сектора 21 соединен с рейкой 6. KaiCceTa 15 снабл ена приводом для прерывистого поступательного перемещения ее на величину шага размещения прорезей для полос. Привод состоит из эксцентрика 22, двух храповиков 23 и храпового колеса 24, укрепленного на горизонтальном валу 25. На конце последнего закреплена цилиндрическая ше-стерня 26, находящаяся в зацеплении с укрепленной на кассете 15 зубчатой рейкой. Трубы 27, служащие для прокалывания (нанизывания) полос, закрепляются в неподвнжном упоре .25, который воспринимает зсилис при прокалывании.
Станок работает следующим образом. Металлическая лента 5 в виде рулона укладывается на горизонтальный дис:: 9 магазина, свободный конец ленты проходит через прорезь в кольце 10, огибается по роликам 29 и пропускается между валками 16 к 17 до упора в нож 12. Затем включается электродвигатель 7, которьп через ведомый шкив 2, цилиндрические щестерни 3 н / и шатун 7 сообниет возвратно-поступательное дзижение рейке 6. Движение от рейки 5 передается зубчатому сектору 21, который при помощи кулачковой муфты 14, приводит в прерывистое вращательное движение валки 16 и 17. Последние при вращении производят подачу ленты в прорези кассеты. После подачи ленты в кассету она отрезается ла полосы ножом 12, который п)иводится в действие от кулачковой муфты 14 и двуплечего рычага 13 при неподвижном состоянии валков J6 и П. После чего кассете сообщается п)ерьюистое поступательное движение на величину шага прорезей.
Подача ленты в кассету валками и передвижение кассеты на заданный Hiar с отрезкой полос происходит периодически - поочередно, до заполнения всех гнезд кассеты полосами, после чего подача ленты валками выключается. Одговременно с заполнением кассеты полосами, кассета, передвигаясь, встречается с )асположенными против продольных отверстий ее трубами, острые наконечники которых прока тывают полосы сразу всем рядом труб. В результате весь набор полос надевается на трубы. Затем кассета останавливается, освобождаются }крепленные ко1щы труб, кассета отводится в исходное положение, верхняя часть кассеты, установле1П1ая на нгарнирах 30, открывается и вынимается готовая секция теплообменника. Острые наконечники с труб снимаются и используются на дальнсйпей работе.
Возникающие при прокалывании полос рваные края отверстий используются в качестве л.истанцио гных упоров, подде|1живающих в дальнейшем расстояние между ребрами (полосами) теплообменника.
П р е д м с т и 3 о б р е т с н н я
1.Станок для изготовления теплообменников из труб и полос путем прокалывания (нанизывания) полос трубами, снабженными острыми наконечниками, отличающийся тем, что, с целью механизации процесса изготовления, рабочий орган станка выполнен в виде разъемной кассеты с продольными отверстиями для труб и поперечными прорезями для полос, снабженной приводом для прерывистого поступательного перемещения кассеты на величину шага размещения прорезей.
2.В станке по п. 1 применение неподвижггого упора для закрепления кондов труб, rfa которые передается усилие при прокалывании полос.
3.В станке по пп. I и 2 применение валковой подачи рулонной ленты в прорези кассеты и ножниц для отрезки ленты от рулона.