Изобретение относится к эпектротехни ке, и частности к способу иаготовпения изцелий эпектро-и рациоаппаратуры првч имущественно герметичных репе.
Известен способ пайки репе, при котором внутренняя поверхность кожуха с цоколем герметично паяется по периметру вручную при помощи паяльников со специапьными наксмечниками. При этом на цокопь укпацывается копь- цо припоя в вице изогнутой по внутреннему периметру кожуха репе провопоки 1.
Операция ручной пайки трудоемкая и требует опрецепенных навыков в -рабо те. После нее часть реле отбраковывается их негерметичности распоя внутренних элементов или пстацания внутрь репе частиц фпюса и припоя. Н&герметичность реле объясняется тем, что при пайке наконечником паяльника, нагретого цо температуры 400 + 450 С (что значительно выше темперйтуры плавления припоя), в тех местах, где он находится, происходит перегрев зоны пайки, а в противоположных местах охлаждение. При этом за счет ботьшой разницы температур в разных точках паяного шва при охлаждении образуются микротрещины и свищи, которые не обеспечивают герме1ичности изделий.
Затекание припоя внутрь реле и раопай внутренних элементов происходит, в тех местах, которые быгш перегреты паяльником. Флюс затекает внутрь репе в тех местах, которые были недогреты паяльником и флюс не yoien испариться. Равномерность температуры во всех точках паяного шва при ручной пайке обеспечить очень трудно, требуется высокая квагшфикация рабочих.
Таким образом, недостатками данного способа являются низкая производительность труда и необходимость высокой квалификации рабочих. Кроме того, данны способ обеспечивает стопроцентное качество пайки.
Известен способ изготовления герметизированного реле, включающий нанес& ние припоя и флюса в место соединения откачку , заполнение репе и запаивание откачного отверстия 23
Способ позволяет получить герметизированные реле, однако требует изготов ления откачного отверстия, откачки внутренней полости реле, заполнения его и запаивания откачного отверстия, при этом внутрь могут попасть припой и фгпос.
Цель изобретения - предотвращение попадания фпюса и припоя внутрь реле при его герметизации пайкой.
Поставленная цель достигается тем, что согласно способу изготовления герметичного реле, включающему офшюсовывание соединенных деталей, нанесение припоя и пайку с последующим вакуумированием внутреннего объема, нагрев до температуры пайки осущест&пяют газом, подаваемым по периметру паяемой детали с оановремен ным вакуумированием внутреннего объема репе эжекцией горячим газом.
Процесс пайки реле происходит под действием потока газа, подаваемого rom ко в ограниченную зону, а именно в зону пайки. При этом газ нагрет выше температуры плавления припоя на 10-20С, обеспечивая при оёдуве зоны пайки ее равномерный прогрев. Одновременно с прогревом обтекаемый поток газа Е, зоне между кожухом реле и защитной крышкой создает разряжение
Таким образом, равномерный прогрев только зоны пайки не позволяет прогр&ваться всему объему реле, а следо, ватегаьно, исключается распай ранее спаянных узлов реле, одновременно равномерный прогрев и разряжение внутреннего объема реле обеспечивают высококачественное соединение кожуха с цоколем по периметру.
На чертеже изображено приспособл&иие для пайки по периметру, разрез.
Приспособление содержит корпус 1, в центре которого выполнено гнездо для установки реле 2 с ранее уложенным кольцом дозированного припоя 3. Крыиька 4, выпопненная из материала, не смачиваемого припоем предназначена для ограничения растекания припоя по цокошо репе. На крышке 4 закреплена ручка 5. В корпусе 1 установлено основание 6 с закрепленными на нем нижними губками 7 и верхними губками 8 для подвода горячего воздуха к реле в зоне :Пайки. Сверху на губках 8 крепится пластина 9. Снизу к корпусу 1 прикреплено сопло 10 и шток 11. В верхней части, приспособления по периметру реле с некоторым зазором размещены сопла 12. Сопла 1О и 12 предназначены для подвода холодного сжатого газа.
Способ изготовления герметичных реле осуществляется следующим образом
Реле 2 с кольцом профлюсованного припоя 3 устанавливают в гнездо корпуса 1. Горячий газ под давлением подают
в основание 6, откуца он поступает в круговой зазор межцу губками 8 и наружной поверхностью кожуха репе в зоне пайки. При этом на кожух репе в зоне пайки действует поток газа, нагретого выше температуры ппавпения припоя на 10 - , направляемого поц углом, например,45° к кожуху нижними 7 и вер)шими 8 губками. Поц цействием этого потока, омывающего репе в зоне пайки по наружному периметру, происхоцит быстрый местный нагрев зоны пайки и оцновремеино создается ра яжение внутри репе и особенно в зо.не пайки. При этом активные частицы фпюса с нижней части кольца припоя направляются в зону пайки, обеспечивая условия цля герметичного соединения кожуха с цоколрм по периметру в местах их предварительного лужения.
Наличие разряжения во внутреннем объеме реле исключает поипцание частиц флюса и припоя внутрь репс. Защитная крышка 4 предохраняет от растекания . расплавленного припоя по цокопю и ограничивает зону цля созцания разряжуния. Регулировку необходимой величины разряжения во внутреннем объеме реле производят при помоши изменения высоты пластины 9, При пайке происходит
равномерный местный прогрее только зоны пайки, причем все остальные части роле не прогреваются. Наоборот, охлажц ime нижней части реле производится холодным газом, подводимым соплом 1О. После герметичного соединения припоем цоколя с кожухом реле выталкивается из гнезда вверх до упора штоком 11, где оно охлаждается до затвердевания припоя холодным газом, подводящимся соплами 12.
Таким образом, предлагаемый способ обеспечивает высокое качество герм&тизации, при котором исключена возмож ность попадания флюса и припоя внутрь и отсутствует распай внутренних элементов реле. Паяный шов герметичен и однороден по структуре, без микро трещин и свищей.
Результаты испытаний приспособлюния при пайке макета реле РЭС 49 показали высокое качество герметизашш реле по периметру без применения паяльников.
Применение предлагаемого способа пайки при общей ; сборке реле РЭС 49 позволит повысить производительность труда на указанной операции в 4 раза в высвободить 20 рабочих.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ герметизации приборов пайкой | 1985 |
|
SU1248734A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ ПАЙКОЙ | 2023 |
|
RU2829164C1 |
| Способ герметизации миниатюрного реле | 1986 |
|
SU1360480A1 |
| Способ пайки алюминия и его сплавов | 1987 |
|
SU1511033A1 |
| ФЛЮС ДЛЯ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ | 2004 |
|
RU2263569C1 |
| УСТРОЙСТВО ДЛЯ ДОПОЛНИТЕЛЬНОЙ ГЕРМЕТИЗАЦИИ МУФТОВЫХ И КОНИЧЕСКИХ ТРУБНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2012 |
|
RU2499876C1 |
| Центробежное устройство | 1977 |
|
SU863210A1 |
| Флюс для пайки | 1984 |
|
SU1156884A1 |
| Устройство для дозированной подачи припоя | 1973 |
|
SU488664A1 |
| Способ герметизации реле | 1987 |
|
SU1410130A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНЫХ РЕЛЕг при котором цетапи офгаосовывают, укпацывают припой и производят нагрев цо температуры пайки с посиепующим вакуумированием внутреннего объема, отличающийся тем, что, с цепью предотвращения попадания фпюса и припоя , внутрь репе, нагрев до температуры пайки осушествпяют горячим газом, поааваемьзм по периметру паяемой- п&тапи с одновременным вакуумнрованием внутреннего объема репе эжекпией газом. (Л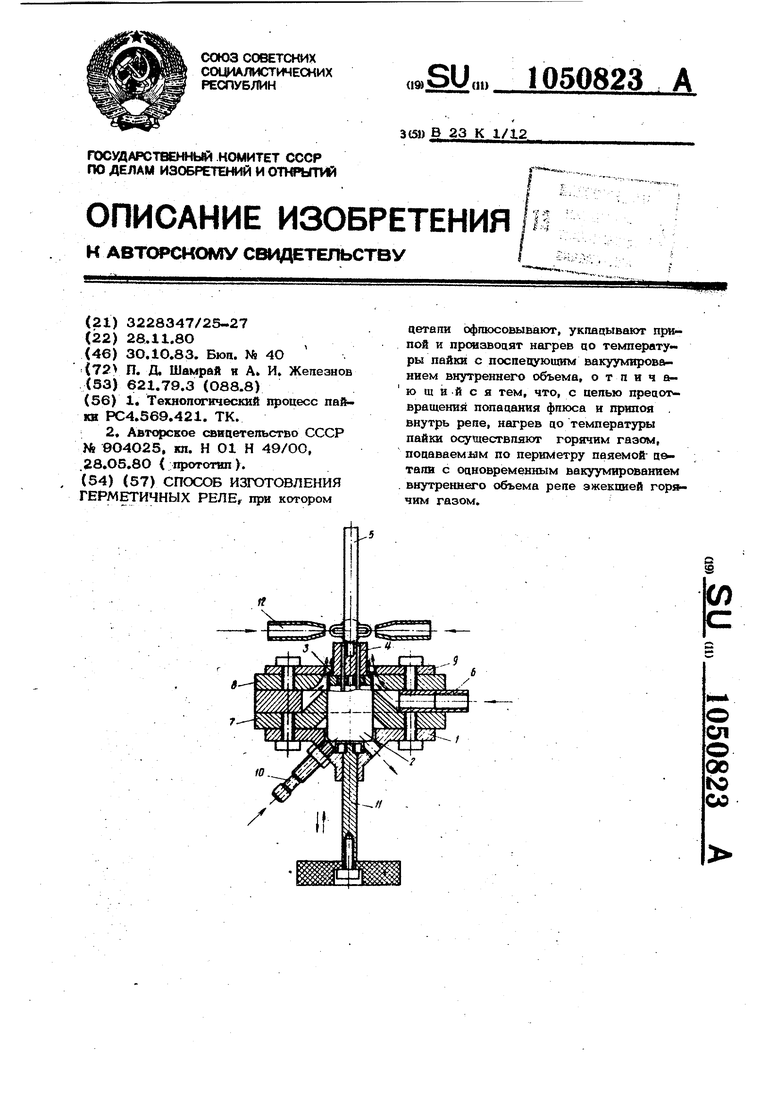
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| ТК | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
