Изобретение относится к станкостроению, может быть использовано в системах автоматического управления особенно при многоточечном контроле в случаях.многошпиндельной обработки. По основному авт.св. 528150 известно пневматическое устройство для контроля целостности режущего инструмента, содержащее воспринимаю щий орган в виде кондукторной втулк с минимум одним поперечным каналом, стороны которого соединены с выхода ми источника питания. На выходах установлены регуляторы давления, настроенные на разные давления, причем сторона поперечног канала с меньшим давлением связана, кроме того, с выходным преобразователем. В случае поломки режущего инструмента в поперечном канале кондукторной втулки происходит соударение встречных струй сжатого воздуха.Воздушная струя, истекающаясо стороны поперечного канала с большим давлением,, повышает давление в канале на стороне с меньшим давлением, связанной с выходным преобразователем, что вызывает срабатывание последнего. В систему управления станка поступает сигнал о поломке инструмейта 1 . Недостаток известного устройства ограниченные технологические возможности, выражающиеся в невозможности использования устройства для многоточечного контроля - при одновременной работе несколькими режущими инструментами, поскольку в этих условиях устройство не гарадтирует- дос;таточной чувстЬительности. Это объясняется тем, что в .связи с постоянной статической характеристикой настройки выходного преобраэовател я на чувствительность устройства существенно влияет величина.сигна ла, поступающего от поперечного канала кондукторной втулки со стороны меньшего давления. При колебаниях давления воздуха в поперечном канале величина сигнала, поступающего со стороны поперечного канала с меньшим давлением, особенно в условиях многоточечного контроля, когда число поперечных каналов превышает минимальное, может оказаться недостаточной для срабатывания выходного преобразователя в случае поломки какого-либо из режущих инструментов. Целью изобретения является расширение технологических возможностей и повышение чувствительности. Поставленная цель достигается :тем, что в пневматическое устройство для контроля целостности режущего инструмента введен злемент суммирования, установд енный между выходным преобразователем и стороной с меньшим давлением, и третий регулятор давления, установленный между элементом суммирования и источником питания, а вторая сторона поперечного канала также связана с элементом суммирования. На чертеже представлена принципиальная схема пневматического устройства для контроля целостности режущего инструмента в многоточечном исполнении, когда число поперечных каналов превышает минимальное, например с двумя поперечными каналами. Устройство содержит кондукторные втулки 1 режущих инструментов 2, снабженные поперечными каналами 3, связанными с источником питания 4 с регуляторами давления 5 и 6 на выходах и с выходным преобразователем 7. Подключение выходного, преобразователя 7 к кондукторным втулкам 1 осуществлено через элемент суммирования входного сигнала, например, в виде элемента сравнения 8, Регуляторы давления 5 и 6 устанавливают величину давления сжатого воздуха в поперечных каналах 3 таким образом, что давление сжатого воздуха на стороне, соединенной с выходом регулятора давления 5, ниже давления на стороне, соединенной с выходом регулятора давления 6. Элемент сравнения 8 содержитуправляющие пневмокамеры 9-14, которые соединены с элементами устройства следующим образом: пневмокамеры 9 и 14 соединены с выходным преобразователем 7; пневмокамера 12 соединена с атмосферой; пневмокамеры 11 и 13 соединены с выходом регулятора давления 5; пневмокамера 10 соединена с ВЕЖОДОМ регулятора давления 6. Между источником питания 4 и элементом сравнения 8 включен регулятор давления 15. Устройство работает следующим образом. От источника питания 4 воздух под давлением поступает через регулятор давления 5 в управляющие пневмокамеры 11 и 13 элемента сравнения 8 и к поперечному каналу 3 кондукторных втулок 1, а через регулятор давления б - в управляющую пневмокамеру 10 элемента сравнения 8 и к поперечному каналу кондукторных втулок I. При наличии режущего инст- румента 2 в кондукторных втулках 1 воздух выходит из поперечного канала 3 в атмосферу через канавки режущего инструмента 2 и через зазор между кондукторной втулкой 1 и режущим инструментом 2. При этоммембранный блок элемента сравнения 8 перекрывает давление питания от выхода источника питания 4 с регулятором давл
ления 15, соединяя управляющую пневмокамеру 12 с атмосферой. В случае ПОЛОМКИ какого-либо из режущих инструментов 2 поперечный канал 3 кондукторной втулки 1 оказывается перекрытым и встречные струи, истекающие из противоположных сторон поперечного канала 3, соударяются, образуя отражающую струю, действующую как заслонка. Давление в управляющих камерах 13 элемента сравнения 8 повышается до величины достаточной для переключения мембранного блока элемента сравнения 8 (вверх в плоскости чертежа). Входя в атмосферу через управляющую пневмокамеру 12 закрывается и открывается подвод давления питания от выхода
источника питания 4 с регулятором авления 15. Выходной преобразователь 7 отрабатывает сигнал о поломке режущего инструмента 2, поступающий систему управления станка на остановку последнего.
Выполнение связи поперечного канала как с меньшим, так и с большим давлением, с выходным преобразователем через элемент суммирования входного сигнала позволяет увеличить его величину, в связи с чем чувствительность устройства повышается. Устройство приобретает расширенные технологические возможности, выражающиеся в реализации многоточечного контроля, необходимого при многошпиндельной обработке.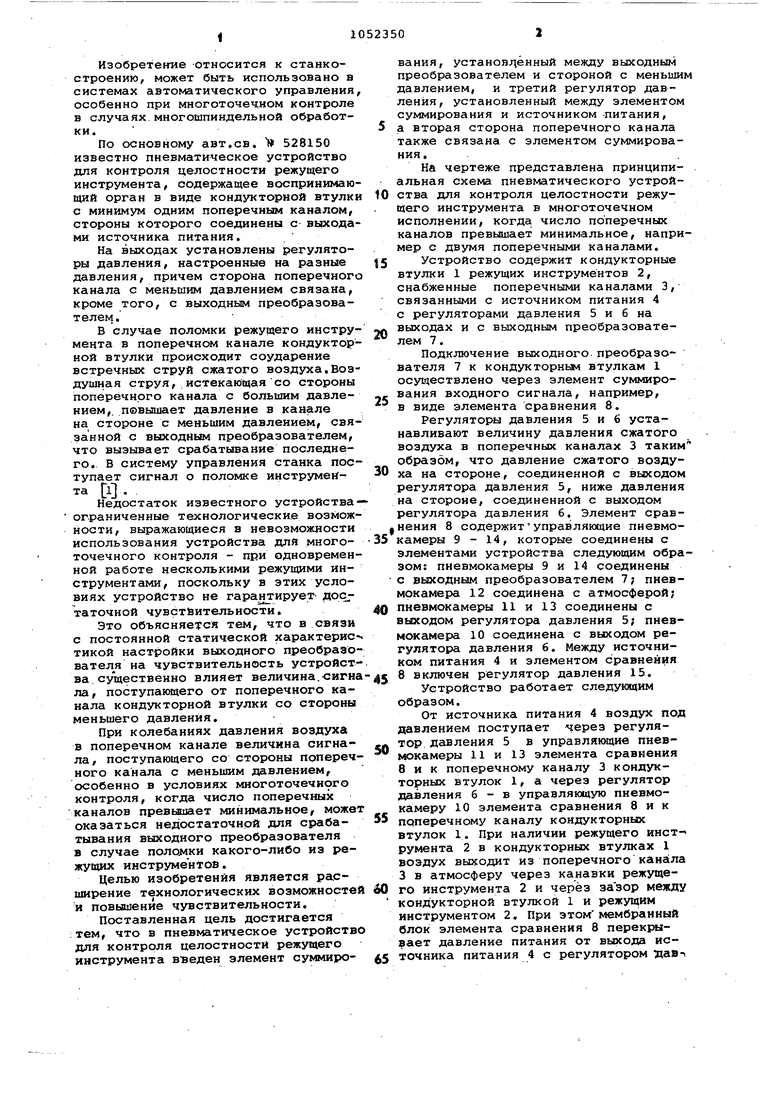

| название | год | авторы | номер документа |
|---|---|---|---|
| Пневматическое устройство для контроля целостности режущего инструмента | 1987 |
|
SU1512711A1 |
| Пневматическое устройство для контроля целостности режущего инструмента | 1987 |
|
SU1423301A1 |
| Устройство для контроля целостности режущего инструмента | 1985 |
|
SU1282980A1 |
| Пневматическое устройство для контроля целостности режущего инструмента | 1987 |
|
SU1495017A1 |
| Пневматическое устройство для контроля целостности режущего инструмента | 1975 |
|
SU528150A1 |
| Пневматическое устройство для контроля целостности режущего инструмента | 1987 |
|
SU1493392A1 |
| Способ пневматического контроля лезвийного инструмента | 1986 |
|
SU1549674A1 |
| Пневматическое устройство для контроля целостности режущего инструмента | 1986 |
|
SU1315166A1 |
| Устройство для контроля целостностиРЕжущЕгО иНСТРуМЕНТА | 1979 |
|
SU837599A1 |
| УСТРОЙСТВО ДЛЯ ВСКРЫТИЯ ПРОДУКТИВНОГО ПЛАСТА | 2008 |
|
RU2394154C1 |
ПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ЦЕЛОСТНОСТИ РЕЖУЩЕГО. ИН СТРУМЕНТА по авт.св. 528150, отличающееся тем, что, с целью расширения технологических возможностей и повышения чувствительности, в негр введен элемент суммирования, установленный между выходным преобразователем и стороной с меньшим давлением, и третий регулятор давления, установленный между элементом суммирования и источником питания, а вторая сторона поперечного канала также соединена с элемеитом суммирования. (Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Пневматическое устройство для контроля целостности режущего инструмента | 1975 |
|
SU528150A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
