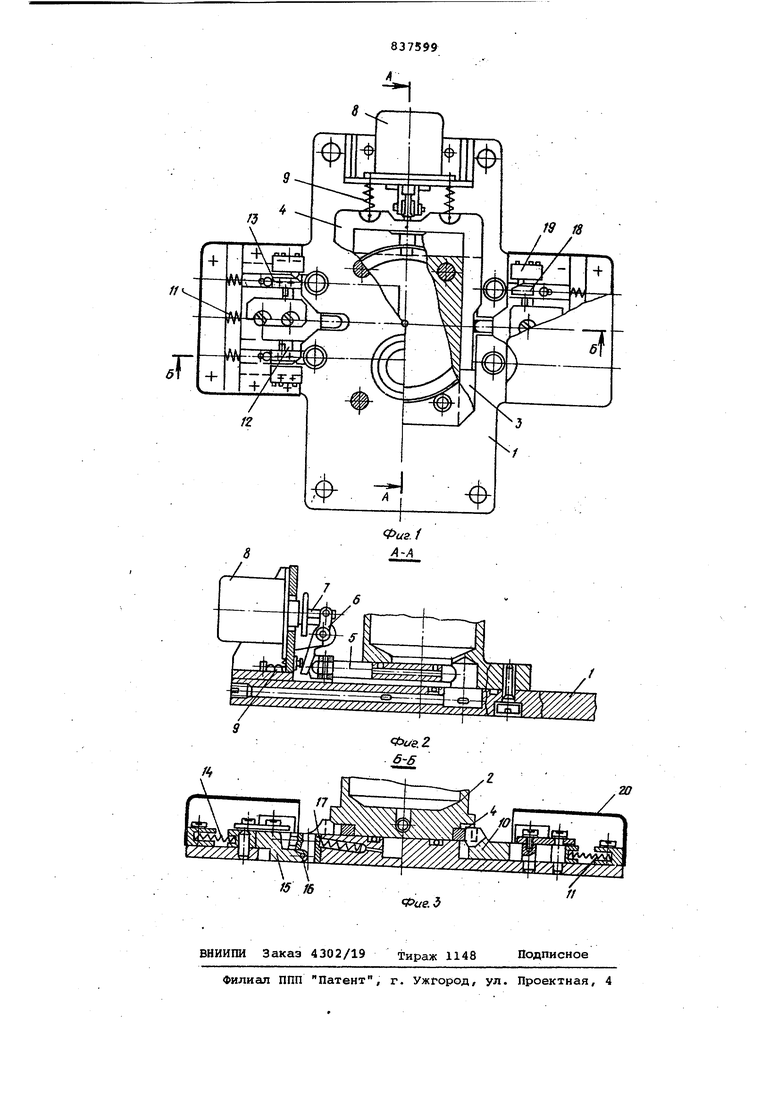
Изобретение относится к станкостроению и предназначено яяя контроля целостности режущего инст 5умента на станках и автоматических линиях и может быть использовано на машиностроительных заводах. Известно устройство для контроля целостности режущих инструментов, содержащее расположенные в корпусе кондукторной плиты щупы в виде неуравновешенных рычагов, периодически взаимодействующих с упорами, закреп ленными на кондукторной плите, и установленных с возможностью поворо та на подвижной скалке, снабженной упорньвли лысками и контактирующей при работе с подпружиненным копиром связанньо с чувствительным датчиком Недостаток .этого устройства закл чается в низкой производительности, так как затрачивается дополнительное машинное время на подъем скалки относительно копира на высоту, равную половине диаметра копира, и кон троль целостности режущего инструмента производится при полностью выведенном с кондукторной втулки режущем инструменте. Кроме того, при наличиии большого количества инструментов, расположенных не на одной прямой, и небольшого расстойния между ними, данное устройство невозможно применять из-за сложности и громоздкости конструкции.Возможность попадания стружки в зону между кривизной рычага и концом упорного винта может привести к заклиниванию устройства, что значительно снижает надежность его работы. Цель изобретения - повышение производительности и упрощение конструкции устройства. Поставленная цель достигается тем, что устройство снабжено фигурной вилкой, имеющей форму копира и контактирующей с ползуном , снабженным пазами, в которые входят пальцы свободного перемещающегося и подпружиненного относительно стенки паза щупа, рабочий выступ которого подводится к инструменту со стороны нижнего торца направляющей втулки. Щупы снабжены упорами, связанными с чувствительньм датчиком. На фиг.1 изображено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1. Устройство содержит кондукторную , плиту 1 с установленным на ней резервуаром 2, в направляющие пазы 3которого, расположенные на его боковых сторонах, входят ветви имеющей форму копира фигурной вилки 4 .жестко закрепленной на хвостовике плунжера 5, связанного посредством рычага 6 со штоком 7 привода 8 и снабженного пружиной 9 для возврата в исходное положение, выступа ползуна 10, прижимаемого к ветви вилки 4пружиной 11 и снабженного пазами 12, в которые входят пальцы 13 свободно перемещающегося, подпружине ного пружиной 14 относительно стенки паза 12 щупа 15, рабочий выступ 16 которого входит в отверстие расп ложенной в кондукторной плите 1 направляющей втулки 17, предназначенной для размещения режущего инструмента, частично перекрывая отве стие упора 18, установленного на корпусе щупа 15 и связанного с коне ным выключателем 19, кожух 20, служащий для предотвращения попадания смазочно-охлаждающей жидкости на систему отвода щупа. Устройство работает следующим образом. В момент командам на вращение и подачу режущего, инструмента, находящегося в исходном положении в направляющих втулках 17, включаетс привод 8, шток 7 которого, воздействуя на рычаг 6, перемещает плунжер 5. При вилка 4, жестко закрепленная на плунжере 5, перемещается в пазках 3 резервуара 2, воздействуя яа выступ ползуна 10 и перемещая его в сторону сжатия пруж ны 11. Боковая поверхность паза 12 ползуна 10, действуя на палец 13 щупа 15, «отводит его рабочий выступ 16 от режущего инструмента, давая ему свободно проходить в рабочую зону.После возвращения режущего инструмента в исходное положение привод 8 плунжера 5 обеспечивается и плунжер 5 под действием пружины возвращается в исходное положение. при этом выступ ползуна 10 скользит по наклонной поверхности ветви вилки 4 и под действием пружины 11 возвращается в исходное положение. Рабочий выступ 16 щупа 15 встречает на пути к исходному положению режущий инструмент и останавливается. Упор 18, установленный на корпусе щупа 15, не доходит до конечного выключателя 19, цепь питания станка не пре{ лвается и цикл повторяется. В случае поломки или отсутствия режущего инструмента рабочий выступ 16 щупа 15, перемещаясь в исходное положение, не встречает на своем пути режущего инструмента и продолжает перемещаться до тех пор, пока упор 18 не нажмет на конечный выключатель 19, разрывая цепь питания станка. Цикл прерывается до устранения неполадок. Формула изобретения Устройство для контроля целостности режущего инструмента, содержащее щупы с пальцс1ми, расположенные на кондукторной плите с направляющими втулками, копир и чувствительный датчик, отличающеес я тем, что, с целью упрощения конструкции и повышения производительности, устройство снабжено ползуном С пазами, в которые входят пальцы свободно перемещающегося, подпружиненного относительно стенки паза и снабженного упораыиу связанными с чувствительным датчиком. Щупа, предназначенного для подвода своим рабочим выступом при контроле к инструменту со стброны нижнего торца направляющей втулки, причем копир выполнен в виде фигурной вилки, взаимодействующей с ползуном. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 611735, кл. В 23 В 49/00, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля целостности режущих инструментов | 1976 |
|
SU611735A1 |
| Устройство для контроля целостности режущих инструментов | 1983 |
|
SU1123795A1 |
| Автомат для зачистки острых кромок | 1984 |
|
SU1220745A1 |
| Автоматическая линия | 1986 |
|
SU1419857A1 |
| Многопозиционный автомат | 1981 |
|
SU1047613A1 |
| Подающее устройство к деревообрабатывающему станку | 1985 |
|
SU1288061A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Патрон для метчиков | 1976 |
|
SU650744A1 |
| Устройство для копирной расточки фасонных отверстий | 1984 |
|
SU1240515A1 |
| Подающее устройство к штампу для изготовления сотового заполнителя | 1980 |
|
SU958021A1 |