Изобретение относится к технологии изготовления электрических машин и может быть использовано в электротехнической промышленности.
Известен способ сборки статора электрической машины, который включает нанесение изоляции на внутреннюю поверхность ярма и последуюшую запрессовку внутрь нагретого ярма гофрированной зубцовой зоны с обмоткой 1.
Однако из-за необходимости сохранения целостности изоляции между ярмом и зубцовой зоной при запрессовке требуется увеличение ее толщины, что приводит к увеличению зазора между ярмом и зубцовой зоной. Кроме того, при запрессовке гофрированной зубцовой зоны внутрь ярма статора неизбежно нарушение изоляции между ярмом и зубцовой зоной и образование короткозамкнутых контуров на пути магнитного потока машины. Все это приводит к снижению КПД и коэффициента мошности. Невозможность надежного закрепления зубцовой зоны в ярме статора при наличии достаточно толстого изоляционного слоя между ними снижает надежность электрической машины.
Цель изобретения - повышение коэффициента мощности, КПД и надежности электрической машины.
Поставленная цель достигается тем, что зубцовую зону располагают внутри ярма с зазором, затем внутрь зубцовой зоны устанавливают оправку с двумя подвижными конусными хвостовиками, центрируют ее и перемешают хвостовики с двух сторон внутри зубцовой зоны, распирая ее, прижимают к внутренней поверхности ярма и образуют клиновые зазоры между гофрами, затем пропитывают изоляционным составом, заполняя им клиновые зазоры, а после отверждения изоляционного состава оправку удаляют. Кроме того, перед пропиткой в клиновые зазоры устанавливают клинья.
На фиг. 1 изображен статор с оправкой, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - статор с центрирующей оправкой и технологическими щитами, продольный разрез.
Способ осуществляется следующим образом.
Перед сборкой разъемного статора внутреннюю цилиндрическую поверхность ярма 1 покрывают тонким слоем изоляционного лака 2, затем производят запечку ярма. Далее устанавливают гофрированную зубцовую зону 3 с обмоткой 4 во внутрь ярма с зазором.
Для сохранения изоляционного слоя ярма 1, закрепленного в корпусе 5 (фиг. 1 и 2),наружную цилиндрическую поверхность
зубцовой зоны выполняют диаметром меньшим, чем диаметр внутренней цилиндрической поверхности ярма.
После установки гофрированной зубцовой зоны 3 с обмоткой 4 во внутрь зубцовой зоны с двух сторон вводят оправку 6 с двумя подвижными конусными хвостовиками 7, центрируют ее и перемещают хвостовики 7, закручивая гайки 8. При этом гофрированная зубцовая зона распирается и плотно
0 прижимается наружными поверхностями зубцов 9 к изолированной внутренней поверхности ярма 1. При распоре гофрированной зубцовой зоны образуются клиновые зазоры между гофрами.
Для заполнения клиновых зазоров, а также пропитки обмотки гофрированную зубцовую зону вместе с обмоткой пропитывают в вакууме или при обычном давлении изоляционным лаком или компаундом и отверждают.
0 В случаях, когда разность внутреннего диаметра ярма и наружного диаметра гофрированной зубцовой зоны превышает 0,2-0,25 мм, гофрированную зубцовую зону закрепляют в ярме с помощью клиньев, располагая их в клиновых зазорах между гофрами зубцовой зоны, а после ввода клиньев осуществляют пропитку. Установку клиньев можно осуществлять в процессе распора гофрированной зубцовой зоны коническими хвостовиками.
В случаях, когда основной воздущный зазор электрической машины мал и требуется очень точная установка гофрированной зубцовой зоны внутри ярма статора, целесообразно применение при сборке разъемнего статора специальных технологических щитов 10 (фиг. 3) с точно выполненными отверстиями под концевые цилиндрические ча,сти 11 оправки.
Перед использованием все элементы технологической оснастки покрывают антиадгезионным по отнощению к лаку или компаунду составом, например селиконовой смазкой.
Применение предлагаемого способа сборки статора с гофрированной зубцовой зоной
обеспечивает возможность получения минимального по величине немагнитного промежутка между ярмом и зубцовой зоной, что приводит к снижению намагничивающего тока и повыТщению коэффициентов мощносQ ти и полезного действия; сохранение изоляции на внутренней поверхности ярма даже при незначительной ее толщине и, таким образом, уменьшение потерь мощности машины; прочное и надежное крепление гофрированной зубцовой зоны с обмоткой в ярме
5 статора.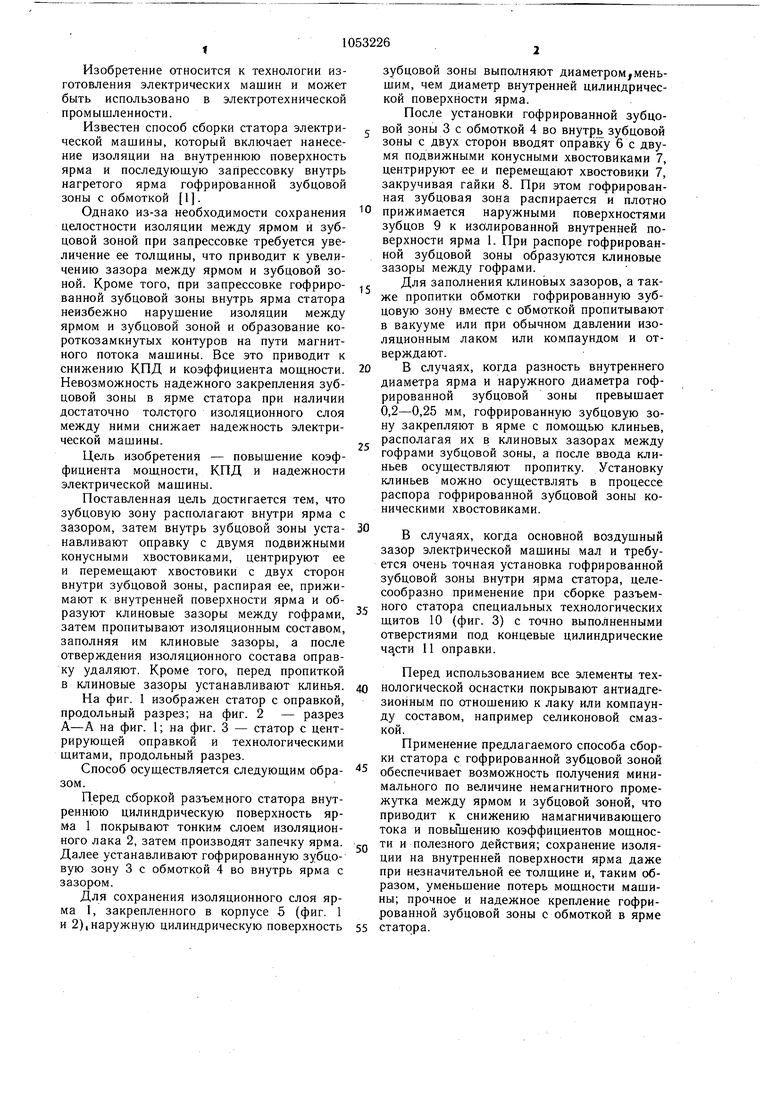
| название | год | авторы | номер документа |
|---|---|---|---|
| Статор электрической машины | 1982 |
|
SU1282261A1 |
| Способ изготовления статора электрической машины | 1989 |
|
SU1775803A1 |
| Магнитопровод торцовой электрической машины | 1980 |
|
SU1077010A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2127016C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2130681C1 |
| Магнитопровод торцевой электрической машины | 1979 |
|
SU855864A1 |
| Способ изготовления электрической машины | 1986 |
|
SU1365262A1 |
| Статор электрической машины переменного тока и способ его изготовления | 1988 |
|
SU1663697A1 |
| Магнитопровод электрической машины | 1980 |
|
SU955366A1 |
| Магнитопровод торцовой электрической машины | 1980 |
|
SU928530A1 |

1. СПОСОБ СБОРКИ СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ, заключающийся в том, что наносят изоляционное покрытие на внутреннюю поверхность ярма, устанавливают гофрированную зубцовую зону с обмоткой внутрь ярма и закрепляют ее, отличающийся тем, что, с целью повышения коэффициента мощности, КПД и надежности электрической мащины, зубцовую зону располагают внутри ярма с зазором, затем внутрь зубцовой зоны устанавливают оправку с двумя подвижными конусными хвостовиками, центрируют ее и перемещают хвостовики с двух сторон внутри зубцовой зоны, распирая ее, прижимают к внутренней поверхности, ярма и образуют клиновые зазоры между гофрами, затем пропитывают изоляционным составом, заполняя им клиновые зазоры, а после отверждения изоляционного состава оправку удаляют. .2. Способ по п. 1, отличающийся тем, что перед пропиткой в клиновые зазоры устанавливают клинья. (Л ел оо 1C ю о
/ 2. 3
/У///.
/{//
/4 а
W
Фиг.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Разъемный статор электрической машины | 1975 |
|
SU584392A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
