OJIETX..
(Л
с
Л
СП
о
00 05
.у Г/ХХ/- ХхЯ
Изобретение относится к обработке деталей струей воздуха с абразивом для выполнения различных отделочных операций и может быть использовано в различных отраслях промышленности.
Известен апарат для обработки металлических изделий струей воды с абразивом, содержащий струйный аппарат с разгонным и дополнительным соплами, при этом рабочая полость дополнительного сопла соединена с бункером для абразива 1.
Недостатком известного устройства является невозможность автоматического поддерживания постоянства технологических параметров в пмоцессе обработки деталей со сложной поверхностью.
Цель изобретения - расширение технологических возможностей путем обработки сложных поверхностей.
Поставленная цель достигается тем, что устройство для обработки абразивной струей поверхностей, содержашее струйный аппарат с разгонным и дополнительным соплами, при этом рабочая полость дополнительного сопла соединена с бункером для абразива, снабжено неподвижным пневмоцилиндром и жестко связанным с ним с образованием обратной связи струйным усилителем, а указанные сопла соединены трубопроводом и смонтированы на штоках пнев моцилиндра, при этом струйный усилитель связан с трубопроводом, соединяющим сопла.
На чертеже схематически изображено предлагаемое устройство, общий вид.
Устройство для обработки абразивной струей поверхностей содержит струйный аппарат, состоящий из разгонного 1 и дополнительного 2 сопел, сжатый воздух к которым подводится из пневмомагистрали 3 по гибкому шлангу 4: Рабочая полость 5 дополнительного сопла 2 соединена трубопроводом 6 с бункером 7 для хранения абразива 8. Подача абразива регулируется дросселем 9, установленным в трубопроводе 10, и шиберной заслонкой 11 бункера 7. Сопла 1 и 2 соединены между собой трубопроводом 12, снабженным регулирующим дросселем 13, разделяющим трубопровод 12 на два участка, имеющие распределители воздушных, потоков 14 и 1.5. Сжатый воздух подается через дроссели 16 и 17 в струйный усилитель 18, имеющий два встречно направленных вспомогательных сопла 19 и 20 и две диафрагмы 21 и 22 с центральным отверстием, которые расположены между соплами 19 и 20. Межсопловые камеры 23 и 24 суммируют воздущные струи и соединяют вспомогательные сопла 19 и 20 с диафрагмами 21 и 22. Между диафрагмами расположена камера 25, соединенная с атмосферой. Камеры 23 и 24 трубопроводами соединены с полостями неподвижного пневмоцилиндра 26, на щтоках 27 и 28 которого с помощью кронштейнов 29 и 30 смонтированы сопла 1 и 2. Деталь 31, подлежащая обработке, перемещается относитель. но сопла 2.
Устройство работает следующим образом.
, Сжатый воздух из пневмомагистрали 3 по гибкому щлангу 4 поступает в разгонное сопло 1, где он разгоняется. Через трубопровод 12 и регулирующий дроссель 13 воздух поступает в дополнительное сопло
0 2, где он разгоняется до рабочей скорости. Одновременно часть воздуха из пневмомагистрали 3 проходит через дроссель 9 и трубопровод 10 в бункер 7, что при открытой щиберной заслонке 11 вызывает вытеснение абразива 8 через трубопровод
5 6 в рабочую полость 5 дополнительного сопла 2. В полости 5 абразив смещивается со сжатым воздухом и выбрасывается на поверхность обрабатываемой детали 31. При своем движении по трубопроводу 12
,. между соплами 1 и 2 часть воздушного потока, величина которой зависит от настройки дросселей 16 и 17, через распределители воздущных потоков 14 и 15 поступает в струйный усилитель 18. При встречном соударении воздушных струй из вспо5 могательных сопел 19 и 20 образуется результирующий радиальный поток. Всякое изменение давления перед одним из вспомогательных сопел вызывает перемещение результирующего потока вдоль оси в сторону сопла, перед которым давление мень0 ше, . При этом соответственно изменяются расходы воздуха через сопла. Направление результирующего потока определяется разностью давлений между вспомогательными соплами. Диафрагмы 21 и 22 препятствуют обратному воздействию на перепад давлений.
Перед началом обработки деталь устанавливают на расстояние от среза сопла 2, обеспечивающего качественную обработку. Дроссели 16 и 17 настраиваются предва0 рительно так, чтобы результирующий радиальный поток был на равном удалении от среза вспомогательных сопел 19 и 20 струйного усилителя 18. При этом давления в камерах 23 и 24 усилителя равные, что обеспечивает одинаковое давление в
5 полостях пневмоцилиндра, штоки которого вместе со монтированными на них соплами 1 и 2 в этом случае остаются неподвижными.
При перемещении детали 31 со сложной поверхностью в процессе обработки происходит изменение расстояния от среза сопла 2 до обрабатываемой поверхности детали. При увеличении этого расстояния уменьщается давление воздуха в прилегающей части трубопровода 12, распредели5 теле воздушного потока 15 и перед вспо могательным соплом 19 струйного усилителя. Уменьшение давления перед соплом 19 при неизменном давлении перед другим
вспомогательном соплом 20 вызывает смещение результирующего потока в сторону сопла 19, что приводит к повыщению давления в камере 23 по сравнению с камерой 24 и соответственно к повышению давления воздуха в полости А пневмоцилиндра по сравнению с давлением в полости В. Таким образом, происходит перемещение штоков 27 и 28 вместе со смонтированными соплами 1 и 2 по направлению к обрабатываемой поверхности до тех пор, пока расстояние между срезом сопла 2 и
деталью не достигнет заданного, что приводит к выравниванию давления в полостях струйного усилителя.
При уменьшении расстояния между соплом 2 и обрабатываемой поверхностью вследствие перемещения детали 31 работа устройства происходит в обратном порядке.
Автоматическое поддерживание постоянства технологических параметров в процессе абразивной обработки деталей со сложной поверхностью обеспечивает высокое качество их обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки абразивной струей поверхностей | 1982 |
|
SU1092036A2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ РАСТВОРНЫХ И БЕТОННЫХ СМЕСЕЙ СТРУЙНЫМ МЕТОДОМ | 1994 |
|
RU2079616C1 |
| Устройство для измерения крутящего момента | 1989 |
|
SU1642282A1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1993 |
|
RU2069618C1 |
| Струйный аппарат | 1991 |
|
SU1821347A1 |
| Устройство для гидроабразивной обработки деталей | 1984 |
|
SU1266721A1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНО-СТРУЙНОЙ ОБРАБОТКИ С ДИСТАНЦИОННЫМ УПРАВЛЕНИЕМ ДОЗАТОРОМ | 2007 |
|
RU2349445C2 |
| Копировальное устройство | 1988 |
|
SU1553333A1 |
| Установка для струйно-абразивной обработки преимущественно деталей обуви | 1989 |
|
SU1682151A1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНО-СТРУЙНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ | 2006 |
|
RU2325987C2 |
УСТРОЙСТВО ДЛЯ ОБРАБОТКИ АБРАЗИВНОЙ СТРУЕЙ ПОВЕРХНОСТЕЙ, содержащее струйный аппарат с разгонным и дополнительным соплами, при это рабочая полость дополнительного сопла соединена с бункером для абразива, отличающееся тем, что сцелъю расширения технологических возможностей путем обработки сложных поверхностей, устройство снабжено неподвижным пневмоцилиндром и жестко связанным с ним с образованием обратной связи струйным усилителем, а указанные сопла соединены трубопроводом и с.монтированы на штоках пневмоцилиндра, при этом струйный усилитель связан с трубопроводом, соединяющим сопла.i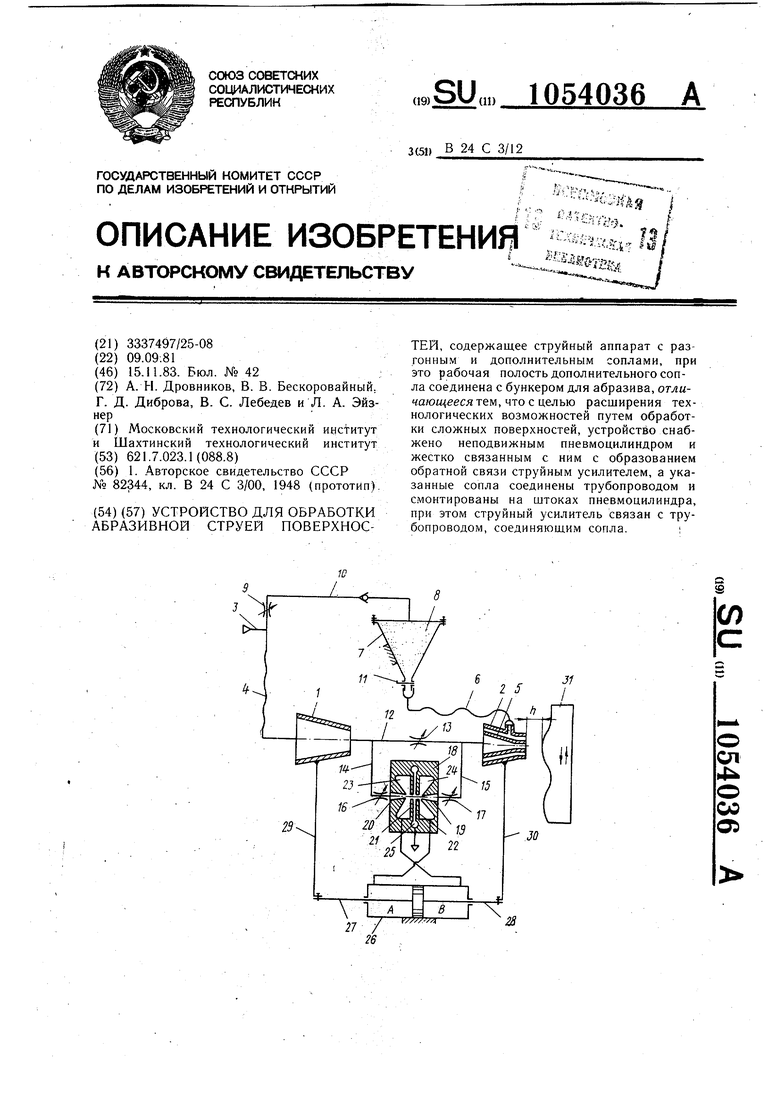
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для обработки различных металлических изделий струей воды с абразивом | 1948 |
|
SU82344A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
