Изобретение относится к обработке поверхностей деталей струей абразивных частиц.
По основному авт.св. № 1054036 известно устройство для обработки абразивной струей поверхностей, содержащее струйный аппарат с разгон ным и дополнительным соплами, при этом рабочая полость дополнительного сопла соединена с бункером для абразива, неподвижный пневмоцилиндр и жестко связанный с ним с образованием обратной связи струйный усилитель, а два сопла соединены трубопроводом и смонтированы на штоках пневмоцилиндра, при этом струйньй усилитель связан с трубопроводом, соединяющим сопла f 1 3Однако невозможность поддержания постоянным угла наклона сопла по отношению к обрабатываемой поверхности в процессе обработки, расстояния от среза сопла до обрабатываемой поверхности ухудшает качество обработки.
Цель изобретения - повышение качества обработки.
Цель достигается тем, что устройство для обработки абразивной струей поверхностей снабжено противовесом, закрепленным на трубопроводе перед
дополнительным соплом и соединенным с одним из концов штока пневмоцилиндра, выполненнымрегулируемым по ;лине, а пневмоцилиндр установлен с возможностью качания.
На фиг. 1 приведено предлагаемое устройство, общий вид; на фиг. 2 струйный усилитель, разрез.
Устройство содержит ускоряющие воздушный поток, поступающий из пневмомагистрали 1 по гибкому шлангу 2, разгонное 3 -и дополнительное 4 сопла Сопло 4 соединено со смесительной камерой 5, в которую при помощи гибкого шланга 6 подается абразив 7, находящийся под давлением в бункере
Подача абразива -резулируется дросселем 9, установленным в пневмомагйстрали 10, а также шиберной заслонкой 11 бункера с абразивом. Сопла 3 и 4 соединены между собой трубопроводом 12, снабженным регулирующим дросселем 13, разделяющим воздушный канал на два участка С4 и 5 Участки воздушных каналов а и 6 имею распределители воздушных потоков 14 и 15, которые подают сжатый воздух через дроссели 16 и 17 в два встречн
направленные вспомогательные сопла 18 и 19 и две диафрагмы с центральными отверстиями 20 и 21, расположенными между вспомогательными соплами струйного усилителя 22. Межсопловые камеры 23 и 24, находящиеся между вспомогательными соплами и диафрагмами, используют в качестве суммирующих воздушные струи, а
камеру 25, образованную между диафрагмами, соединяют с атмосферой. Суммирующие межсопловые камеры 23 и 24 с помощью трубопроводов соединены соответственно с полостями В
и А пневмоцилиндра 26, на двухстороннем штоке 27 которого с помощью кронштейна 28 закреплены сопла 3 и 4.
Один из концов штока снабжен винтом 29, обеспечивающим регулировку его длины, и соединен посредством кулисы 30 с противовесом 31, установленным на трубопроводе 12. Перед соплом 4 со смесителем 5 перемещают подлежащую обработке деталь 32.
Устройство работает следующим образом.
Сжатьш воздух из пневмомагистрали
Iпо гибкому шлангу 2 поступает в разгонное сопло 3, где он первично
сжимается и разгоняется. Затем через трубопровод 12 и настроенньш дроссель 13 он поступает в дополнительное сопло 4, где вторично сжимается и разгоняется до высокой скорости истечения, которое происходит между срезом сопла 4 и деталью 32. Одновременно часть воздушного потока из пневмомагистрали 1 также поступает через дроссель 9 и пневмомагистраль 10 в бункер 8, что при открытой на оп-. ределенную величину шиберной заслонки
I1вызывает вытеснение определенного количества абразива 7, находящегося
в бункере, через гибкий шланг 6 в смеситель 5. Б смесителе 5 струя абразива смесшивается со струей вторичного сжатого воздуха и выбрасывается на обрабатываемую поверхность
детали 32. При своем движении между соплами 3 и 4 по трубопроводу 12 части воздушного потока, величина которых зависит от настройки дросселей 16 и 17, через распределители воздушного потока 14 и 15 поступают во вспомогательные сопла 18 и 19, направленные навстречу друг другу. При встречном соударении двух струй из этих вспомогательных сопел образуется результирующее радиальное течение. Всякое изменение давления перед одним из вспомогательных сопе вызывает перемещение результирующег потока вдоль оси в сторону сопла, перед которым давление стало меньше При этом соответственно изменяются расходы через сопла 18 и 19. Местоположение результирующего потока межд соплами определяется разностью давл НИИ перед вспомогательными соплами, а выходное давление при наличии дву диафрагм 20 и 21 не оказывает обрат ного влияния на давление перед вспо могательными соплами. Перед обработ кой деталей абразивной струей предварительно устанавливают деталь 32 на требуемом расстоянии от среза А и смесителя 5 и поворачивают сопло 4 на требуемый угол относительно поверхности обрабатываемой детали пут изменения длины штока 27 с помощью винта 29, при которых обеспечивается качественная обработка. При этом настраивают дроссели 16 и 17 таким образом, чтобы давление перед вспомогательными соплами 18 и 19 обеспечило равное удаление радиального потока от вспомогательных сопе Тогда давления в суммирующих межсопловых камерах 23, 24 будут равны и выходной сигнал, равный разности этих давлений, будет равен нулю. Таким образом, в этом случае в полости А и Б пневмоцилиндра 26 через трубопроводы будет поступать равное давление, и шток 27 этого пневмоцилиндра будет неподвижен. Неподвижны также будут и система сопел 3 и 4, соединенная трубопроводом 12, смеситель 5, так как сопло .3 и смеситель 5-соединены посред ством кронштейна 28 со штоком 27 пневмоцилиндра 26. При подаче (перемещении) детали сложного контура относительно среза сопла 4 и смесителя 5 меняется расстояние и угол оС между поверхностью обрабатываемой детали и срезом дополнительного сопла 4. Если расстояние увеличивается, то это вызовет увеличение угла ot и уменьшение давления в части сГ трубопровода 12 и распределителе воздушного потока 15, а также уменьшение давления перед и за дросселем 17, т.е. на входе во вспомогательное сопло 18. Уменьшение давления перед вспомогательным соплом 18 при том же давлении перед вторым вспомогательным соплом 19 вызовет смещение результирующего потока вдоль его оси, в сторону вспомогательного сопла 18, на входе которого давление меньше, Результирующий поток попадает в межсопловую суммирующую камеру 24, давление в которой становится вьш1е, чем давление в другой межсопловой суммирующей камере 23. Сжатый воздух с этими, уже неодинаковыми давлениями поступает по трубопроводам из межсопловой суммирующей камеры 24 в полость А пневмоцилиндра 26, а из межсопловой суммирующей камеры 23 - в полость В того же пневмоцилиндра. Так как в полости А пневмоцилиндра давление вьпне, чем в полости В, то это вызовет перемещение штока 27 и связанных с ним сопел 3 и 4 и других частей устройства в направлении к поверхности обрабатываемой детали, уменьшая тем самым расстояние L, что в конечном счете приводит к выравниванию давления перед вспомогательными соплами 18 ,19 и установлению наперед заданного требуемого расстояния, т.е. обеспечению заданной скорости истечения струи. Одновременно при перемещении штока 2 кулиса 30 повернется против часовой стрелки и переместит противовес 31 влево (в направлении, обратном перемещению устройства), что приводит к уменьшению at. до прежней величины, при которой осуществляется качественная обработка поверхности. В случае, если перемещение обрабатываемой детали вызывает уменьшение расстояния L от ее поверхности до среза дополнительного сопла со смесителем и уменьшение ot, например дальнейшее перемещение детали вниз, то рабоТа устройства будет происходить обратно описанному. Таким образом, предложенное устройство повышает качество обработки .
Т
f3
v
; j
фиг.2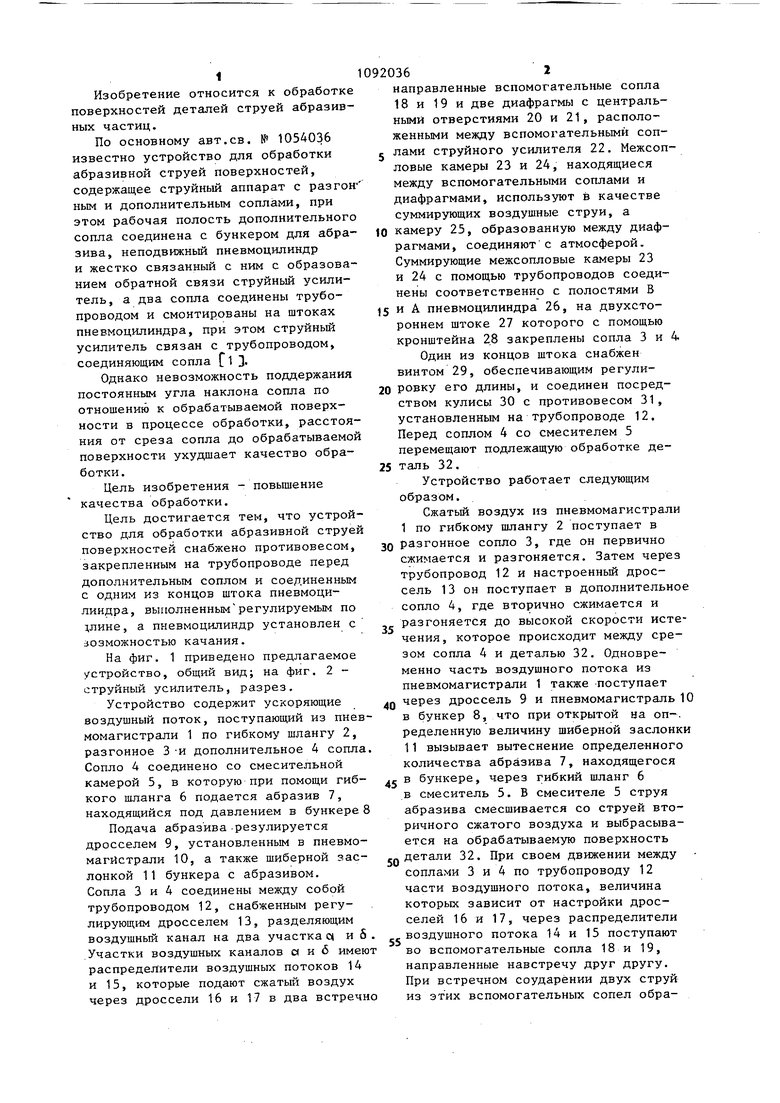
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки абразивной струей поверхностей | 1981 |
|
SU1054036A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ РАСТВОРНЫХ И БЕТОННЫХ СМЕСЕЙ СТРУЙНЫМ МЕТОДОМ | 1994 |
|
RU2079616C1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1993 |
|
RU2069618C1 |
| Устройство для измерения крутящего момента | 1989 |
|
SU1642282A1 |
| Установка для струйно-абразивной обработки преимущественно деталей обуви | 1989 |
|
SU1682151A1 |
| УСТАНОВКА ПЕСКОСТРУЙНАЯ УНИВЕРСАЛЬНАЯ | 2013 |
|
RU2525955C1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНО-СТРУЙНОЙ ОБРАБОТКИ С ДИСТАНЦИОННЫМ УПРАВЛЕНИЕМ ДОЗАТОРОМ | 2007 |
|
RU2349445C2 |
| Привод промышленного робота для струйной обработки | 1986 |
|
SU1390016A1 |
| Устройство для абразивно-струйной обработки деталей | 1987 |
|
SU1502283A1 |
| СПОСОБ ТЕРМОАБРАЗИВНОЙ ОБРАБОТКИ И МАШИНА "БОБР" ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2338638C2 |
УСТРОЙСТВО ДЛЯ ОБРАБОТКИ АБРАЗИВНОЙ СТРУЕЙ ПОВЕРХНОСТЕЙ по авт.св. № 1054036, отличающееся тем, что, с целью повьпиения качества обработки, устройство снабжено противовесом, закрепленным на трубопроводе перед дополнительным соплом и соединенным с одним из концов штока пневмоцилиндра, выполненным регулируемым по длине, а пневмоцилиндр установлен с возможностью качения. С (Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для обработки абразивной струей поверхностей | 1981 |
|
SU1054036A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
