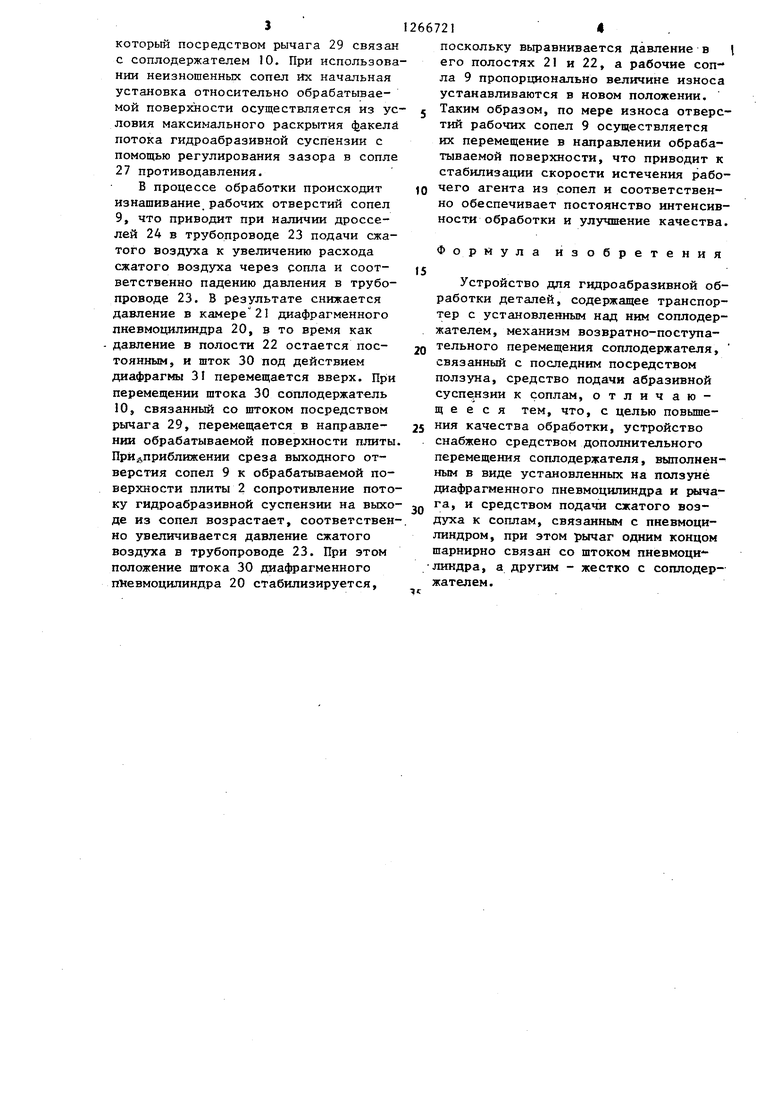
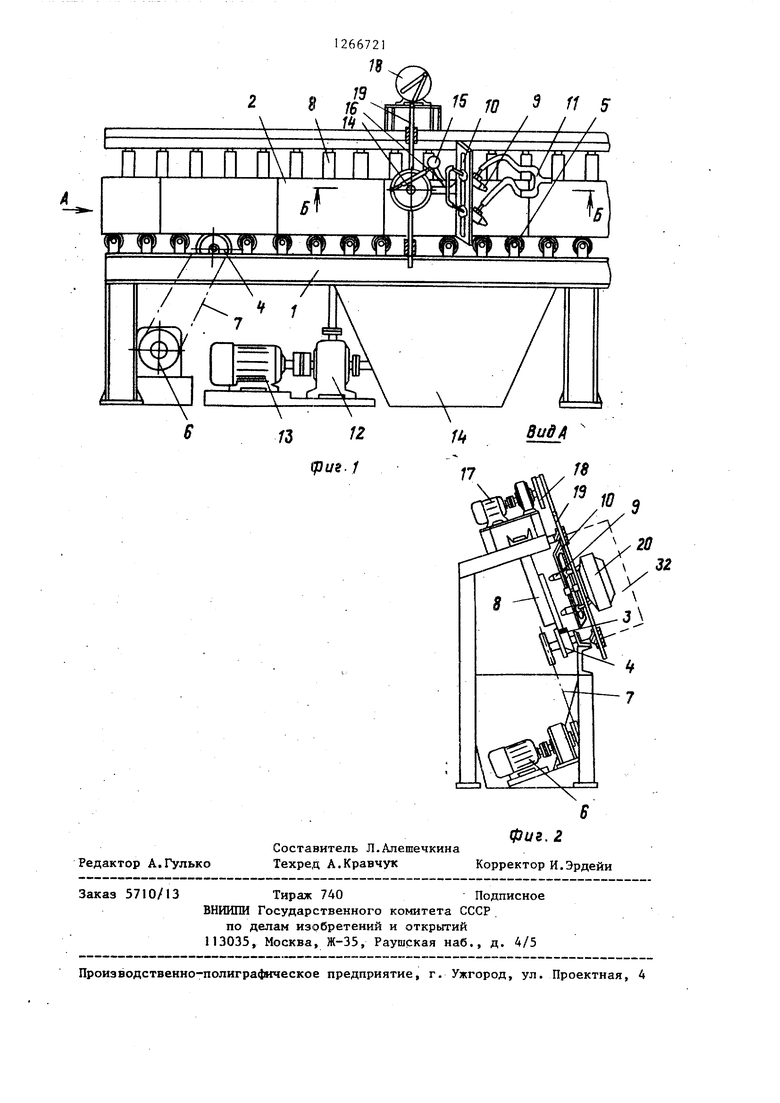
Изобретение относится к пескоструйной обработке материалов, а именно к устройствам для гидроабразивной фактурной обработки плоских поверхностей изделий из природного камня. Целью изобретения является повышение качества обработки путем обеспечения постоянства интенсивности воздействия гидроабразивной стрзш на обрабатываемую поверхность. Указанная цель достигается тем, что снижается влияние переменной .скорости истечения рабочего агента из, сопла на интенсивность обработки обусловленное износом отверстия сопла. На фиг.i представлено устройство для гидроабразивной обработки деталей, общий вид; на фиг.2 - вид А на фиг,1; на фиг.З - разрез Б-Бнафиг. Устройство для гидроабразивной обработки деталей содержит транспортер 1 для перемещения плит 2, установленных на гибкой ленте 3. Лента 3 установлена на приводном шкиве 4 и роликах 5 (фиг,2). Шкив 4 связан с приводом 6 транспортера 1 цепной передачей 7. Для фиксации положения плит 2 на ленте 3 дополнительно установлены опорные ролики 8. На рабочем участке транспортера 1 установлены сопла 9, закрепленные в соплодержателе 0. Устройство снабжено системой подачи абразивной суспензи к соплам, состоящей из делителя 11, потока центробежного насоса 12, зле тро;;вигателя 13 и бака 14, и систе мой подачи сжатого воздуха, состоящей из компрессора (не указан), воз духораспределителя 15 и дехштеля 16 потока воздуха. Механизм i 7 возвратно-поступа.тельного движения сопел 9 состоит из кривошипно-шатунной передачи 18, связанной с ползуном 19, на котором жестко закреплен диафрагменный пнев моцилиндр 20 с камерами 21 и 22 (фиг.З). Камера 21 пневмоцилиндра 20 соединена с трубопроводом 23 для по дачи сжатого воздуха к рабочем соплам 9, причем сжатый воздух поступа ет в трубопровод 23 через дроссель 24, а капера 22 соединена трубопроводом 25 через дроссель 26 с пневмо маристралью. К трубопроводу 25 подсоединено регулируемое сопло 27 про тиводавления. Сжатый воздух подво1ится к дросселям 24 и 26 через ильтр 28. Пневмоцилиндр 20 связан с соплодержателем 10 с помощью рыага 29, одно плечо которого шарнирно закреплено на штоке 30, связанном с диафрагмой 31 пневмоцилиндра, а другое - жестко закреплено в соплодержателе 10. Рабочая зона конвейера экранирована защитьам кожухим 32. Устройство работает следующим образом. Плиты 2 перемещаются на транспортирующей гибкой лекте 3 наклонно к горизонтальной плоскости. Лента 3 получает движение от приводного шкива 4. При обработке обрабатываемые плиты устанавливаются в наклонное положение. Фактурная обработка производится с помощью гидроабразивной струи, подаваемой из системы подачи абразивной суспензии к соплам 9, закрепленным на соплодержателе 10. К соплам 9 из системы подачи сжатого воздуха через воздухораспределитель 15 и делитель 16 потока воздуха подводится сжатый воздух. Обработка по всей ширине облицовочных плит потоком абразивной суспензии из сопел 9 осуществляется за счет механизма 17 возвратно-поступательного движения перемещения сопел. Устройство работает следующим образом. Плиты 2 устанавливаются на гибкую ленту 2 и опорные ролики 8.Включается привод вращения шкива 4. Одновремен- . но с подачей плиты в рабочую зону транспортера 1 осуществляется подача гидроабразивной суспензии из бака 14 центробежным насосом 1.2 к делителю Пи рабочим соплам 9 и подача сжатого воздуха в устройство из пневмомагистрали. Сжатый воздух через фильтр 28 поступает в трубопроводы 23 и 25, на входе которых установлены дросселирующие элементы 24 и 26. Наличие дросселей 24 и 26 позволяет изолировать оба трубопровода друг от друга и поддерживать требуемый уровень противодавления в управлякяцей полости 22 диафрагменного пневмоцилиндра 20 независимо от изменения давления в трубопроводе 23 и соответственно полости 21 пневмоцилиндра 20, сообщающихся с соплами 9. Исходное положение сопел 9 определяется штоком 30 пневмоцилиндра 20,
который посредством рычага 29 связан с соплодержателем 10. При использова НИИ неизношенных сопел их начальная установка относительно обрабатываемой поверхности осуществляется из ус ловия максимального раскрытия факела потока гидроабразивной суспензии с помощью регулирования зазора в сопле 27 противодавления.
В процессе обработки происходит изнашивание рабочих отверстий сопел
9,что приводит при наличии дросселей 24 в трубопроводе 23 подачи сжатого воздуха к увеличению расхода сжатого воздуха через сопла и соответственно падению давления в трубопроводе 23. В результате снижается давление в камере21 диафрагменного пневмоцилиндра 20, в то время как давление в полости 22 остается постоянным, и шток 30 под действием диафрагмы 31 перемещается вверх. При перемещении штока 30 соплодержатель
10,связанный со штоком посредством рычага 29, перемещается в направлении обрабатываемой поверхности плиты Пpййsпpиближeнии среза выходного отверстия сопел 9 к обрабатываемой поверхности плиты 2 сопротивление потоку гидроабразивной суспензии на выходе из сопел возрастает, соответственно увеличивается давление сжатого воздуха в трубопроводе 23. При этом положение штока 30 диафрагменного пКевмоцилиндра 20 стабилизируется.
26672 4
поскольку вьфавнивается давление в I его полостях 21 и 22, а рабочие соп- ла 9 пропорционально величине износа устанавливаются в новом положении.
J Таким образом, по мере износа отверстий рабочих сопел 9 осуществляется их перемещение в направлении обрабатываемой поверхности, что приводит к стабилизации скорости истечения рабоjg чего агента из сопел и соответственно обеспечивает постоянство интенсивности обработки и улучшение качества.
Формула изобретения
Устройство для гидроабразивной обработки деталей, содержащее транспортер с установленным над ним соплодержателем, механизм возвратно-поступательного перемещения соплодержателя, связанный с последним посредством ползуна, средство подачи абразивной суспе;нзии к соплам, отличающееся тем, что, с целью повышения качества обработки, устройство снабжено средством дополнительного перемещения соплодержателя, выполненным в виде установленных на ползуне диафрагменного пневмоципиндра и гйлчага, и средством подачи сжатого воздуха к соплам, связанным с пневмоцилиндром, при этом рычаг одним концом шарнирно связан со штоком пневмоцнлиндра, а другим - жестко с соплодержателем .
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для абразивной обработки деталей | 1984 |
|
SU1283054A1 |
| Устройство для обработки абразивной струей поверхностей | 1981 |
|
SU1054036A1 |
| Устройство для обработки абразивной струей поверхностей | 1982 |
|
SU1092036A2 |
| Ленточно-шлифовальный станок | 1976 |
|
SU611763A1 |
| Установка для центробежной обработки изделий | 1984 |
|
SU1217635A2 |
| Устройство для автоматической подачи абразивной суспензии | 1976 |
|
SU650795A1 |
| Устройство для гидроабразивной обработки | 1983 |
|
SU1151441A1 |
| Устройство для обработки поверхности природного камня | 1980 |
|
SU891402A1 |
| Установка для гидроабразивной обработки деталей | 1982 |
|
SU1122496A1 |
| Устройство для абразивоструйной обработки деталей | 1980 |
|
SU865642A1 |
Изобретение относится к области гидроабразивной обработки деталей в устройстве, содержащем транспортер с установленным над ним соплодержа27 Г- Л; - - ilZiir tK, Ч телем, механизм возвратно-поступательного перемещения соплодержателя, связанный с последним посредством ползуна, средство подачи абразивной суспензии к соплам. С целью повышения качества обработки устройство снабжено средством дополнительного перемещения соплодержателя 10, выполненным в виде закрепленных на ползуне 19 диафрагменного пневмоцилиндра 20 и рычага 29, и средством подачи сжатого воздуха к соплам 9, связанным с пневмоцилиндром 20, при этом рычаг 29 одним концом шарнирно соединен со штоко(М 30 пневмоцилинд.ра 20, а другим - жестко с соплодержателем 10. 3 йл. (Л Воздух ю о О) tc
| Устройство для обработки поверхности природного камня | 1980 |
|
SU891402A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
