Способ наружного шлифования конических изделий с расБОЛожепием оси шлифующего круга под углом к оси изделий известен.
Предлагаемый способ отличается от известного тем, что, с целью выравпиван; Я относительных окружных скоростей изделия и круюв в условиях бесцентрового шлифования, оси Н1лифующего и ведущего кругов располагают под различными углами к оси издел ;я, причем значения этих углов выбирают из условия равенства соотношений крайних рабочих диаметров конических гюверхностей изделгш и обоих кругов.
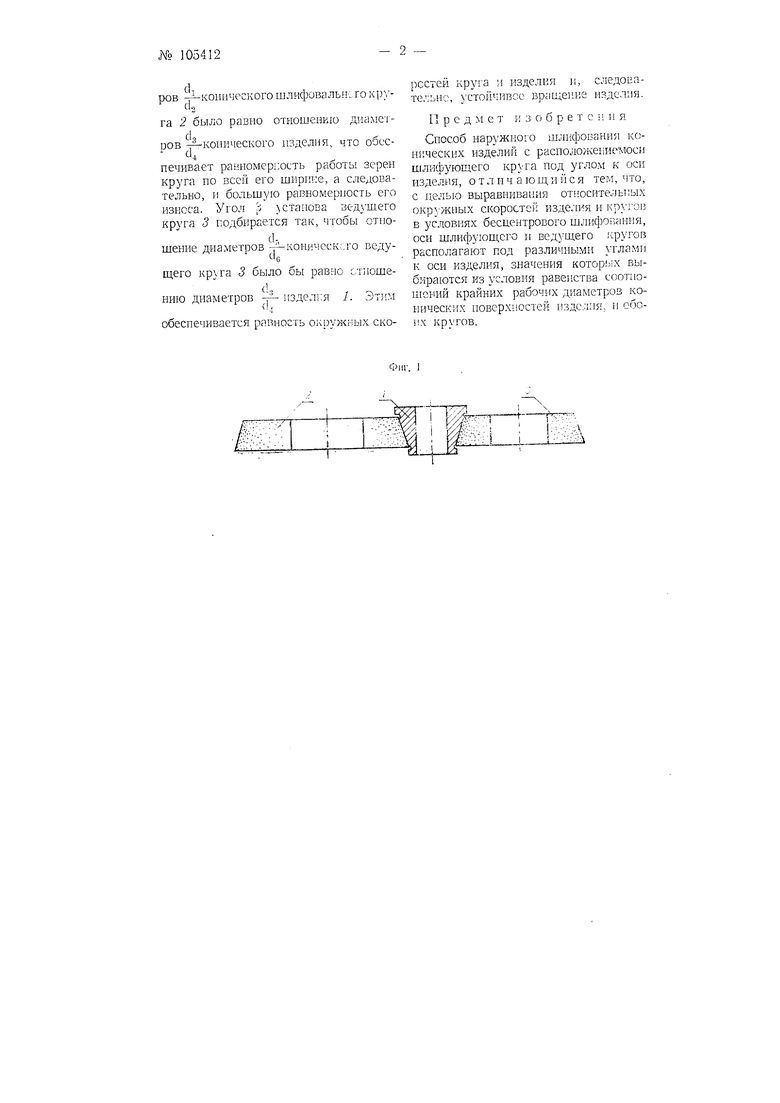
На фиг. 1 иоказан обычный способ шлифо; ания наружных конических поверхностей на бесцентровом щлифовальном стйнке; фиг. 2 иллюстрирует предлагаемый способ.
Обычное бесцентровое шлифован:;е кон - ческих поверхностей изделия / (фиг. 1) двумя кругами-шлисрующим фугом 2 и ведущим кругом 5, заправленными на конус в СООТВ5ТСТГ1П1 с
ivonycitocibro обрабатыйае.гого изделия /, нерационалыю.
Ведущий круг 3, вращающий изделие / п определяющий его окр жную скорость, имеет но периферии различную окружную скорость вслелствие
разности диаметров (большую на большем диаметре и меньшую на меньшем). Шлифуемое же изделие / при вращении может иметь обратное распределение окружных скоростей вследствие того, что конусность его направлена в обратную сторону. Поэтому правильное сцепление С лалп-1 трения между псверх юстямн круга и изделия невозможно, что препятствует спокойному и правильному вращенню изделия.
Шлифовальный круг 2 свопм большим днa eтpoм шлифует леньшнй диаметр изделия / и меньшим диаметром- больчптй диаметр изделия. Это обстоятельство приводит к неравномерному износу шлифовального круга н потере нм правильного профпля с необходимостью ..го частой правки.
Согласно предлагаемому способу (фиг. 2) бабка ведущего круга 3, а также суппорт, несущий нож с изделием /, могут на станке устанавливат:.ся под разными угла.ги я и 3 к оси шлисрованиого круга 2: для этого ведущая бабка и суппорт могут быть повернуты в горизонтальной плоскости вокруг вертикально ecu и закреплены в нужнсм положенш па верхней плоскости станины.
Угол а уста1ювки суппорта подбирается так, чтобы отнощенне диамет