Известные станки для шлифования шлицевых валов, зубчатых колес и т. п. изделий, не обеспечивают достаточной производительности в условиях массового производства.
Предлагаемый станок свободен от этого недостатка. Отличительная особенность станка заключается в применении нескольких поворотных шлифовальных бабок, которые радиально расположены вокруг вертикально установленной бабки изделия и обеспечивают одновременное шлифование всех или нескольких впадин обрабатываемых изделий. Таким выполнением станка достигается повышение его производительности. Другая особенность станка заключаетея в том, что шпиндель бабки изделия и пиноль задней бабки выполнены подвижными в осевом направлении и жестко связаны между собой тягами. Этим достигается снижение динамических нагрузок при реверсировании изделия.
В станке применен также правильный блок для одновременно правки всех шлифовальных кругов станка, чем обеспечивается повышение производительности правки.
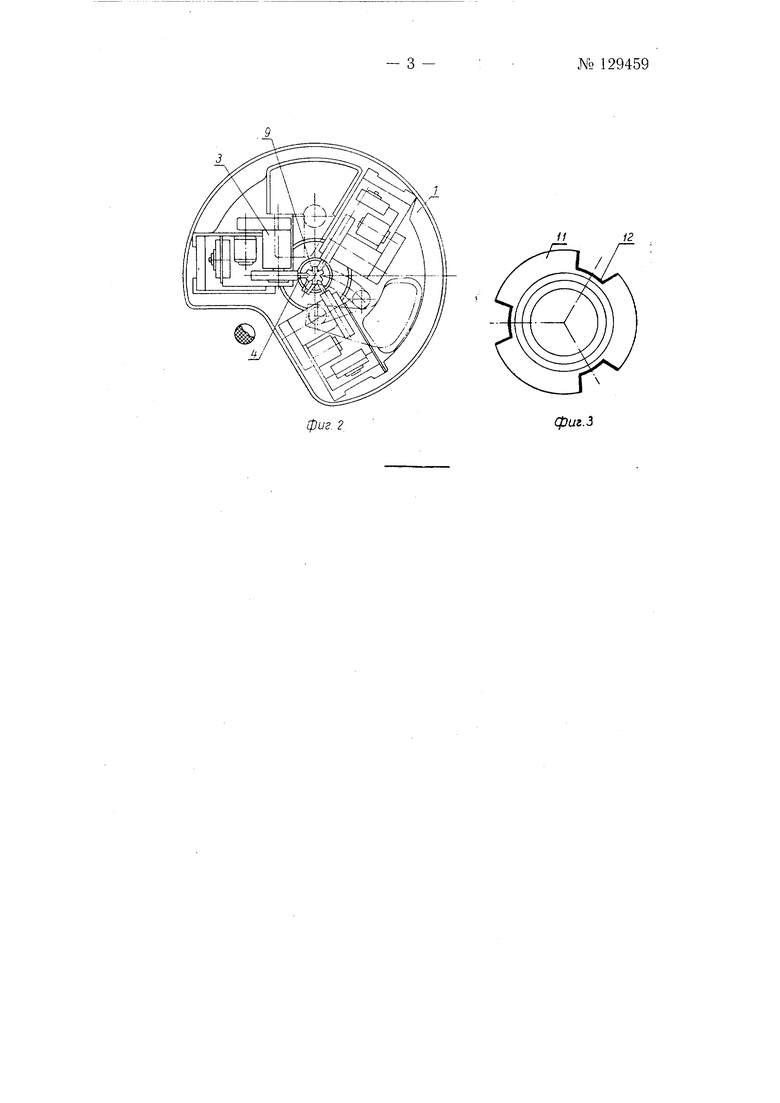
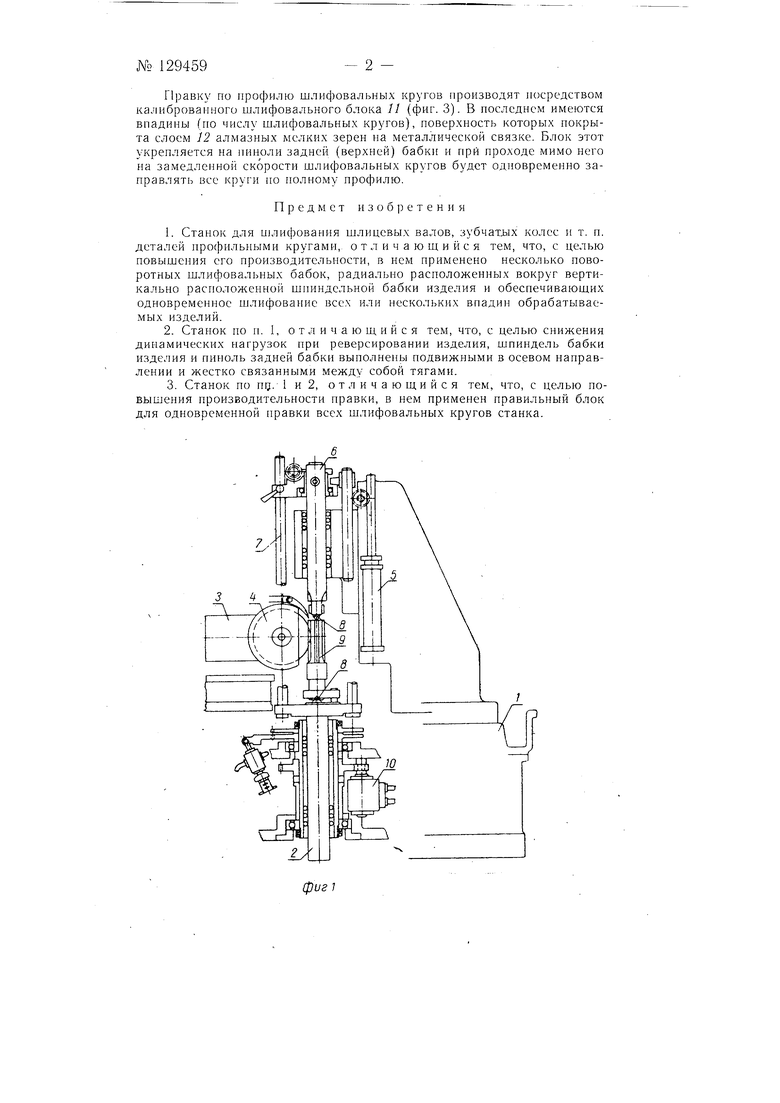
На фиг. 1 схематически изображен станок, вид сбоку; на фиг. 2
станина в плане; на фиг. 3-правильный блок.
В центре станины 1 установлена бабка изделия с вертикально расположенным шпинделем 2. На верхней плоскости станины размещены шлифовальные бабки 3, содержащие каждая привод и шлифовальиый круг 4. Продольиое перемещение обрабатываемого изделия осуществляется посредством гидравлического цилиндра 5 путем перемещения в осевом направлении шпинделя 2 бабки изделия и пиноли 6 задией (верхней) бабки. Шииндель 2 и ииноль 6 связаны между собой тягами 7 обеспечивающими жесткую связь между центрами 8, в которых установлено изделие 9. Новорот изделия 9 может быть произведен автоматически (иапример, во время правки кругов 4) посредством делительной головки 10 с делительными дисками.
Правку по профилю шлифовальных кругов производят посредством калпброваппого шлифовального блока 11 (фиг. 3). В последпем имеются впадины (по чпслу шлифовальных кругов), поверхность которых покрыта слоем 12 алмазных мелких зерен на металлической связке. Блок этот укрепляется на пиноли задней (верхней) бабки и при проходе мимо него на замедленной скорости шлифовальных кругов будет одновременно заправлять все круги по полному профилю.
Предмет изобретения
1.Станок для П1лифовапия шлицевых валов, зубчатых колес и т. п. деталей профильными кругами, отличаюшийся тем, что, с целью повышения его производительности, в нем применено несколько поворотных шлифовальных бабок, радиально расположенных вокруг вертикально расположенной шпиндельной бабки изделия и обеспечиваюших одновременное шлифование всех или нескольких впадин обрабатываемых изделий.
2.Станок по п. 1, отличаюш,ийея тем, что, с целью снижения динамических нагрузок при реверсировании изделия, шпиндель бабки изделия и пиполь задней бабки выполнены подвижными в осевом направлении и жестко связанными между собой тягами.
3.Станок по пц. 1 и 2, отличаюгцийся тем, что, с целью повышения производительности правки, в нем применен правильный блок для одновременной правки всех шлифовальных кругов станка.
| название | год | авторы | номер документа |
|---|---|---|---|
| БЕСЦЕНТРОВЫЙ ШЛИФОВАЛЬНЫЙ СТАНОК | 1948 |
|
SU84945A1 |
| Способ наружного шлифования конических изделий | 1956 |
|
SU105412A1 |
| СТАНОК ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ВСЕХ ИЛИ НЕСКОЛЬКИХ КУЛАЧКОВ РАСПРЕДЕЛИТЕЛЬНОГО ВАЛА | 1962 |
|
SU144098A1 |
| УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2050248C1 |
| Круглошлифовальный станок с ЧПУ | 1977 |
|
SU1144852A1 |
| Резьбошлифовальный станок Ткачика | 1990 |
|
SU1754358A1 |
| Способ шлифования беговой дорожки внутреннего кольца подшипника качения | 1958 |
|
SU120737A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| ПРЕДВАРИТЕЛЬНОЕ И ОКОНЧАТЕЛЬНОЕ ШЛИФОВАНИЕ КОЛЕНЧАТОГО ВАЛА ЗА ОДНО ЗАКРЕПЛЕНИЕ | 2000 |
|
RU2240218C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1997 |
|
RU2123915C1 |