Известны бесцентровые шлифовальные станки, в которых салазки с правящим инструментом получают от механизма подачи круга, помимо совместного с ним перемещения, самостоятельную подачу, равную подаче круга, с целью сохранения в пространстве постоянного положения линии соприкосновения круга с изделием, с применением для этого общей кинематической цепи.
Также не нова и установка бабок с шлифовальными кругами поворотно вокруг оси, расположенной ниже шпинделя.
Однако все эти станки имеют следующие недостатки: отсутствует автоматическая компенсация износа кругов после шлифования и теряется настройка станков по мере износа шлифовальных кругов, а также после правки их правящим инструментом. Вследствие этого требуется непрерывное наблюдение за станком и его наладка в процессе работы.
Предлагаемый станок устраняет перечисленные недостатки.
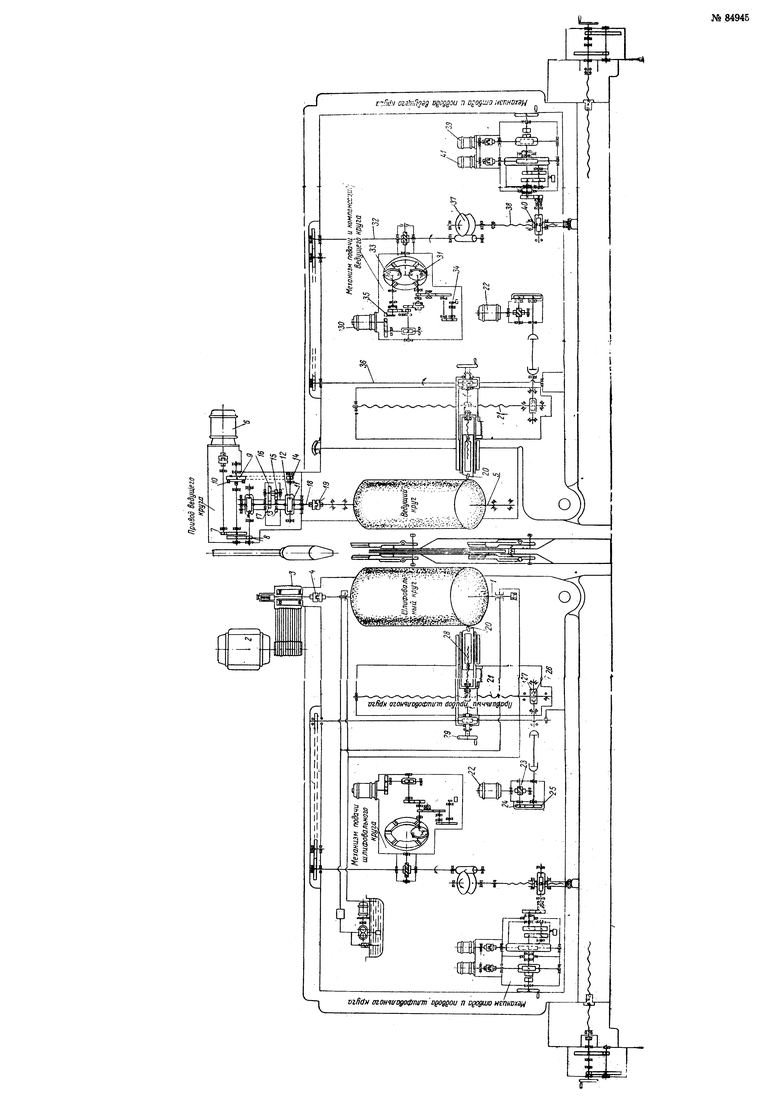
На чертеже изображена кинематическая схема бесцентрового шлифовального станка.
Шпиндель 1 шлифовального круга получает вращение от электродвигателя 2 через клиноременную передачу. Приводной шкив 3 соединен со шпинделем кулачковой муфтой 4, позволяющей производить смену кругов. Шпиндель 5 ведущего круга получает вращение от электродвигателя 6 через планетарный редуктор. Изменение числа оборотов шпинделя 5 производится сменными шестернями 7, 8 или 9. Шестерня 9 соединена со своим валом обгонной муфтой 10. При вращении электродвигателя по часовой стрелке шестерня 9 неподвижна.
При вращении вала электродвигателя 6 против часовой стрелки шестерня 9 вращается, передавая вращение через шестерню 14, червячную передачу 11 и 12, планетарную передачу 13, 15 и 16 шестерне 17, заклиненной на валу 18, соединенном муфтой 19 со шпинделем 5 ведущего круга.
Применение планетарной передачи, включаемой, через обгонную муфту только при вращении электродвигателя в определенную сторону, предназначено для увеличения скорости ведущего круга при правке. Другая кинематическая цепь остается включенной при вращении вала электродвигателя в любую сторону.
Перемещение правящего инструмента 20 вдоль образующей шлифовального, а также и ведущего кругов производится винтом 21, вращаемым регулируемым электродвигателем 22 постоянного тока через пару винтовых шестерен 23, пару сменных шестерен 24 и 25, червячную передачу 26 и 27. Изменение направления перемещения правящего инструмента осуществляется реверсом электродвигателя 22.
Установочное поперечное перемещение правящего инструмента (перпендикулярно образующей круга) производится винтом 28, вращаемым маховичком 29.
Механизм подачи и автоматической компенсации износа шлифовального круга получает вращение от электродвигателя 30. Реле счета импульсов периодически переключает, в зависимости от настройки на число шлифуемых изделий, электродвигатель 30 механизма подачи шлифовального круга на компенсацию износа при шлифовании и на правку с переключением, в последнем случае, электродвигателя 6 для вращения ведущего круга с увеличенной скоростью. При вращении вала электродвигателя 30 по часовой стрелке диск 31 мальтийского креста совершит необходимое число оборотов и повернет вал 32 на заданный угол; диск 33 в это время будет неподвижен. Полный цикл подачи совершается за один оборот диска 34, который, поворачиваясь на один оборот, нажатием конечного выключателя выключает электродвигатель 30. При реверсе электродвигателя 30 (вращение против часовой стрелки) диск 31 остается неподвижным, а вращается диск 33, причем диск 35 совершает один оборот и нажатием конечного выключателя выключает электродвигатель 30.
Вал 32 через передачи вращает вал 36, а затем через червячную передачу - винт поперечной подачи правящего инструмента. Одновременно вал 32 через червячную пару 37 вращает винт 38. При реверсе электродвигателя 30 диск 33 мальтийского креста поворачивается на один оборот, обеспечивая этим работу системы для осуществления компенсации износа шлифовального круга при шлифовании.
Таким образом, механизм поперечной шлифовальной бабки подачи правящего инструмента так сблокирован с механизмом совместной подачи круга и правящего инструмента, что настройка станка сохраняется. При этом большая подача осуществляется при правке, а малая (после реверса двигателя) - при компенсации износа шлифовального круга.
Механизм подачи ведущего круга осуществляет лишь подачу правящего устройства на компенсацию правки.
Механизм быстрого отвода и подвода бабок ведущего шлифовального круга получает вращение от электродвигателя 39, при этом винт 38 неподвижен, а гайка 40 вращается. Медленный подвод и отвод кругов осуществляется электродвигателем 41.
В целях повышения жесткости конструкции станка, предусмотрено закрепление шлифовальной и ведущей бабок не только внизу, на направляющих станины, но и вверху с помощью поперечин, образующих замкнутую раму со станиной.
| название | год | авторы | номер документа |
|---|---|---|---|
| БЕСЦЕНТРОВЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2019 |
|
RU2722943C1 |
| Бесцентровый станок для наружного круглого шлифования | 1957 |
|
SU112654A1 |
| Автомат для вышлифовки винтовых поверхностей и заточки зубьев на цилиндрической поверхности и торце концевого инструмента | 1984 |
|
SU1172678A1 |
| Шлифовальный станок | 1980 |
|
SU865615A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ПРОВОЛОКИ ПРИ ЕЕ ПЕРЕМАТЫВАНИИ С ОДНОГО БУНТА НА ДРУГОЙ | 1939 |
|
SU63489A1 |
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ОДНОВРЕМЕННОГО | 1968 |
|
SU231330A1 |
| БЕСЦЕНТРОВО-ШЛИФОВАЛЬНЫЙ АВТОМАТВСЕСОЮЗНАЯПЛ:НТ1Ш-Т[ХШ':Е:КАБИБЛИОТЕКА | 1970 |
|
SU279364A1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ НА ТОРЦЕШЛИФОВАЛЬНЫХ СТАНКАХ | 2006 |
|
RU2319598C2 |
| Устройство для шлифования торцев пружин | 1983 |
|
SU1135613A1 |
1. Бесцентровый шлифовальный станок с бабками кругов, поворотными для осуществления подачи, и салазками с правящим инструментом, получающими от механизма подачи круга, помимо совместного с ним перемещения, самостоятельную подачу, равную подаче круга, с целью сохранения постоянным в пространстве положения линии соприкосновения круга с изделием, отличающийся тем, что в кинематической цепи этих подач вал, связывающий механизм подачи правящего инструмента с механизмом совместной подачи круга и правящего инструмента, получает вращение от приводного колеса, с которым сцеплены для вращения этого вала в одну сторону два колеса с приводом через обгонную муфту, с целью при одном вращении приводного колеса приводить в движение колесо с механизмом самовыключения после одного оборота приводного колеса для осуществления этим малых подач для компенсации износа круга при шлифовании и при другом направлении вращения приводить в движение другое колесо с механизмом самовыключения после нескольких оборотов приводного колеса для осуществления более значительных подач при правке.
2. Форма выполнения станка по п. 1, отличающаяся применением в механизме для вращения ведущего круга двух кинематических цепей, одна из которых остается включенной при вращении электродвигателя в любую сторону, а вторая является планетарной, включаемой через обгонную муфту только при вращении электродвигателя в определенную сторону, с целью увеличения скорости круга при правке.
3. Форма выполнения станка по пп. 1, 2, отличающаяся применением счетного для количества изделий реле, периодически переключающего электродвигатель механизма подачи кругов на компенсацию износа при шлифовании и на правку, с переключением в последнем случае электродвигателя механизма для вращения ведущего круга.
4. Форма выполнения станка по пп. 1-3, отличающаяся тем, что для повышения жесткости бабка шлифовального круга и бабка ведущего круга связаны между собой сверху поперечинами, образующими со станиной замкнутую раму.
