Изобретение относится к маидпностроению, а именно к амортизаторам, которые могут быть использованы для защиты различного оборудования от вибраций и ударов.
Известен способ изготовления амортизатора, заключающийся в -том, что упругий элемент выполняют из троса в виде замкнутого контура и разделяют его на четное число, не менее четырех, равньох по ufiHtte участков, середины которых через один участок соединяют с одной обоймой, а остальные - с другой. i При таком способе изготовления амортизатора упругий элемент имеет постоянное направление свивки участков по длине замкнутого контура l.
Недостатком известного способа является то, что половина упругого элемента как при изготовлении, так и при работе раскручивается. Это приводит к ухудшению качества из го-. товления и снижению демпфирующей способности амортизатора.
Цель изобретения - улучшение качества изготовления,
Указанная цель достигается тем, что согласно способу изготовления амортизатора,.заключающемуся в том, что упругий элемент выполняют в виде замкнутого контура и разделяют его на четное число, не менее четырех, равных по длине участков, серединй которых через один участок соединяют с одной обоймой, а остальные - с другой, упругий элемент в виде замкнутого контура выполняют посредством навивки проволоки на оправку в несколько слоев, разделяют его на участки путем закрепления втулками, закручивают их последовательно в противоположные стороны.
На фиг, 1 изображен замкнутый контур амортизатора до свивки, соединенный с одной обоймой) ча фиг. 2 амортизатор в сборе.
При изготовлении амортизатора стальную проволоку 1 навивают на оправку в несколько слоев, продевают через четыре стальные втулки 2, которые путем обжима разделяют упругий элемент.на четыре равных по длине участка.
Две противоположные втулки 2 закрепляются в обойме 3, а две другие втулки 2 перед закреплением в обойме 4 закручивают в противоположные стороны На два оборота вокруг своей продольной оси.
Устранение раскрутки упругого элемента улучшает качество изготов1ления амортизатора и повыь-лает его демпфирующую способность.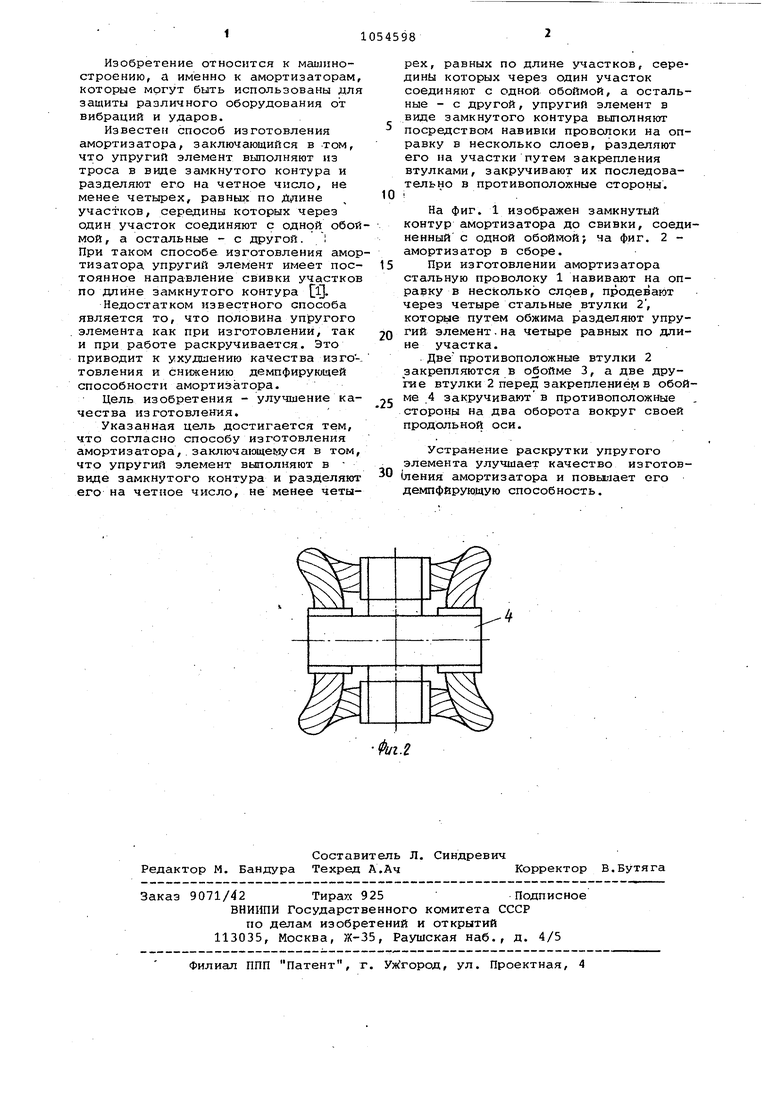
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОФРИКЦИОННЫХ ЭЛЕМЕНТОВ ТРОСОВЫХ ВИБРОИЗОЛЯТОРОВ | 2000 |
|
RU2199683C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОФРИКЦИОННЫХ ЭЛЕМЕНТОВ ТРОСОВЫХ ВИБРОИЗОЛЯТОРОВ | 2004 |
|
RU2272193C1 |
| ЗАМКНУТЫЙ СВИТОЙ ЖГУТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2130421C1 |
| СПОСОБ ФОРМИРОВАНИЯ ВИТОГО УПРУГОФРИКЦИОННОГО ЭЛЕМЕНТА ДЛЯ ТРОСОВЫХ ВИБРОИЗОЛЯТОРОВ | 1992 |
|
RU2037690C1 |
| Амортизатор | 1976 |
|
SU587285A1 |
| ТРОСОВЫЙ ВИБРОИЗОЛЯТОР | 2000 |
|
RU2201543C2 |
| СПОСОБ ФОРМИРОВАНИЯ УПРУГОФРИКЦИОННЫХ ЭЛЕМЕНТОВ ДЛЯ ТРОСОВЫХ ВИБРОИЗОЛЯТОРОВ | 1991 |
|
RU2042064C1 |
| СПОСОБ ФОРМИРОВАНИЯ УПРУГОФРИКЦИОННЫХ ЭЛЕМЕНТОВ ДЛЯ ТРОСОВЫХ ВИБРОИЗОЛЯТОРОВ | 1992 |
|
RU2075666C1 |
| Способ формирования упругофрикционных элементов для тросовых виброизоляторов | 1989 |
|
SU1703884A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОЖИЛЬНЫХ ВИТЫХ ПРУЖИН | 2002 |
|
RU2210455C1 |
СПОСОБ, ИЗГОТОВЛЕНИЯ АМОРТИЗАТОРА, заключающийся в том, что упругий элемент выполняют в виде замкнутого контура и разделяют его на четное число, не менее четырех, равных по длине участков, середины которых через один участок соединяют с одной обоймой, а остальные - с другой, отличающийся тем, что, с целью улучшения качества изготовления, упругий элемент в виде замкнутого контура выполняют посредством навивки проволоки на оправку в несколько слоев, разделяют его На участки путем закрепления втулками, закручивают их последовательно в противоположные стороны. сл х 00 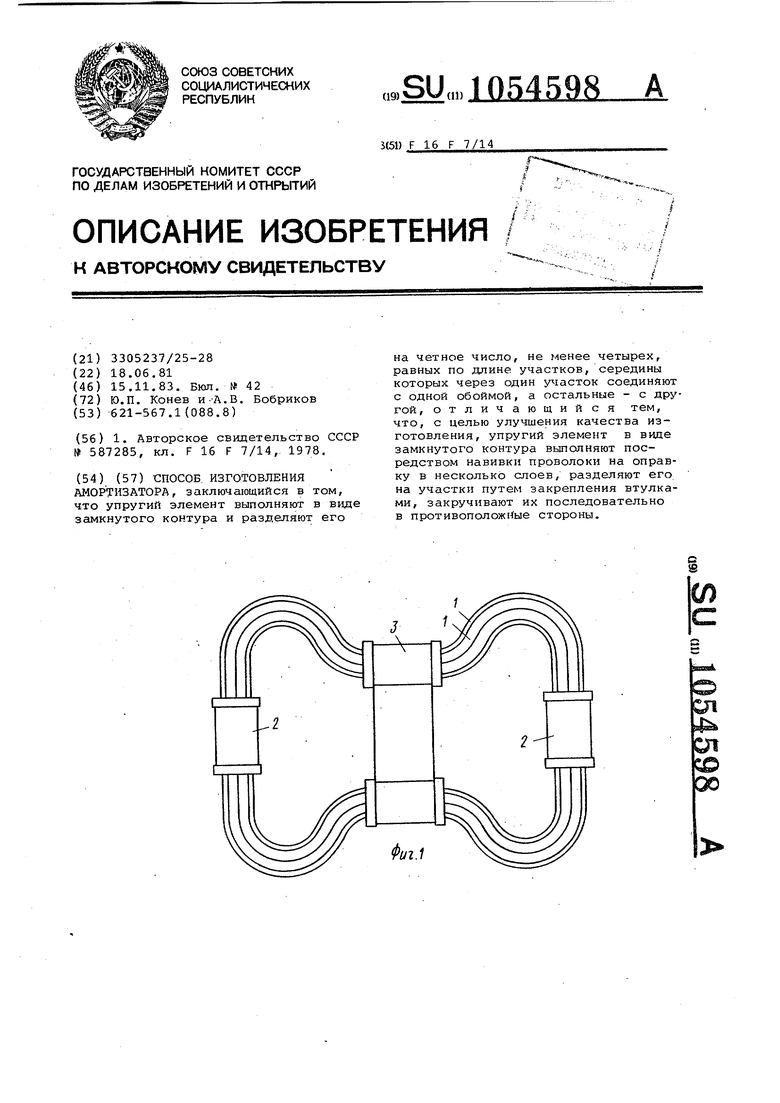
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Амортизатор | 1976 |
|
SU587285A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
