2. Устройство по n.l, о т n и чающееся тем, что, с целью првышенил качества сортировки, оно имеет опорные копиры, а витки обеих пружин попарно разделены по крайней мере на два участка с одинаковым шз гом, при этом каждый участок одной пружины смещен относительно соответствующего участка другой пружины, между соседними участками витков одной пружины имеется смежный аиток под которым между валиками установле опорный копир, а шаг смежнрго витка определяется соотношением
Г i 3...п.
где Tj - шаг смежного витка;
t - шаг витков пружины на i -и
, паре участков пружин; А| - смещение витков одной пружи
ны на i-M участке;f - смещение витков одной пружины на ()-м участке.
3. Устройство по п.2, отличающееся тем, что витки двух соседних участков одной пружины Смещены в прЬтивоположных направлениях от носительно соответствующих витнов другой пружины.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сортировки дискообразных деталей | 1984 |
|
SU1266576A1 |
| Устройство для сортировки деталей по наружному диаметру | 1980 |
|
SU912303A2 |
| Устройство для сортировки рыбы | 1988 |
|
SU1697681A1 |
| ГАСИТЕЛЬ КРУТИЛЬНЫХ КОЛЕБАНИЙ, А ТАКЖЕ ВИНТОВАЯ НАЖИМНАЯ ПРУЖИНА ДЛЯ ГАСИТЕЛЯ КРУТИЛЬНЫХ КОЛЕБАНИЙ | 1999 |
|
RU2230955C2 |
| СПОСОБ И ВСПОМОГАТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВЕННОГО КОНТРОЛЯ ПРОХОДИМОСТИ ТРУБ | 2011 |
|
RU2552543C2 |
| ГАСИТЕЛЬ КРУТИЛЬНЫХ КОЛЕБАНИЙ | 1996 |
|
RU2190789C2 |
| Устройство для восстановления упругости пружин | 1982 |
|
SU1038030A1 |
| Устройство для горячей новивки пружин из прутка | 1990 |
|
SU1719138A1 |
| Устройство для транспортирования и переориентирования деталей | 1988 |
|
SU1530542A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ПОД СЛОЕМ ФЛЮСА ИЗДЕЛИЙ | 1997 |
|
RU2117560C1 |
1. Устройство для сортировки деталей по диаметру по авт,св.№755328, отличающееся тем, что, с целью повышения качества сортировки, витки одной из пружин смещены по отношению к соответствующим виткам дру гой пружины. (О с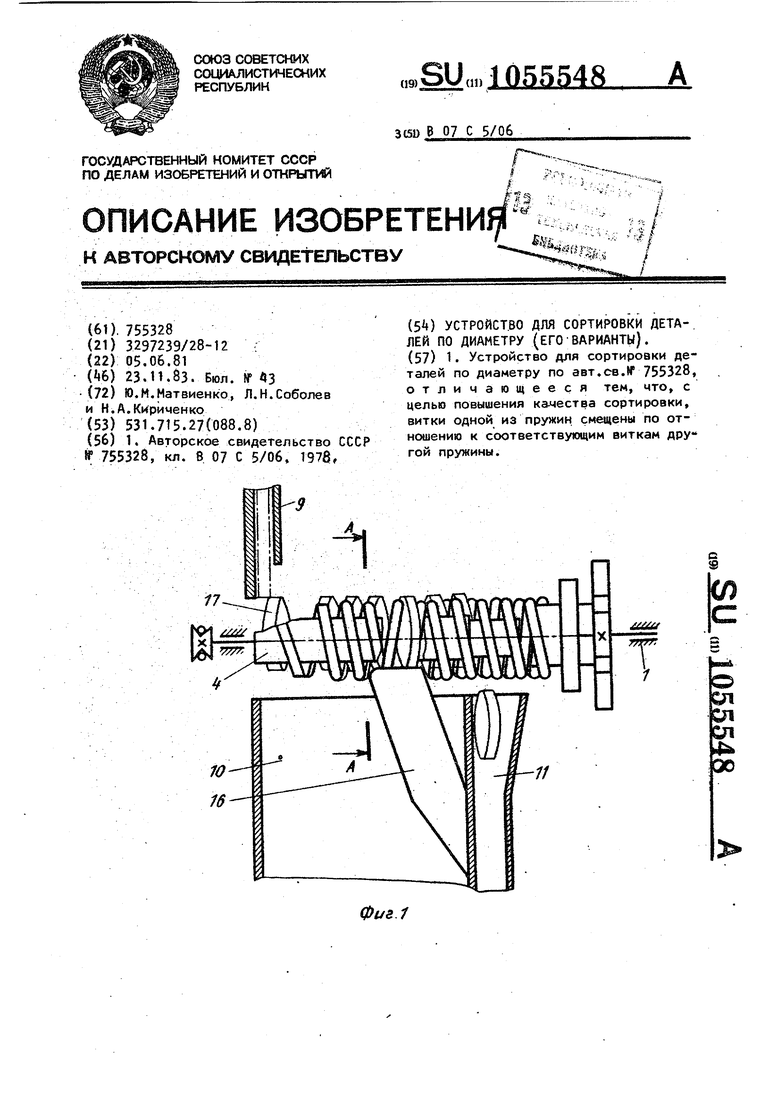
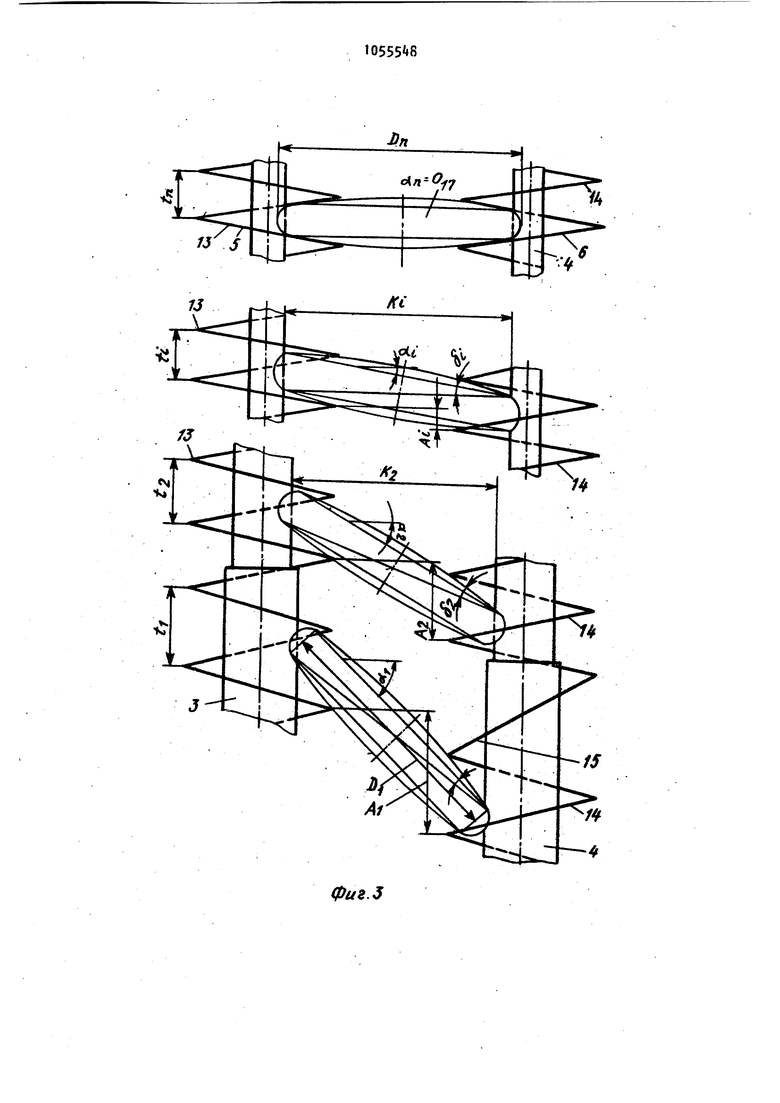
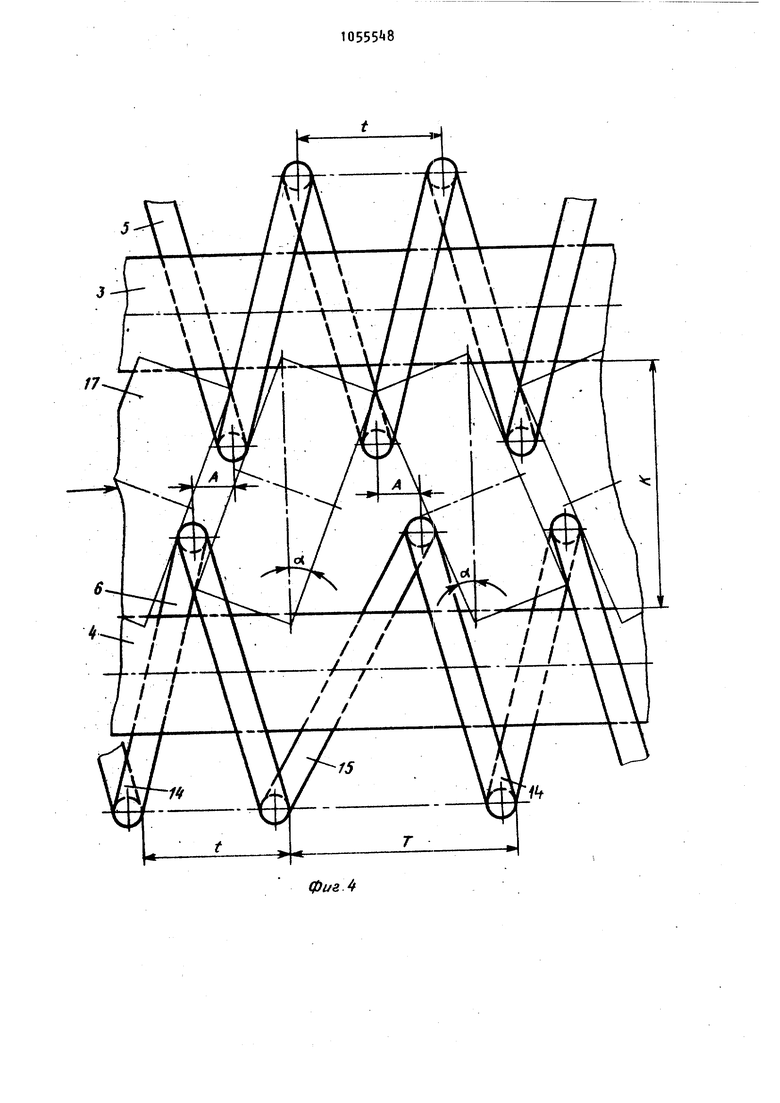
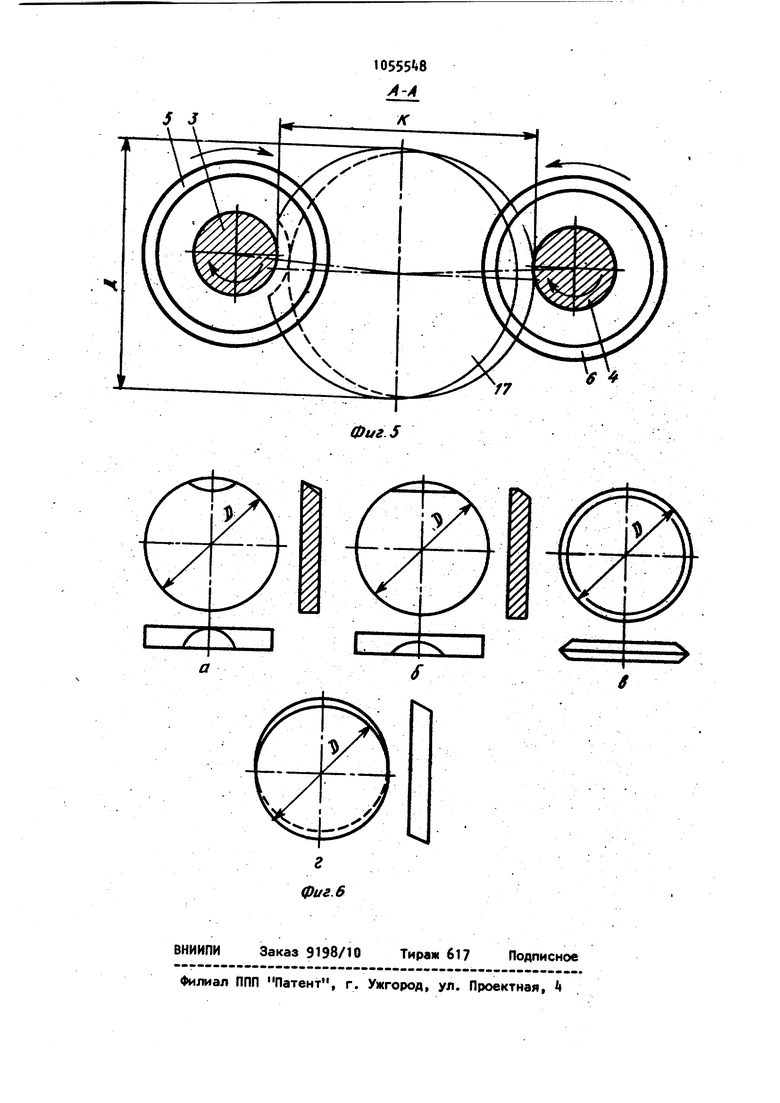
Изобретение относится к измерительной технике и может быть широко.использовано в машиностроении для сортировки деталей по диаметру, преимущественно деталей типа дисков. По основному авт. св. № 755328 известно устройство для сортировки деталей по наружному диаметру, содер:жащее подающий лоток, установленные в корпусе в горизонтальной плоскости два сортировочных валика, соосные с ними транспортирующие шнеки в виде винтовых пружин, установленных с возможностью вращения, блок приемных лотков, размещенный под сортировочными валиками, и привод. В известном устрой стве детали устанавливаются а плоскостц, поперечной осям сортировочных валиков, что обеспечивает их обкатку над калибровочным зазором по -окружностям, диаметр которых равен контролируемому наружному диаметру, и выбраковку деталей с Дефектами, уменьшающими контролируемый диаметр указанных окружностей хотя бы в одном сечении детали ij. Недостатком известного устройства является невозможность отбраковки деталей с дефектами, не уменьшающими контролируемый диаметр, например, рас« положенными под углом к оси детали. Цель изобретения - повышение качества сортировки деталей. Указанная цель достигается тем, что в устройстве для сортировки деталей по диаметру витки одной из пружин сме- щены по отношению к соответствующим виткам другой пружины. Кроме того, устройство имеет опорные копиры, а витки обеих пружин попарно разделены по крайней мере на два yuacTKei с одинаковым шагом, при этом i каждый участок одной пружины смещен относительно соответствующего участка другой пружины, между соседними участками витков одной пружины имеет смежный виток, под которым между валиками установлен опорный копир, а шаг смежного витка определяется соотношением Т,- t- (А,;-А,,) , 1-1,2,3п, , где Т; - шаг смежного витка; - шаг витков пружин на i -и паре участков пружин; А/ - смещение витков одной пружины на i -м участке; А, смещение витков одной пружины на (V +l)-M участке. При этом витки двух соседних участков одной пружины смещены в противоположных направлениях относительно соответствующих витков другой пружины. На .фиг.1 изображена схема устройства для сортировки деталей по диаметру; на фиг.2-- то же, вид сверху; на фиг.З схема взаимного смещения витков на парных участках винтовых пружин; на фиг.f - то же, на двух участках винтовых пружин; на фиг.5 сечение А-А на фиг.1; на фиг.6 - типы дефектов на цилиндрических дисках. Устройство содержит установленные в корпусе 1 с калибровочным зазором 2 сортировочные валики 3 и i, оснащенны винтовымипружинами 5 и 6 со сквозным винтовымиканавками 7 и 8, подающий лоток 9 блок приемных лотков 10 и 1 и привод 12. Сортировочные валики 3 и i установ лены с возможностью вращения в одном направлении, а винтовые пружины 5 и 6 - с возможностью вращения относительно валиков навстречу друг другу. Витки пружин 5 и 6 (фиг.З) попарно разделены на участки 13 и }k Каждая пара из которых выполнена с шагом t , а витки участков 1 пружины $ смещены относительно соответствующих витков участков 13 пружины 5 на величину А, которая определяется формулой Б; где п - число пар уч,астков пружин; угол между плоскостью обкатки и линией, соединяющей точки контакта деталей с поверх- ностями валиков; ОС, - угол между плоскостью обкатки и плоскостью, поперечной ося Сортировочных; валиков; 4 величина шага витков на i -и паре участков пружин; диаметр окружности, на которой лежат точки контакта деталей с поверхностями валиков. Смежный виток 15 соединяющий учас тки 1А пружины 6, выполнен с шагом Т равным т; t,- + (AV- А;,). Под смежными витками 15 в калибро вочном зазоре расположены опорные ко пиры 16. При сортировке цилиндрических дис ков (фиг.6) вариантами выполнения ус ройства являются выполнение -смещения витков k пружины 6 относительно вит ков 13 пружины 5 в одном направлении на величину А; разделение витков Т пружины 6 на два участка, в каждом и которых указанные витки смещены отно сительно соответствующих витков 13 пружины 5 в противоположных направле ниях на величину А, при этом шаг Т соединяющего витка 15 превышает шаг витков на участках 13 и 1 на вёличи ну 2А (фиг.). Устройство работает следующим образом. Детали 17 из подающего лотка 9 поступают в винтовые канавки 7 и 8, витки которых выполнены с максимальным шагом, и перемещаются в зону сортировки. В зоне сортировки детали 15 Гфиг.З и 4 устанавливаются на участках 13 и 1 пружин 5 и 6 в вертикальные плоскости обкатки под различными углами , при которых обеспечивается контроль по сечениям, наклонным к оси детали. Перестановка деталей с угла of, на угол (У;,, о/ обеспечивается при их заходе на опорный копир 16 и одновременном развороте на витке 15. В случае контроля параметров деталей типа тороида или эллипсоида вращения их обкатка на различных парах участков бинтовых пружин производится по окружностям, имеющим диаметр, не превосходящий наружный диаметр деталей, Наиболее употребимым является вариант изготовления устройства, где одна из пружин разделена на два участка /фиг.4) , витки в которых смещены в противоположных направлениях относительно соответствующих витков другой пружины на величину А. При переходе потока деталей 17 через смежный виток 15 в устройстве опорный копир 16 обеспечивает их уде(ужание над калибровочным зазором от выпадания. Смещение витков в противоположных направлениях обеспечивает попеременную обкатку деталей типа дисков обеими кромками их наружной поверхности по сортировочным валикам. Такое выполнение необходимо вследствие того, что сортировочные валики вращаются в одном направлении и при установке детали на первом участке окружная сила одного валика стремится вытолкнуть деталь с дефектом, а на другом участке окружная сила другого валика способствует выпаданию указанной детали через калибровочный зазор. В связи с этим за счет попеременной обкатки увеличивается вероятность выбраковки деталей с дефектами (фиг.5). Применение в известном устройстве пружин со смещенными друг относитель-. но друга витками обеспечивает установку сортируемых деталей в вертикальных плос костях обкатки под различными углами к
510555 8
осям сортировочных валиков и, как тйройочными. валиками не по всей пряследствие, контроль параметров дета- молинейной образующей, а лишь по двум
лей по сечениям, наклонным к их оси.
Такая установка цилиндрйчёскйх де- 5 талей обеспечивает их контакт с сор
точкам разных окружностей обкатки, ем обеспечивается выявление дефектов,,
расположенных на кромках цилиндрических деталей.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР №755328, кл | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
