СП
со о сд ю
Изобретение относится к полъе но-тран- спортному оборудовз 1Ю, а именно к транспортирующим и ориентирующим устройствам для штучных алей, и может быть использовано в различных отраслях про- мыщленности.
Цель изобретения - повышение производительности путем обеспечения олной вторичной ориентации деталей.
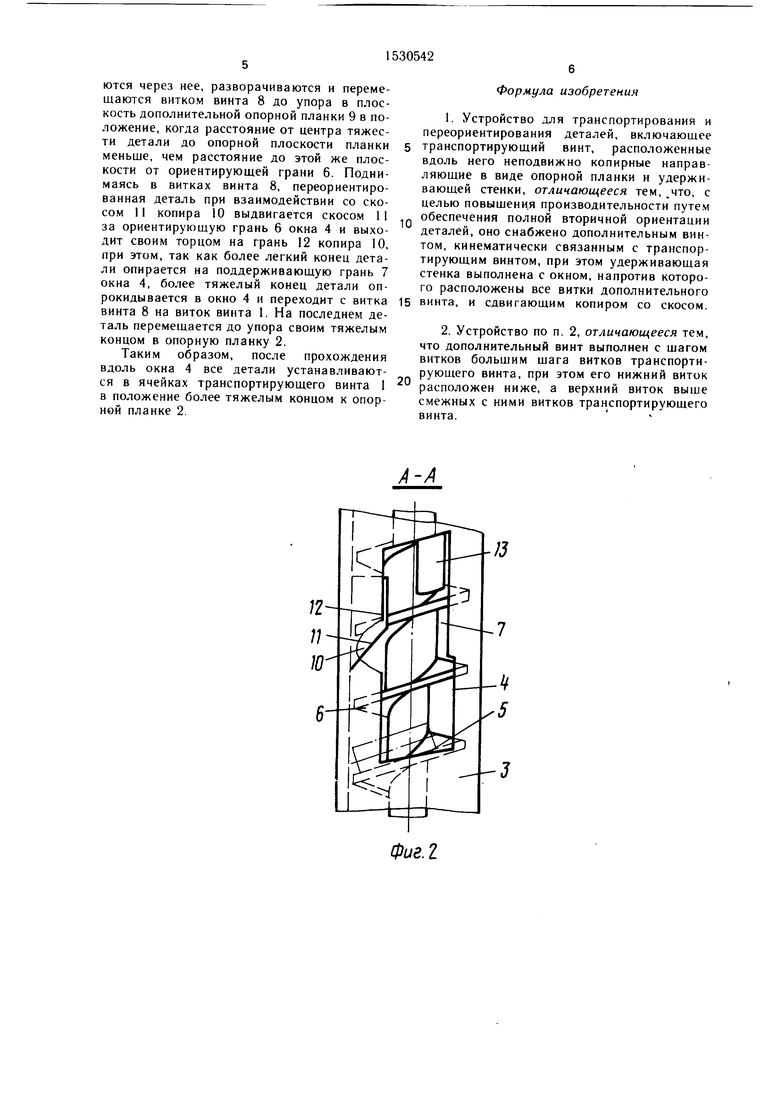
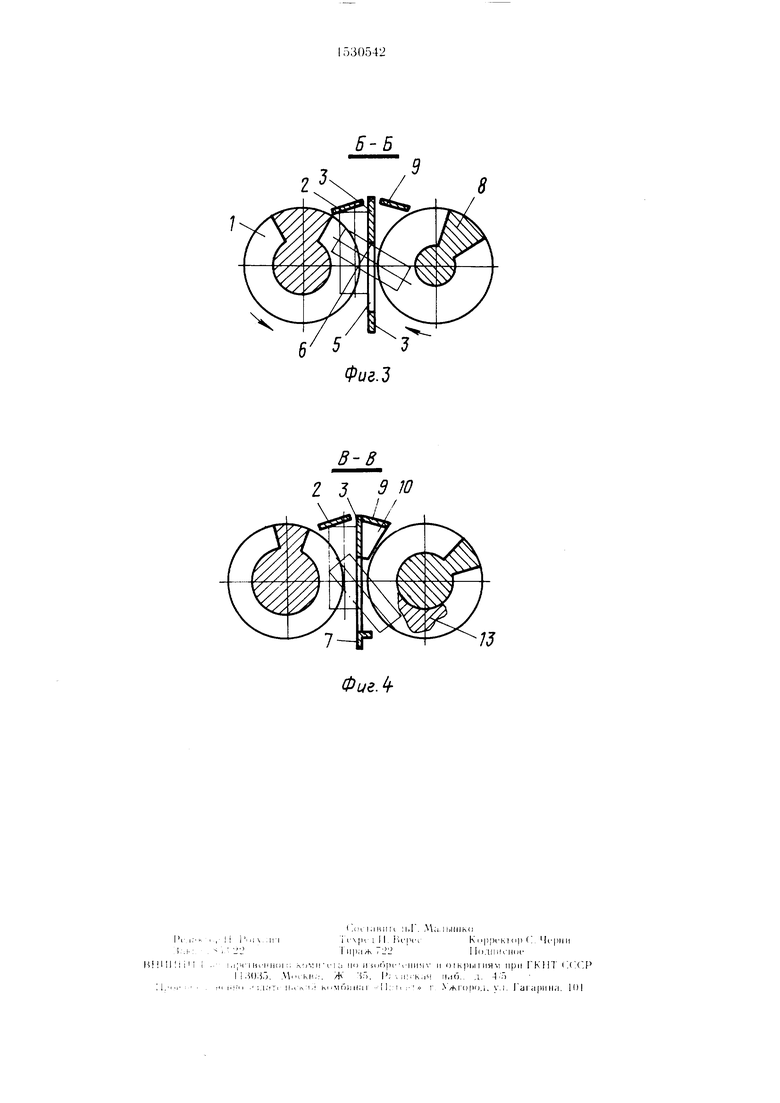
На фиг. 1 изображено устройство для транспортирования и переориентации деталей, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1.
Устройство для транспортирования и переориентации деталей содержит транспортирующий винт I, расположенные вдоль него неподвижно копирные направляющие, выполненные в виде опорной планки 2 и удерживающей стенки 3. В зоне переориентации деталей в удерживающей стенке 3 выполнено окно 4 с нижней гранью 5, ориентирующей гранью 6 и поддерживающей гранью 7. Напротив окна 4 установлен дополнительный винт 8, навивка которого выполнена, например, противоположно навивке винта I.
На удерживающей .тенке 3 установлена дополнительная опорная планка 9, которая имеет сдвигающий копир 10 со скосом 11 и гранью 12. На уровне копира 10 на ва:ту или витке дополнительного винта 8 может быть при необходимости закреплен выталкивающий выступ 13. Дополнительный винт 8 имеет нижний 14 и верхний 15 витки и выполнен длиной не более трех шагов транспортирующего винта 1. Шаг винтов дополнительного винта 8 может быть выполнен больше шага транспортирующего винта 1, при этом винт 8 устанавливается так, что его нижний БИТОК 14 располагается ниже, а верхний виток 15 выше смежных к ним витков транспортирующего винта 1.
Ориентирующая грань 6 окна 4 расположена от плоскости опорной планки 2 на таком расстоянии, чтобы обеспечить опрокидывание вокруг грани 6 деталей, трансрпорти- руемых в ячейках винта 1, в положении, когда центр тяжести деталей расположен от опирающегося в планку 2 торца детали на расстоянии большем, чем расстояние от планки 2 до грани 6.
Для передачи детали переориентированной после разворота на грани 6 окна 4 и находящейся на витке винта необходимо выдвинуть ее за уровень грани 6 окна 4, что выполняется с помощью копира 10 со скосом 11. Сдвигать грань 6 окна 4 в сторону планки 2 не.чьзя, так как при этом все детали из винта 1 передадутся в дополнительный винт 8
Для обеспечения надежности обратного скатывания деталей из винта 8 в винт 1 грань 12 копира 10 расположена от плоскости, в которой лежит плоскость опорной планки 2
0
5
5
на расстоянии большем, чем ориентирующая грань 6.
Расстояние от ориентирующей грани б окна 4 до поддерживающей грани 7 выполнен меньше длины детали.
Дополнительный винт 8 кинематически связан с винтом 1. Эта связь выполнена в виде, например, зубчатой пары, передаточное число которой равно единице для того, чтобы деталь, перекатившаяся для пере- ориентации в ячейку винта 8 возвратилась точно в свою же ячейку в винте 1. Навивка винта 8 выполнена противоположно навивке винта 1 для того, чтобы в плоскости стенки 3 наклон витков винтов 1 и 8 был в одну сторону для обеспечения соскальзывания деталей путем их плоскопараллельного перемещения из ячеек одного винта в ячейки другого.
Отрезок винта 8 установлен так, что расстояние между поверхностями валов винтов 1 и 8 обеспечивает свободный разворот габарита детали вокруг грани 6 окна 4 с учетом разворота детали в вертикальной плоскости.
Выполнение шага отрезка винта 8 большим шага винта 1 обеспечивает возможность такой его установки относительно винта 1, чтобы при переходе детали из витка винта 1 в нижний виток 14 винта 8 этот нижний виток 14 располагался ниже витка винта I, при этом за счет увеличенного шага винта 8, например на четверть шага винта 1, при расположении нижнего витка 14 ниже витка винта 1 на четверть шага верхний виток 15 оказывается (если он третий) на четверть шага выше верхнего ближайшего витка винта 1, что обеспечивает надежный пе- 5 реход детали из винта 1 в винт 8 и обратно.
Для повышения надежности передачи деталей из дополнительного винта 8 в транспортирующий винт 1 на валу или витке винта 8 может быть закреплен при необходимости (например, если деталь не цилиндрического, а квадратного или иного «некатящегося сечения) выталкивающий выступ 13, выполненный в виде фигурного копира.
Устройство работает следующим образом.
Детали, транспортируемые винтом 1, опираются в планку 2 либо более тяжелым концом, либо более легким. Для того, чтобы детали не выпали из ячеек винта 1 служит удерживающая стенка 3.
При подъеме деталей выше уровня ниж- 0 ней грани 5 окна 4 детали, расположившиеся в ячейке винта 1 в положении более тяжелым концом к планке 2, так как центр тяжести детали располагается при этом между ориентирующей гранью 6 окна и опорной плоскостью планки 2, остаются в ячейках, винта 1 на всем протяжении ориентирую- П1ей грани 6.
Детали, центр тяжести которых располагается, наоборот, за гранью 6, опрокидыва0
0
5
ются через нее, разворачиваются и перемешаются витком винта 8 до упора в плоскость дополнительной опорной планки 9 в положение, когда расстояние от центра тяжести детали до опорной плоскости планки меньше, чем расстояние до этой же плоскости от ориентирующей грани 6. Поднимаясь в витках винта 8, переориентированная деталь при взаимодействии со скосом II копира 10 выдвигается скосом 11 за ориентируюшую грань 6 окна 4 и выходит своим торцом на грань 12 копира 10, при этом, так как более легкий конец детали опирается на поддерживаюшую грань 7 окна 4, более тяжелый конец детали опрокидывается в окно 4 и переходит с витка винта 8 на виток винта 1. На последнем деталь перемешается до упора своим тяжелым концом в опорную планку 2.
Таким образом, после прохождения вдоль окна 4 все детали устанавливаются в ячейках транспортирующего винта 1 в положение более тяжелым концом к опорной планке 2.
Формула изобретения
1.Устройство для транспортирования и переориентирования деталей, включаюшее
транспортируюший винт, расположенные вдоль него неподвижно копирные направляющие в виде опорной планки и удерживающей стенки, отличающееся тем, .что, с целью повышени.я производительности путем
обеспечения полной вторичной ориентации деталей, оно снабжено дополнительным винтом, кинематически связанным с транспортирующим винтом, при этом удерживающая стенка выполнена с окном, напротив которого расположены все витки дополнительного винта, и сдвигающим копиром со скосом.
2.Устройство по п. 2, отличающееся тем, что дополнительный винт выполнен с шагом витков больщим щага витков транспорти
рующего винта, при этом его нижний виток расположен ниже, а верхний виток выше смежных с ними витков транспортирующего винта.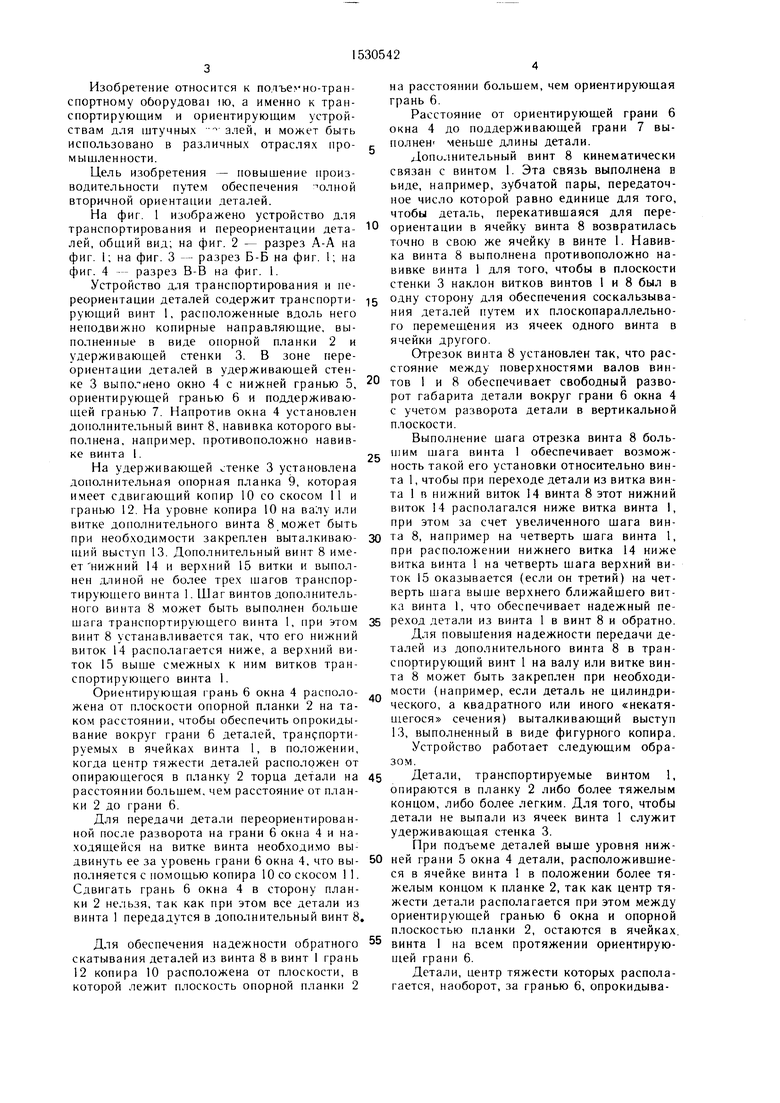
| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузочно-ориентирующее устройство | 1983 |
|
SU1562253A1 |
| Винтовое транспортирующее устройство | 1984 |
|
SU1537620A1 |
| Загрузочное устройство | 1982 |
|
SU1006339A1 |
| Загрузочно-ориентирующее устройство | 1983 |
|
SU1278279A1 |
| Устройство для транспортирования и ориентирования деталей | 1988 |
|
SU1590422A1 |
| Система дистанционного транспортирования и распределения штучных изделий | 1986 |
|
SU1350085A1 |
| Устройство дистанционного транспортирования штучных изделий | 1986 |
|
SU1444244A1 |
| Ориентирующее устройство | 1985 |
|
SU1266816A1 |
| Устройство для ориентации деталей | 1989 |
|
SU1710289A1 |
| Устройство для горячей новивки пружин из прутка | 1990 |
|
SU1719138A1 |
Изобретение относится к подъемно-транспортному оборудованию и предназначено для транспортирующих и ориентирующих устройств для штучных деталей. Цель - повышение производительности путем обеспечения полной вторичной ориентации деталей. Устройство содержит транспортирующий винт 1, расположенные вдоль него неподвижно копирные направляющие, выполненные в виде опорной планки и удерживающей стенки 3. С винтом 1 кинематически связан винт 8. Стенка 3 выполнена с окном, напротив которого расположены все витки винта 8, и сдвигающим копиром 10 со скосом. Винт 8 выполнен с шагом витков 14 и 15 большим шага витков винта 1. При этом виток 14 расположен ниже, а виток 15 выше смежных с ним витков винта 1. Поднимаясь в витках 14 и 15, переориентированная деталь при взаимодействии со скосом выдвигается последним за ориентирующую грань окна и выходит своим торцом за грань копира 10. При этом более легкий конец детали опирается на поддерживающую грань окна, более тяжелый опрокидывается в окно и переходит с витка винта 8 на виток винта 1. На витке винта 1 деталь перемещается до упора своим тяжелым концом в планку. 1 з.п. ф-лы, 4 ил.
/J
Фиг.2
Ч
Фиг.
| Винтовой конвейер | 1980 |
|
SU891533A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Загрузочное устройство | 1981 |
|
SU1019756A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
