Изобретение относится к обработке металлов давлением, в частности к устройствам для гофрирования листового материала протяжкой между валками. Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство для гофрирования листового материала, предназначенное для изготовления гофрированных обечаек, содержащее два параллельных, взаимодействующих друг с другом через обрабатываемую заготовку вращающихся ваЛка, один из которых выполнен с продольными цилиндрическими выступами и упруго поджат к другому, имеющему соответствующие впадины 1. Недостатком известного устройства является то, что стык концов согнутой обечайки под сварку не имеет постоянного положения относительно профиля гофра, что требует подстройки сварочного оборудования для каждой обечайки, а отклонение профиля обечайки от круглой, преимущественно под действием собственного веса, приводит к смятию гофра переднего конца обечайки и ее браку при дальнейшей обработке. Целью изобретения является повыщение качества обечаек путем обеспечения зйданного постоянного положения стыка под сварку и стабильной формы обечаек. С этой целью устройство для изготовления гофрированных обечаек, содержащее два установленных на параллельных валах вращающихся валка, один из которых выполнен с продольными цилиндрическими выступами и снабжен механизмом к другому валку, имеющему соответствующие впадины, снабжено регулируемым упором-ограничителем, фиксатором заготовки в ее исходном положении, охватывающими валок со впадинами подвижными направляющими, смонтированными на рычагах с возможностью перемещения относительно последнего, а также механизмом угловой фиксации валка со впадинами относительно заготовки, выполненного в виде установленных на его валу кулачковой муфты и делительного диска с впадинами, а также закрепленного на станине приводного поворотного рычага с роликом, установленным с возможностью взаимодействия с диском. На фиг. 1 и 2 изображена кинематичес кая схема устройства; на фиг. 3 - схема фиксации нижнего валка; на фиг. 4 - получаемая обечайка. Устройство содержит станину 1, верхний 2 и нижний 3 валки, стол 4 с регулируемым упором-ограничителем 5, прижим 6, листовой заготовки 7 и направляющие 8 и 9. Валок 2 установлен на одном из плеч двуплечих рычагов 10 и 11, поворачивающихся на закрепленном на станине 1 валу 12 при помощи цилиндров 13 и 14. Валок 3 одним концом установлен на станине 1. а другим - цапфой 15 опирается на откидывающуюся опору 16, имеющую упор 17, закрепленную на валу 18, который щестерней 19 связан с рейкой 20. Привод валка 3 осуществляется от двигателя 21 через клиноременную передачу 22, вал 23 с щестерней 24, промежуточный вал 25 с щестернями 26 и 27 и установленную на валу 28 валка 3 шестерню 29. На валу 28, кроме того, установлены кулачковая муфта 30 с рычагом 31 ее выключения от конечного выключателя 32, зубчатый делительный диск 33 фиксации валка 3 и щестерня 34, обеспечивающая вместе с промежуточными щестернями 35 и 36 и щестерней 37 валка 2 постоянную кинематическую связь валков 2 и 3. Делительный диск 33 обеспечивает фиксированное положение валка 3 при помощи ролика 38 на рычаге 39, входящего во впадину между зубьями диска 33 под действием цилиндра 40. Направляющие 8 и 9, обеспечивающие формирование обечайки 41, установлены на закрепленных на станине 1 рычагах 42 и 43 и приводятся от цилиндров 44 и 45 до ограничителей хода 46 и 47. Для съема готовой обечайки 41 предназначен сбрасыватель 48 с приводом 49; Прижим 6 установлен на рычаге 50 и приводится в действие цилиндром 51. Устройство работает следующи.м образом. Листовая заготовка 7 требуемого размера укладывается на стол 4 так, чтобы ее передний по ходу край расположился над тем местом валка 3, где требуется получение стыка обечайки 41. Т. е.,если стык под сварку желательно иметь во впадине обечайки, нависающий над ней участок заготовки выбирается равным 1/4 длины окружности профиля впадины с учетом припуска при сварке стыка внахлестку. К заготовке 7 подводится упор-ограничитель 5 и в это.м положении закрепляется. При включении устройства осуществляется фиксация заготовки 7 на столе 4 прижимом 6 от цилиндра 51. Одновременно перемещается от своего привода (не показан) рейка 20, поворачивает вал 18 через шестерню 19 и подводит опору 16 под цапфу 15 валка 3 до упора 17; направляющие 8 и 9 на рычагах 42 и 43 перемещается навстречу друг другу цилиндрами 44 и 45 до упора в ограничители 46 и 47 и охватывают валок 3 с зазором, который устанавливается равным толщине листа заготовки 7. Поворотом рычагов 10 и 11 от цилиндров 13 и 14 валов 2 подводится к валку 3 и осуществляет формование края заготовки 7 по впадине валка 3, при этом попадание выступа валка 2 во впадину валка 3 достигается с помощью шестерен 34-36, обеспечивающих поворот валка 2 в ходе сближения с валком 3. По достижении валком 2 заданного положения включается цилиндр 40, который
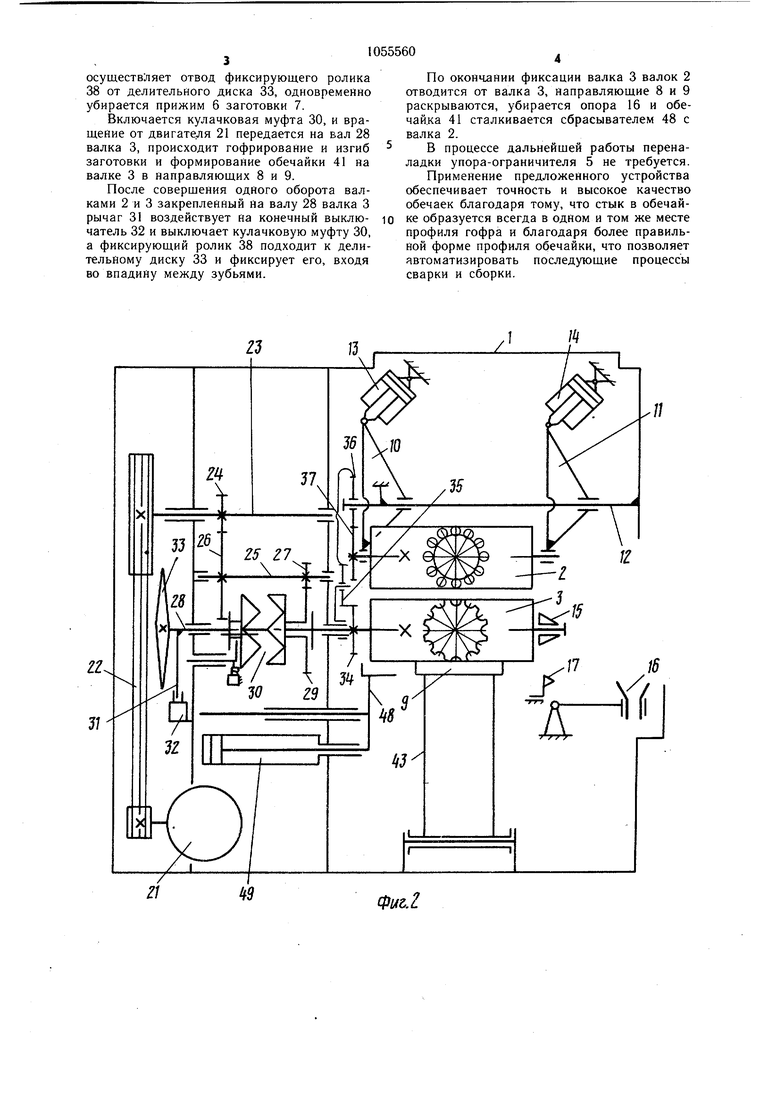
осуществляет отвод фиксирующего ролика 38 от делительного диска 33, одновременно убирается прижим 6 заготовки 7.
Включается кулачковая муфта 30, и вращение от двигателя 21 передается на вал 28 валка 3, происходит гофрирование и изгиб заготовки и формирование обечайки 41 на валке 3 в направляющих 8 и 9.
После соверщения одного оборота валками 2 и 3 закрепленный на валу 28 валка 3 рычаг 31 воздействует на конечный выключатель 32 и выключает кулачковую муфту 30, а фиксирующий ролик 38 подходит к делительному диску 33 и фиксирует его, входя во впадину между зубьями.
По окончании фиксации валка 3 валок 2 отводится от валка 3, направляющие 8 и 9 раскрываются, убирается опора 16 и обечайка 41 сталкивается сбрасывателем 48 с валка 2.
В процессе дальнейщей работы переналадки упора-ограничителя 5 не требуется.
Применение предложенного устройства обеспечивает точность и высокое качество обечаек благодаря тому, что стык в обечайке образуется всегда в одном и том же месте профиля гофра и благодаря более правильной форме профиля обечайки, что позволяет автоматизировать последующие процессы сварки и сборки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАЛКОВАЯ ГИБОЧНАЯ МАШИНА | 2006 |
|
RU2308340C1 |
| Устройство для гибки обечаек | 1980 |
|
SU927370A1 |
| Способ изготовления сварных обсадных двухстенных труб из секций и технологическая линия для его осуществления | 1984 |
|
SU1214258A1 |
| ВАЛКОВАЯ ГИБОЧНАЯ МАШИНА | 1998 |
|
RU2152836C2 |
| ВАЛКОВАЯ ЛИСТОГИБОЧНАЯ МАШИНА | 1991 |
|
RU2015771C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ПРОФИЛЕЙ | 2003 |
|
RU2236320C1 |
| ВАЛКОВАЯ ГИБОЧНАЯ МАШИНА | 1993 |
|
RU2063283C1 |
| ТРЕХВАЛКОВАЯ ЛИСТОГИБОЧНАЯ МАШИНА | 2001 |
|
RU2200070C1 |
| ЧЕТЫРЕХВАЛКОВАЯ ЛИСТОГИБОЧНАЯ МАШИНА | 2002 |
|
RU2236321C2 |
| Четырехвалковая машина для гибки гофрированного листового материала | 1990 |
|
SU1802732A3 |

УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ОБЕЧАЕК, содержащее два установленных на параллельных валах врашающихся валка, один из которых выполнен с продольными цилиндрическими выступами и снабжен механизмом поджима к другому валку, имеющему соответствующие впадины, отличающееся тем, что, с целью повышения качества обечаек путем обеспечения заданного постоянного положения стыка под сварку и стабильной формы обечайки, оно снабжено регулируемым упоромограничителем, фиксатором заготовки в ее исходном положении, охватывающими валок с впадинами подвижными направляющими, смонтированными на рычагах с возможностью перемещения относительно последнего, а также механизмом угловой фиксации валка с впадинами относительно заготовки, выполненным в виде установленных на его валу муфты и делительного диска с впадинами, а также закрепленного на :таi нине приводного поворотного рычага с роликом, установленным с возможностью вза(Л имодействия с диском. СП сл ел 05
Фиг,2 Нахлест игЛ под сварку
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО для ГОФРИРОВАНИЯ листового МАТЕРИАЛА | 0 |
|
SU332890A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
