1
Изобретение относится к деревообрабатывающей промышленности, в частности к оборудованию по производству древесных плит.
Известна установка для выпуска, древесно-стружечных плит, состоящая из конвейеров, форма-шин и пресса с узлом высокочастотного подогрева ij
Известно также устройство дпя непрерывного изготовления древесно стружечных и древесно-волокнистых шшт из волокнистого ковра, включающее транспортер, станции формования с узлами предварительного уплотнения и высокочастотного подогрева ковра и узла прессования плит 2.
Недостатком известных устройств является изготовление плит низкого качества.
Цель изобретения - повьшение качества плит.
Эта цель достигается тем, что устройство снабжено размещенным между узлом высокочастотного подогрева ковра и узлом прессования плит прессом предварительного прессования и соответствующей ширине волокнистого ковра бесконечной лентой из неметаллического материала, проходящей через узлы предварительного уплотнения, высокочастотного подогрева и пресс предварительного прессования.
При этом бесконечная лента выполнена из пластмассы.
56887 г
Кроме того, бесконечная лента выполнена из ткани.
На чертеже изйбражена схема устройства дпя изготовления древесно5 стружечных и древесно-волокнистьпс плит из волокнистого ковра, вид сбоку.
Устройство состоит из корпуса I; транспортера 2, над которым разме10 щены стан1щи 3 формования с узлами предварительного уплотнения 4 и высокочастотиого подогрева 5 ковра 6, и узла 7 прессования плит 8, При этом устройство снабжено размещенным меж15 ДУ узлом 5 высокочастотного подогрева и узлрм 7 прессования прессом 9 предварительного прессования и соответствующей ширине волокнистого ковра 6 бесконечной лентой 10 из не20 металлического материала, проходя- щей через узлы 4 предварительного уплотнения, высокочастотного подогрева 5 и узел 7 прессования плит 8,.
Устройство работает следующим образом.
На транспортер 2 станции 3 формования насьшают ковер 6, которьй поступает на подпрессовку к узлу 4 предварительного уплотнения, где ковер 6 уплотняют и перемещают к узлу 5 высокочастотного подогрева, после чего уплотненный и подогретый ковер 6 предварительно прессуют на прессе 9 и cpa3j же передают на узел .7 прессования, где прессуют шшты 8
заданной толщины и цикл повторяют.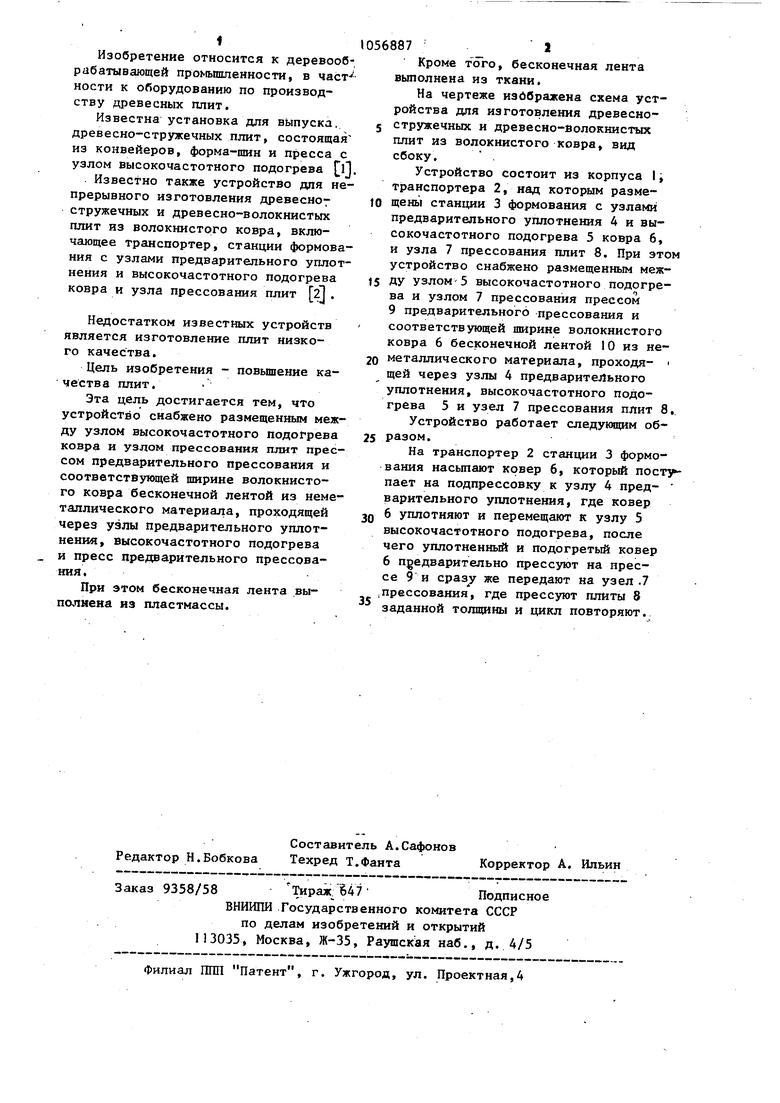
УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ДРЕВЕС1/а-СТРУЖЕЧНЫХ И ДРЕВЕСНО-ВОЛОКНИСТЫХ ПЛИТ ИЗ ВОЛОКНИСТОГО КОВРА, включающее транспортер, станции формования с узлами предварительного уплотнения и высокочастотного подогрева ковра и узла прессования плит, отличающее с я тем, что, с целью повышения качества щщт, устройство снабжено размещёншлм между узлом высокочастот.ного подогрева ковра и узлом прессования плит прессом предварительного прессования и соответствующей ширине волокнистого ковра бесконечной лентой из неметаллического материала, проходящей через узлы пред)варительного уплотнения, высокочастотного подогрева и пресс предварительного прессования. СО 2.Устройство по п. I, о т. л и чающееся тем, что бесконечная лента выполнена из пластмассы. 3.Устройство по п. 1, отличающееся тем, что бесконечная лента выполнена из ткани. ;л а: 00
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Шварцман Г.М | |||
| Производство древесно-стружечных плит | |||
| М., Лесная промьшшенность , 1967, с | |||
| Стиральная машина для войлоков | 1922 |
|
SU210A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Отливанчик А.Н | |||
| Производство и применение древесно-стружечных пли-ь М., Изд-во по строительству, архитектуре и стройматериалам, 1962, с | |||
| Приспособление для градации давления в воздухопроводе воздушных тормозов | 1921 |
|
SU193A1 |
