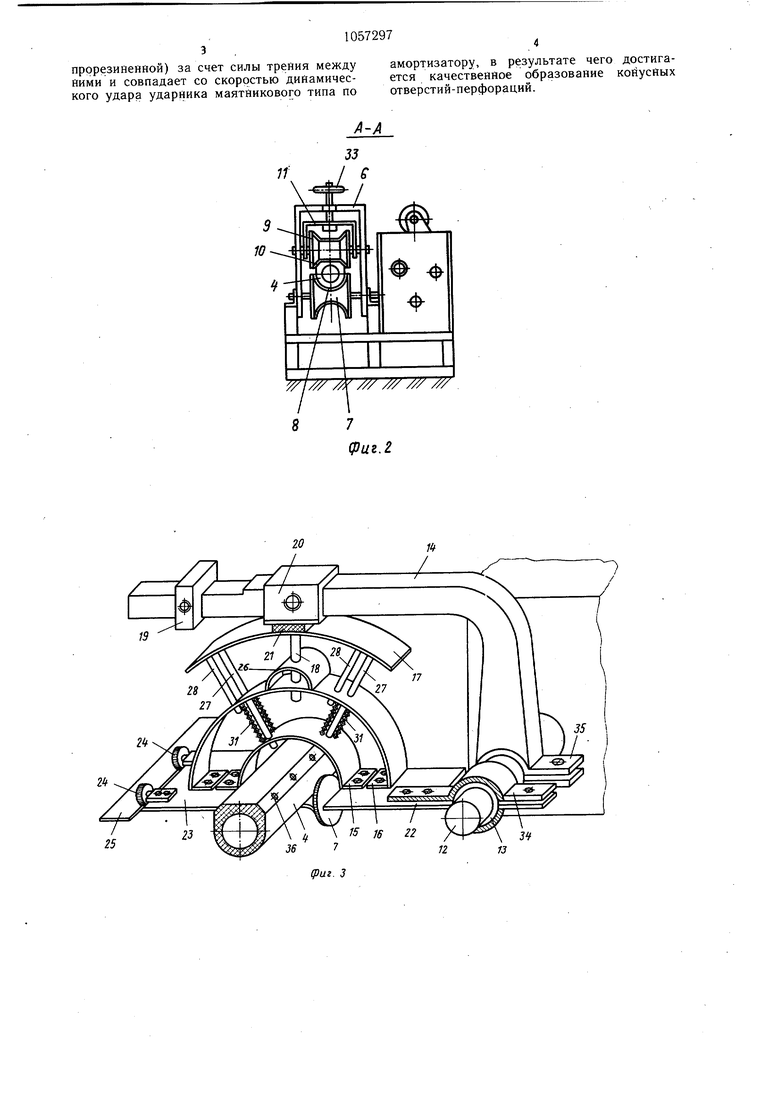
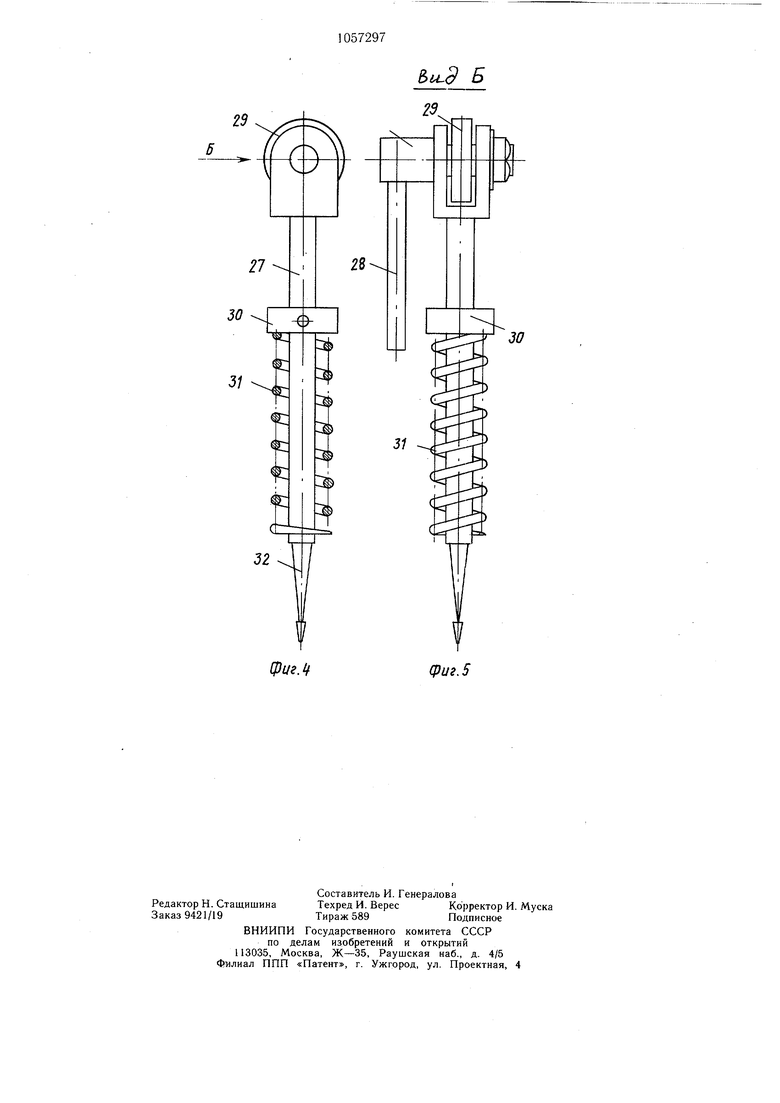
Изобретение относится к промышленности по производству керамических изделий и может быть использовано при изготовлении перфорированных керамических трубок. Известно устройство для изготовления перфорированных дренажных керамических труб, содержащее мундштук, стержень керна, корпус пневмокамеры, диафрагму, шток, возвратную пружину, воздуховод, соответственно соединенные и образуюш,ие пневматический силовой механизм, на конце керна шарнирно закреплены ножи саблевидной формы, смонтированные с возможностью поворотного движения с помош,ью рычажной системы от силового механизма 1. Недостатком данного устройства является возможность изготовления отверстий только продольной формы. Наиболее близким к предлагаемому является устройство для изготовления перфорированных труб, содержаш,ее мундштук, конвейер, механизм перфорирования с пуансонами и привод 2. Однако в известном устройстве щелевые отверстия, расположенные по винтовой линии, снижают предел прочности, в результате чего возникают трещины. Цель изобретения - повышение качества перфорации труб. Поставленная цель достигается тем, что устройство для изготовления перфорированных труб, содержащее мундштук, конвейер, механизм перфорации с пуансонами и привод, снабжено дополнительным направляющим конвейером, а на пуансонах смонтированы ролики, привод перфорирования выполнен в виде приводного вала и гильзы, установленной с возможностью свободного перемещения по валу, а механизм перфорирования содержит ударник и полуобоймы, верхняя из KOTOpbix имеет вертикальную направляющую, а нижние жестко закреплены на гильзе, при этом дополнительный направляющий конвейер расположен над перфорированной трубой, пуансоны закреплены на нижних полуобоймах, а верхняя полуобойма, взаимодействующая с роликами пуансонов, размещена на ударнике. На фиг. 1 изображен агрегат перфорирования трубной заготовки, вид сбоку; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - общий вид механизма перфорирования трубной заготовки в аксонометрии; на фиг. 4 - пуансон в сборе; на фиг. 5 - вид Б на фиг. 4. Устройство для изготовления перфорированных труб состоит из горизонтального леаточно-лопастного пресса 1, прессовой головки 2, мундщтука-фильеры 3, экструдируемой трубной заготовки 4, каркаса 5 конвейеров, регулятора-фиксатора 6. Нижний опорный конвейер состоит из сферических опорных роликов 7 и гибкой ленты 8 замкнутой формы. Верхний направляющий конвейер состоит из верхних роликов 9 трапециевидной формы, гибкой замкнутой ленты 10 и служит для поджима трубной заготовки 4 к нижним сферическим опорным роликам 7 через промежуточную гибку.ю ленту 8 замкн.утой формы. Нижний опорный и верхний направляющий конвейеры обеспечивают точную ориентацию и соблюдение геометрических размеров наружных поверхностей в трех взаимно перпендикулярных осях (направление продольного перемещения трубы, разворота в угловом направлении, ограничение в боковом и вертикальном направлениях). Верхние ролики 9 верхнего направляющего конвейера сохраняют трапецеидальную форму трубной заготовки 4, а сферические ролики 7 нижнего конвейера соединяют нижнюю форму трубной заготовки 4. Каретка 11 помимо направления гибкой замкнутой ленты 10 осуществляет сегУЛИг ровку величины уплотнения сформованной трубной заготовки 4. Привод перфорирования содержит вал 12 и гильзу 13, свободно скользящую по приводному валу 12. Механизм перфорирования установлен жестко на гильзе 13, свободно скользящей по валу 12, и выполнен в виде ударника 14, внутренней 15, наружной 16 и верхней 17 полуобойм, причем верхняя полуобойма 17 относительно внутренней 15 и наружной 16 полуобойм ориентирована в вертикальном направлении центральной штангой вертикальной направляющей 18. На ударнике 14 имеется контргруз 19 и боек 20. Между верхней полуобоймой 17 и ударником размещен амортизатор 21. Внутренняя 15 и наружная 16 полуобоймы, т.е. нижние полуобоймы, одним концом жестко закреплены посредством панели 22 на гильзе 13, а другим - посредством панели 23 и роликов 24 на опоре 25. На наружной полуобойме 16 жестко закреплена полуобечайка 26 и пуансоны 27 с ограничителями 28. На одних концах пуансонов 27 имеются ролики 29, а на других закреплены муфты 30, пружины 31 сжатия и штампы 32. Регулиррваниие высоты роликов осуществляется регулятором 33. Панель 22 и удар: Ник 14 крепятся на валу 12 и гильзе 13 посредством хомутов 34 и 35. Установленные на панелях 22 и 23 наружная 16 и внутренняя 15 полуобоймы представляют собой арочную конструкцию, с боковых сторон которой под углом размещены подпружиненные пуансоны 27, контактирующие роликом 29 с внутренней цилиндрической поверхностью верхней полуобоймы 17. Под действием динамического удара ударйиком 14 производится перемещение верхней полуобоймы 17 в вертикальном направлении в сторону трубной заготовки 4, котЪт рая одновременно воздействует на оба пуапсона 27, штамп 32 которых формирует в трубной заготовке отверстия 36 перфорации одновременно с двух сторон трубной заготовки. Наличие нижнего опорного и верхнего направляющего конвейера обеспечивает перемещение трубной заготовки вдоль центральной оси пресса. Скорость поточНо-движущейся трубной заготовки строго совпадает со скоростью перемещения конвейерной лентой (например
3 ,.4
прорезиненной) за счет силы трения между амортизатору, в результате чего достиганими и совпадает со скоростью дийамичес- ется качественное образование койусных кого удара ударника маятникового типа по отверстий-перфораций.
1057297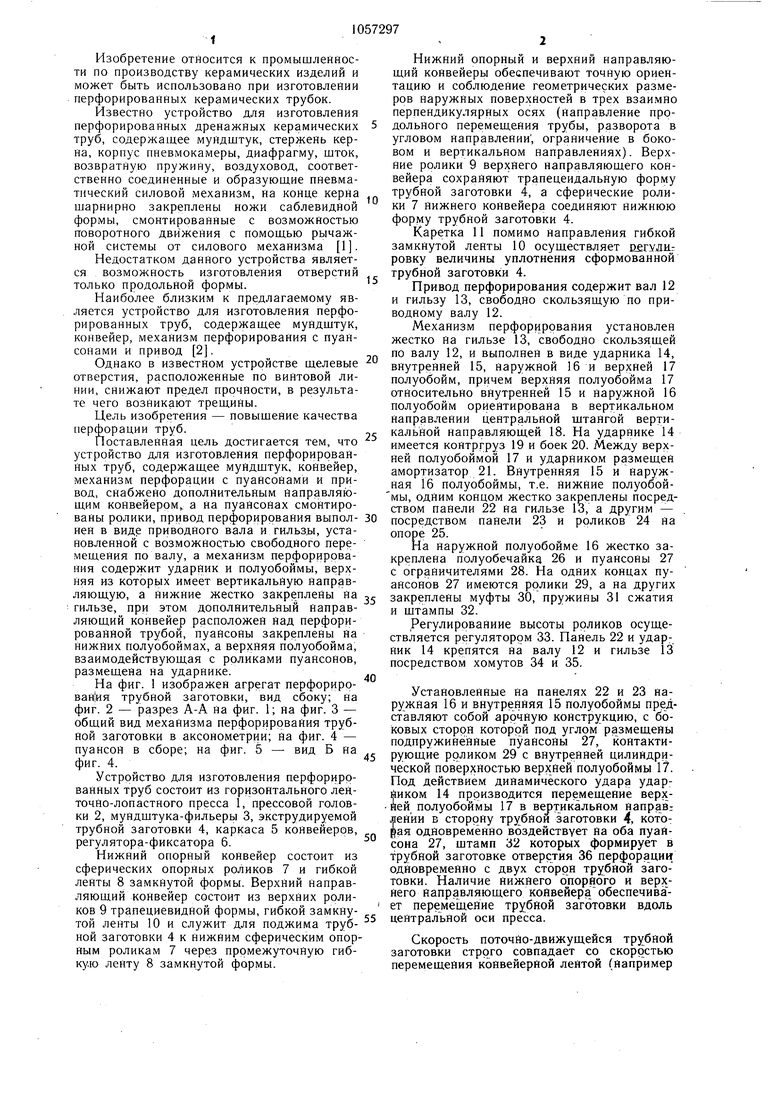
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЕРФОРИРОВАННЫХ ТРУБ, содержащее мунди тук, конвейер, механизм перфорирования с пуансонами и привод,,огличающееся тем, что, с целью повышения качества перфорации, оно снабжено дополнительным направляющим конвейером, а на пуансонах смонтированы ролики, привод перфорирования выполнен в виде приводного вала и гильзы, установленной с возможностью свободного перемещения по валу, а механизм перфорирования содержит ударник и полуобоймы, верхняя из которых имеет вертикальную направляющую, а нижние жестко закреплены на гильзе, при этом дополнительный направляющий конвейер расположен над перфорированной трубой, пуансоны закреплены на нижних нолуобоймах, а верхняя полуобойма, взаимодействующая с роликами пуансонов, размещена на ударнике. (Л о ел гчэ / у/ /// /////////////////////////// / k Фиг.1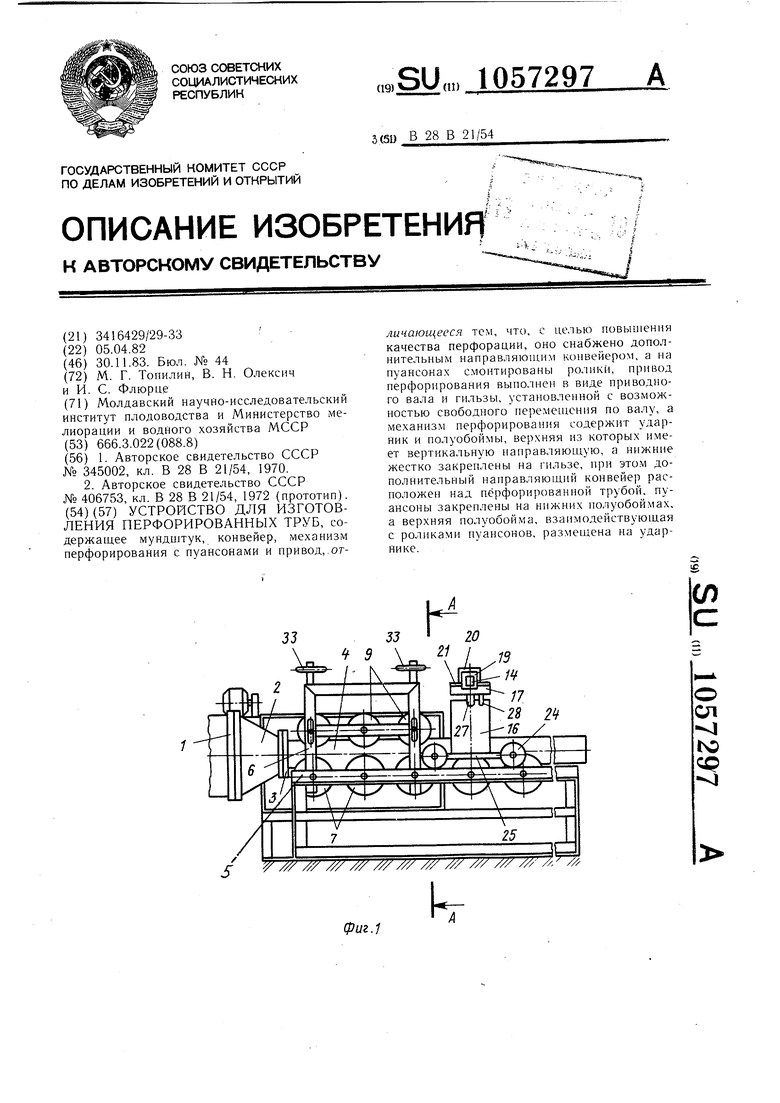
31
32
(pue.ff
g Б
фиг. 5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ПЕРФОРИРОВАННЫХ ДРЕНАЖНЫХ КЕРАМИЧЕСКИХ ТРУБ | 0 |
|
SU345002A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| МУНДШТУК для ФОРМОВАНИЯ ПЕРФОРИРОВАННЫХ ТРУБ | 0 |
|
SU406753A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
