Изобретение относится к упаковке а более конкретно к пакетированию грузов.
Известен способ пакетирования грзов, преимущественно мешков, включающий заполнение мешков, формировани пакета и обвязкуветвями обвязочного материала Cl 3.
Недостатком данного способа является необходимость в наличии специального поддона и невысокая надежность сформированного пакета.
Известен также способ бесподдонного пакетирования мешков, включающий заполнение мешков npeHMsnuecTBeно сыпучим грузом, формирование пакета и обвязку двумя ветвями обвязочного материала С 2.
Известный способ не требует специального поддона. Пакет вследствие перекрестного расположения ветвей обвязочного материала получается более надежным. Однако его надежность недостаточна. Выполнение обвязки пакета с помощью грузоподъемного средства не гарантирует совпадения мест соединения ветвей обвязочного материала с осью, проходящей через центр тяжести пакета, что при перегрузке вызывает его раскачивание, ослабление обвязки и разрушение пакета.
Возможные смещения замыкающей петли в верхней плоскости пакета пр его обвязке не позволяют добиться равномерного обжатия пакета и прежде всего в его верхней части. Последнее обстоятельство не дает возможности получить идентичные по форме пакеты что усложняет обработку подобным образом запакетированного груза при погрузочно-разгрузочных рабо1ах.
Цель изобретения - повышение надежности и компактности бесподдонного пакета.
Для достижения указанной цели согласно способу бесподдонного пакетирования мешков, включающему заполнение мешков преимущественно сыпучим грузом, формирование пакета и обвязку двумя ветвями обвязочного материала, заполнение мешков проиЗводят в два зтапа равными дозами, после отсыпки каждой дозы мешок прошивают сначала в средней части, а затем в верхней, при этом средний и верхний швы располагают в плоскостях, параллельных плоскости ионного шва, линия среднего перекрещивает линию докного шва под прямымуглом, а линия верхнего шва параллельна ей, вдоль донного шва закрепляют трубчатый направляющий элемент а по концам верхнего и среднего швов - монтажные кольца, затем каждый мешок складывают по среднему шву и ггопарно соединяют стержнями.
длина которых превышает длину двух донных швов, пропущенными в трубчатые направляющие элементы и прилегающие к ним монтажные кольца верхнего шва, после этого пять пар меш5 ков совмещают по линии донного шва в пакет, имеющий форму икосаэдра, концы штырей обматывают ветвями обвязочного материала, из концов ветвей образуют две петли длиной, не 0 менее восьми длин донного шва, каждую из которых затем продевают в монтажные кольца, закрепленные на пяти прилегающих вершинах, стягивают пакет и связывают свободные кон5 цы петель.
Перед стягиванием пакета свободные концы петель могут быть продеты под ветви обвязочного материала в местах их перегиба.
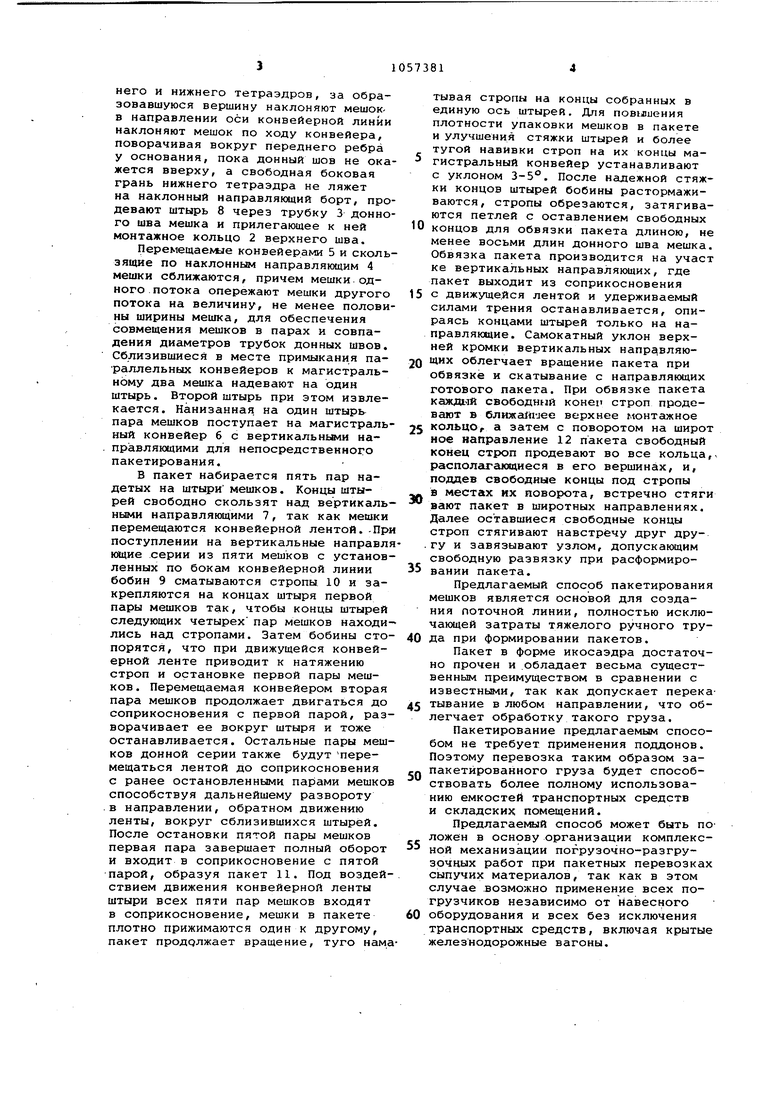
0 На фиг. 1 изображен мешок в виде двух спаренных тетраэдров; на фиг.2схема формирования пар мешков (вид в плане); на фиг.З - схема собственно пакетирования (вид сбоку); на
5 фиг. 4 - пакет в форме икосаэдра с обвязкой.
Способ бесподдонного пакетирования Мешков осуществляют следующим образом.
,j Мешок 1 (фиг.1) с закрепленными по концам среднего и верхнего швов монтажными кольцами 2 и трубкой 3 у донного шва получают из обычного цилиндрического мешка путем заполнения его двумя равными дозами с
5 .прошивкой после отсыпки первой дозы по линии, перпендикулярной перекрещивающей линию донного шва, а после отсыпки второй дозы - по линии, параллельной линии донного шва.
0 Затаривание сыпучего груза в мешки производится на двух параллельных конвейерах конвейерной линии двумя потоками.
Конвейерная линия (фиг.2) обору5 дована наклонными направляющими бортами 4, сближающимися к месту примыкания параллельных конвейеров 5 к магистральному 6, и следующими за ними вертикальными параллельными на0 правляющими бортами 7. Сближение наклонных направляющих бортов, выполняющих роль горизонтальных направляющих, по нижнему срезу достигает величины, несколько превышающей длину нижнего шва мешка, а по верхнему срезу - две его длины.
Сформированные мешки, лежащие на передней грани нижнего тетраэдра, конвейерами 5 подаются к месту входа в наклонные направляющие 4. На
0 входе в наклонные направляющие над каждым мешком производят следующие операции: поворачивают верхний тетраэдр мешка вокруг среднего шва во внутрь конвейерной линии до совмеще5 ния внутренних боковых граней верхнего и нижнего тетраэдров, за образовавшуюся вершину наклоняют мешокв направлении оси конвейерной линии наклоняют мешок по ходу конвейера, поворачивая вокруг переднего ребра у основания, пока донный шов не окажется вверху, а свободная боковая грань нижнего тетраэдра не ляжет на наклонный направляющий борт, продевают штырь 8 через трубку 3 донного шва мешка и прилегающее к ней монтажное кольцо 2 верхнего шва.
Перемещаелые конвейерами 5 и скользящие по наклонным направляющим 4 мешки сближаются, причем мешки одного, потока опережают мешки другого потока на величину, не менее половины ширины мешка, для обеспечения совмещения мешков в парах и совпадения диаметров трубок донных швов. Сблизившиеся в месте примыкания параллельных конвейеров к магистральному два мешка надевают на один штырь. Второй штырь при этом извлекается. Нанизанная, на один штырь пара мешков поступает на магистральный конвейер 6 с вертикальнь 1И напр1авляющими для непосредственного пакетирования.
В пакет набирается пять пар надетых на штыри мешков. Концы штырей свободно скользят над вертикальными направляющими 7, так как мешки перемещаются конвейерной лентой. -При поступлении на вертикальные направляющие серии из пяти мешков с установленных по бокам конвейерной линии бобин 9 сматываются стропы 10 и закрепляются на концах штыря первой пары мешков так, чтобы концы штырей следующих четырех пар мешков находились над стропами. Затем бобины стопорятся, что при движущейся конвейерной ленте приводит к натяжению строп и остановке первой пары мешков. Перемещаемая конвейером вторая пара мешков продолжает двигаться до соприкосновения с первой парой, разворачивает ее вокруг штыря и тоже останавливается. Остальные пары мешков донной серии также будут перемещаться лентой до соприкосновения с ранее остановленными парами мешков способствуя дальнейшему развороту .в направлении, обратном движению ленты, вокруг сблизившихся штырей. После остановки пятой пары мешков первая пара завершает полный оборот и входит в соприкосновение с пятой парой, образуя пакет И. Под воздей ствием движения конвейерной ленты штыри всех пяти пар мешков входят в соприкосновение, мешки в пакете плотно прижимаются один к другому, пакет продолжает вращение, туго намтывая стропы на концы собранных в единую ось штырей. Для пов1лиения плотности упаковки мешков в пакете и улучшения стяжки штырей и более тугой навивки строп на их концы магистральный конвейер устанавливают с уклоном 3-5°. После надежной стяжки концов штырей бобины растормаживаются, стропы обрезаются, затягиваются петлей с оставлением свободных
0 концов для обвязки пакета длиною, не менее восьми длин донного шва мешка. Обвязка пакета производится на участ ке вертикальных направляющих, где пакет выходит из соприкосновения
5 с движущееся лентой и удерживаемый силами трения останавливается, опираясь концами штырей только на направлякадие. Самокатный уклон верхней кромки вертикальных направляющих облегчает вращение пакета при обвязке и скатывание с направляющих готового пакета. При обвязке пакета кажД1 1й свободний конеп строп продевают в ближа(1иее верхнее монтажное кольцог а затем с поворотом на широт
5 ное направление 12 пакета свободный конец строп продевают во все кольца,, располагающиеся в его вершинс1х, и, поддев свободные концы под стропы в местах их поворота, встречно стяги
О вают пакет в широтных направлениях. Далее оставшиеся свободные концы строп стягивают навстречу друг другу и завязывают узлом, допускающим свободную развязку при расформиро5вании пакета.
Предлагаемый способ пакетирования мешков является основой для создания поточной линии, полностью исключающей затраты тяжелого ручного тру0да при формировании пакетов.
Пакет в форме икосаэдра достаточно прочен и .обладает весьма существенным преимуществом в сравнении с известными, так как допускает перекатывание в любом направлении, что об5легчает обработку такого груза.
Пакетирование предлагаемым способом не требует применения поддонов. Поэтому перевозка таким образом запакетйрованного груза будет способ0ствовать более полному использованию емкостей транспортных средств и складских помещений.
Предлагаеьлай способ может быть положен в основу организации комплекс5ной механизации погрузочно-разгрузочных работ при пакетных перевозках сыпучих материалов, так как в этом случае .возможно применение всех погрузчиков независимо от навесного
0 оборудования и всех без исключения транспортных средств, включая крытые железнодорожные вагоны.
10
JO
6
(риг.З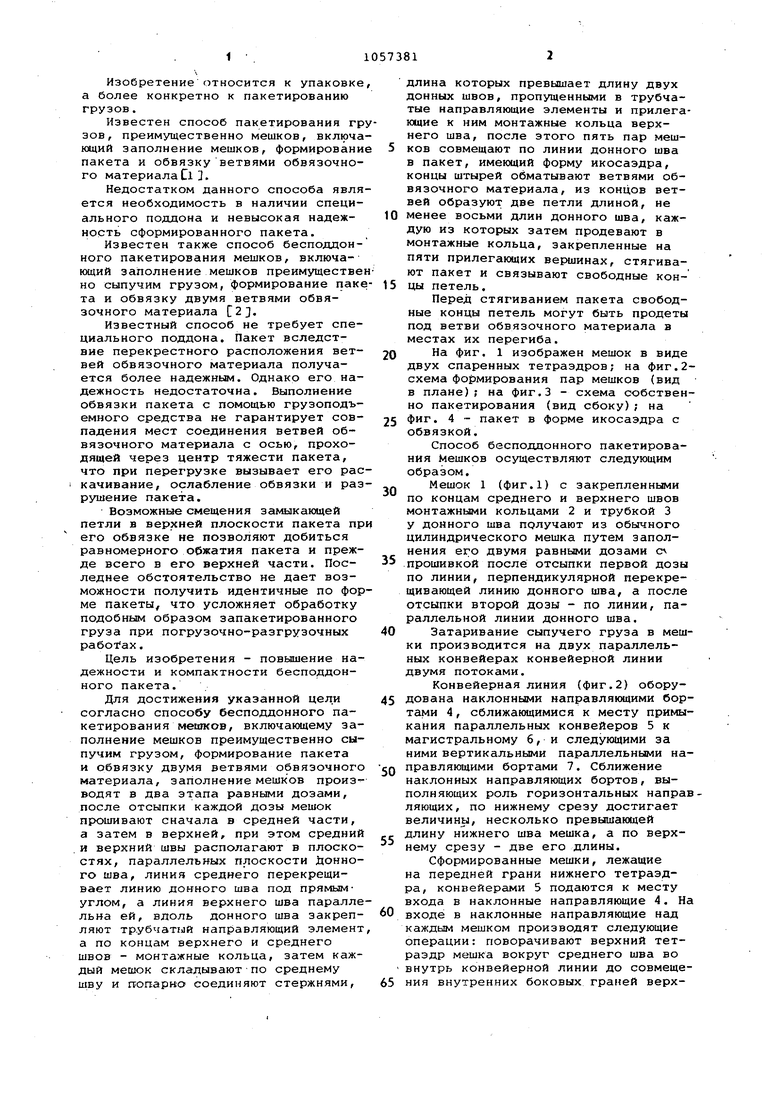
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для формирования строп-пакетов из штучных грузов | 1980 |
|
SU935412A1 |
| УСТРОЙСТВО ДЛЯ ПАКЕТИРОВАНИЯ МЕШКОВ | 1991 |
|
RU2029716C1 |
| Устройство для пакетирования сортового проката и труб | 1990 |
|
SU1742136A1 |
| ГРУЗОНЕСУЩИЙ ОБВЯЗОЧНЫЙ КОМПЛЕКТ | 1993 |
|
RU2063373C1 |
| Устройство для пакетирования и обвязывания шин | 1991 |
|
SU1831458A3 |
| Пакетоформирующая машина | 1984 |
|
SU1168497A1 |
| Система для пакетирования грузов на поддоны и их транспортирования | 1985 |
|
SU1375543A1 |
| Устройство для пакетирования и обвязки предметов | 1983 |
|
SU1082687A1 |
| УПАКОВОЧНЫЙ КОМПЛЕКТ АХУНДОВА ДЛЯ ПАКЕТИРОВАНИЯ МЕШКОВ С ГРУЗОМ | 2005 |
|
RU2284287C1 |
| Линия комплектования пакетов в форме многогранника из длинномерных предметов и их обвязки | 1982 |
|
SU1049363A1 |
1. СПОСОБ БЕСПОДДОНКОГО ПАКЕТИРОВАНИЯ МЕОЖОВ, включакиций заполнение мешков преимущественно сыпучим грузом, формирование .пакета и обвязку двумя ветвями обвязоч ного материала, отличающи с я тем, что, с целью повышения надежности и компактности пакета, заполнение мешков производят в два этапа равными дозами, после отсыпк каждой дозы мешок прошивают сначал в средней части, а затем в верхней при этом средний и верхний швы рас лагают в плоскостях, параллельных плоскости донного шва, линия средн го шва перекрещивает линию донного под прямым углом, а линия верхнего шва параллельна ей, вдоль донного шва закрепляют, трубчатый направляющий элемент, а по концам верх него и среднего швов - монтажные кольца, затем каждый мешок складывают по среднему шву и попарно соединяют стержнями, длина которых превышает длину двух донных швов, пропущенными в трубчатые направляющие элементы и прилегающие к ним монтажные кольца верхнего шва, после этого пять пар мешков совмещают по. линии донного шва в пакет, имеющий форму икосаэдра, концы штырей обматывают ветвями обвязочного материала, из концов ветвей образуют две петли , не менее восьми длин донного шва, каждую из которых затем продевают в монтажные кольца, закрепленные на пяти прилегающих вершинах,, стягивают пакет и связывают свободные концы петель. 2. Способ по п. 1, отличающийся тем, что перед стягиванием пакета свободные концы петель продевают под ветви обвязочного мате риала в местах их перегиба.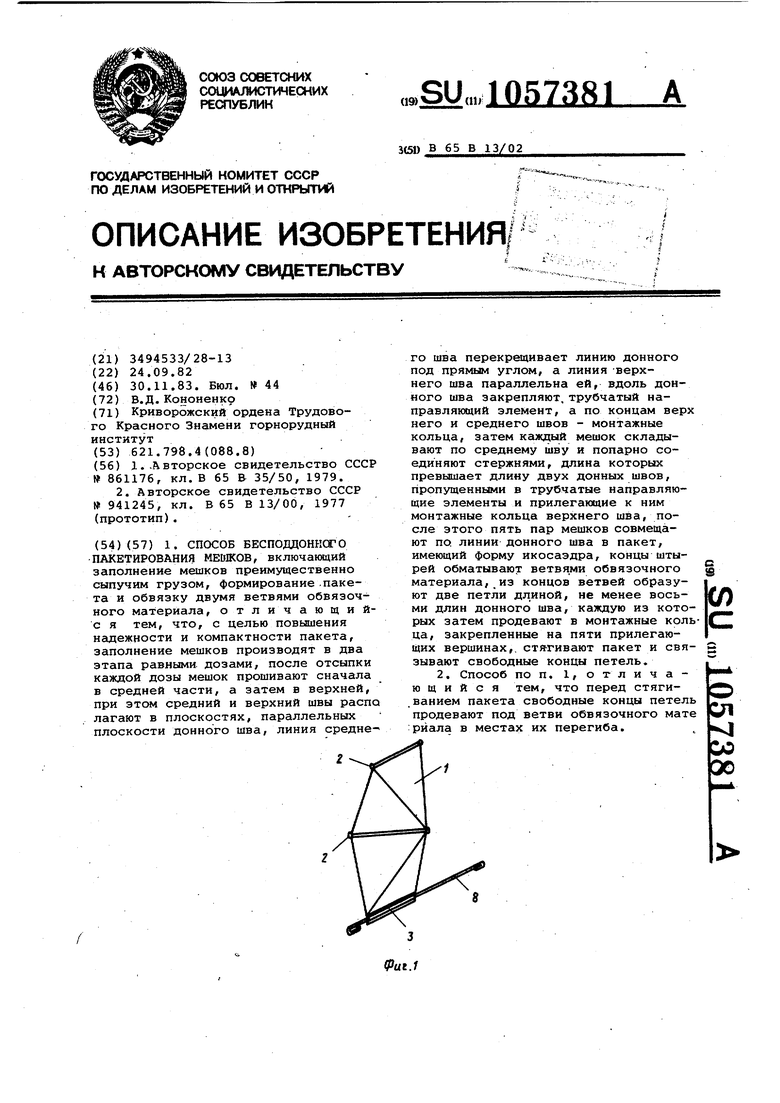
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ обвязки пакета грузов | 1977 |
|
SU941245A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
