Изобретение относится к строительству и может быть использовано в качестве закладной детали при производстве железобетонных изделмй.
Известна закладная деталь,включающая пластину с анкерными элементами в виде полос с выступами ij .
Недостаток этой детали состоит в том, что малая площадь выступов относительно ширины полосы уменьшает на- дежность анкеровки, особенно при воз действии динамических нагрузок, что вызывает необходимость увеличения длины анкеров.
Наиболее близкой,к предлагаемой является закладная деталь, включающая полосовой анкер с волнообразными выступами в виде винтовой поверхности 2 .
Недостаток известного устройства состоит в том, что такое конструктивное выполнение не обеспечивает равномерную нагрузку на анкер по его длине.
Цель изобретения - снижение металлоемкости и повьшение надежности аикеровки.
Указанная цель достигается тем, что в закладной детали, включающей полосовой анкер с волнообразными выступами в виде винтовой поверхности, волнообразные выступы вьтолнены на половину ширины полосы, а направление винтовой поверхности выполнено переменным - правым и левым поочередно через полшага, с уменьшением шага к концу.полосы, причем продольная ось полосы остается прямолинейной и пост он н ной.
Кроме того, шаг винтовой поверхности составляет 1,5-2,5 ширины полосы.
Причем полоса выполнена суживающейся к концу.
На фиг. 1 и 2 изображена закладна деталь на фиг. 3 - закладная деталь с анкером, суживающимся к концу; на фиг. 4 - разрез А-А на фиг.1; на фиг. 5 - разрез Б-Б на фиг.1; на фиг. 6 - разрез В-В на фиг.1.
Закладная деталь представляет собой пластину 1 с полосовым анкером 2, имеющим волнообразные выступы 3 в виде винтовой поверхности.
Волнообразные выступы 3 выполнены на половину ширины полосы, а направление винтовой поверхности выполнено переменным - правым и левым поочередно через полшага, с уменьшением шага к концу полосы. Такое решение анкера позволит выполнять его за один проход штампа, так как при образовании с переменным, через полшага, направлением винтовой поверхности, изгиб полосы в каждой из ее точек не превышает . При постоянном направлении винтовой поверхности полосы ее требуется изгибать на на 90°. Это может быть выполнено только за несколько ходов штампа или методом кручения, что уступает по производительности и не всегда Mdжет быть механизировано, например, при расположении анкеров рядом. Следовательно, предложенное решение позволит в 1,, 5-2 раза повысить производительность труда при изготовлении штампованных закладных деталей. Продольная ось 4 полосового анкера 2 .прямолинейна и постоянна и совпадает с осью винтовой поверхности анкеров.
Прямолинейность продольной оси 4 винтовой поверхности обеспечивает ее устойчивость от развертывания при действии продольной оилы, так как она не может быть спрямлена только путем обратного изгиба.
Шаг винтовой поверхности составляет 1,5-2,5 ширины полосового анкера 2, причем последний может быть выполнен сужающимся к концу. Это позволит снизить расход металла без потери несущей способности анкера и обеспечит более равномерное по длине и полное включение анкера в работу. .
Повышению надежности анкеровки предлагаемой закладной детали способствует уменьшение шага длины волновой поверхности, что увеличивает к концу анкера количество выступов на единицу длины полосового анкера и, соответ твенно, рабочую плсядадь выступов.
Одновременно это обеспечивает равномерное включение в работу выступов и снижает величину раскалывающих напряжений в железобетонных конструкциях.
У
.
Фие.г
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАСПОЛОЖЕНИЯ ЗАКЛАДНЫХ ДЕТАЛЕЙ В ЖЕЛЕЗОБЕТОННОЙ КОНСТРУКЦИИ | 2024 |
|
RU2833655C1 |
| Закладная деталь | 1989 |
|
SU1680894A1 |
| Закладная деталь | 1989 |
|
SU1726683A1 |
| Железобетонный ригель | 1991 |
|
SU1779726A1 |
| Закладная деталь | 1991 |
|
SU1779719A1 |
| Узел опирания строительных конструкций на железобетонную колонну | 1985 |
|
SU1307042A1 |
| Закладная деталь | 1990 |
|
SU1758181A2 |
| Закладная деталь | 1978 |
|
SU771274A1 |
| ЗАКЛАДНАЯ ДЕТАЛЬ | 1993 |
|
RU2040648C1 |
| АНКЕРНОЕ РЕЛЬСОВОЕ СКРЕПЛЕНИЕ | 1999 |
|
RU2190720C2 |

.1. ЗАКЛАДНАЯ ДЕТАЛЬ, включающая полосовой анкер с волнообраз ными выступами в виде винтовой поверхности, отличающаяся тем, что, с целью снижения металлоемкости и повышения надежности анкеровки, волнообразные выступы выполнены на половину ширины полосы, а направление винтовой поверхности выполнено переменным - правым и..леBbtt/i поочередно через Полшага, с умень шениём шага к концу полосы, причем продольная ось полосы остается прямолинейной и постоянной. 2.Деталь по п.1,от л ич аю щ а я с я тем, что шаг винтовой поверхности составляет 1,5-2,5 ширины полосы. 3.Деталь по п.1, от л и ч а ю щ а я с я тем, что полоса выполнена суживающейся к концу. w , 4, 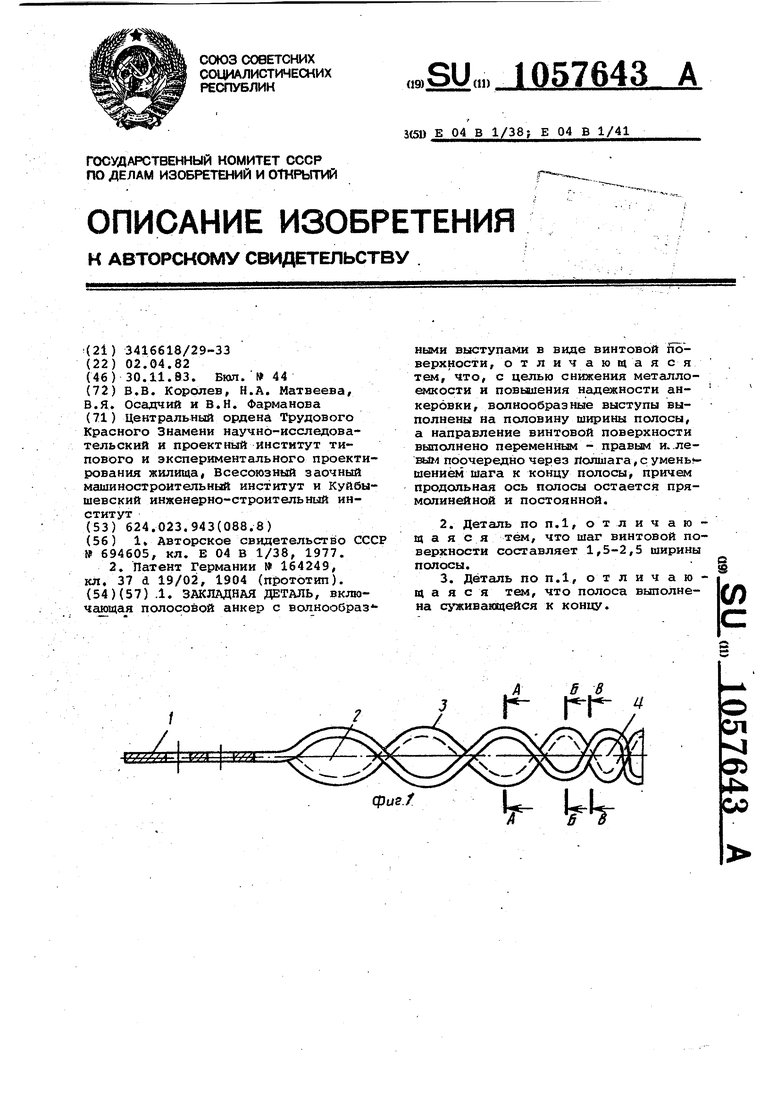
jL
/
Lf-H Д-Л
ф«
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ПОЛУЧЕНИЯ СИНТЕТИЧЕСКОГО ЦЕОЛИТАТИПА Na.Y | 0 |
|
SU164249A1 |
