(Риг.
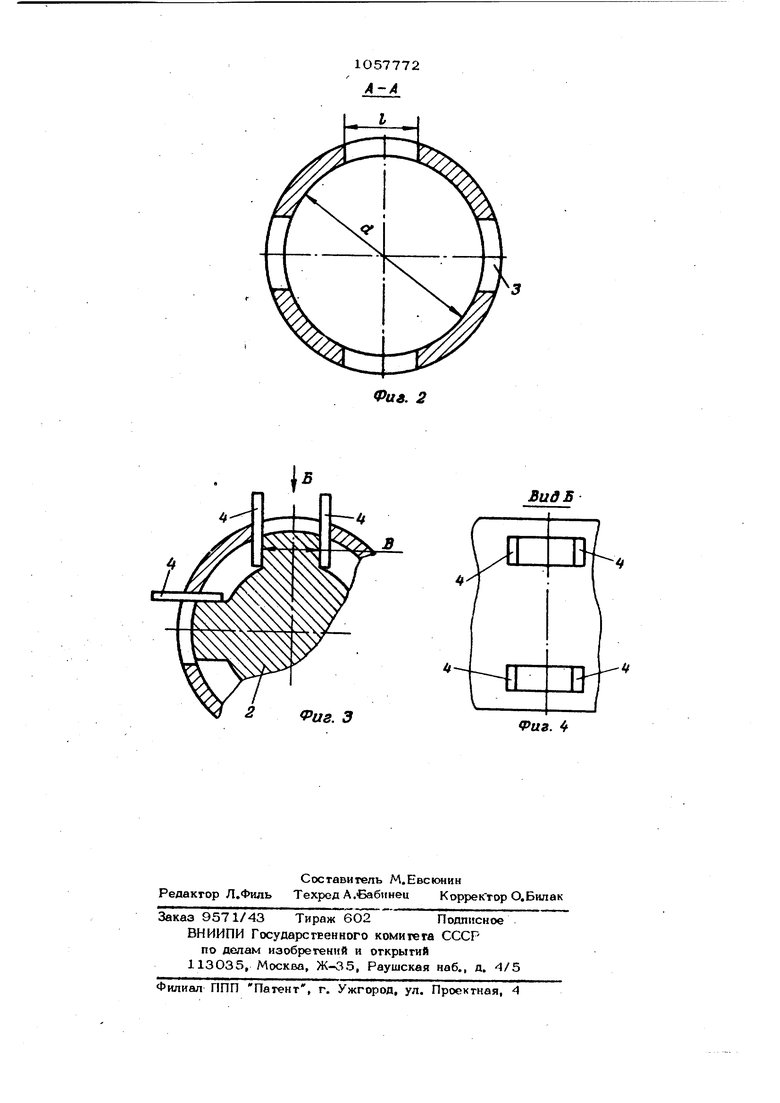
-т Изобретение отнтх;ится к измерительной технике, а именно к средствам дня контроля параметров шлицевых валов. Известен калибр дая контроля шлицев шлицевого вала, выполненный в виде проходной втулки. Втулка выполнена с шлица ми и представляет собой комплексный калибр, которым одновременно контролируют суммарные отклонения толщины иш цев валов, наружных и внутренних диаметров, расположения шлицев.. По конфигурации такой калибр представляет собой прототип контрдетали Л . Недостаток известного калт1бра заклк чается в невозможности количественного определения отклонений параметров шлицевого вала, что 1Я раничивает его технологические возможности. I Цель изобретения - расширение техно логических возможностей. Указанная цель достигается тем, что в калибре для контроля шлицев шлицевого вала, выполненном в виде проходной втул ки,втулка выполнена с внутренним диаметром, равным наибольшему наружному диаметру контролируемого вала, со сквоз ными окнами прямоугольной формы, расположенными по окружности по длине втулки в два ряда, количество окон в каждом ряду выбрано равным количеству шлицев контротируемого вала, ширина окон по окружности . втулки выбрана бшьшей толщины контролируемых шлицев а калибр снабжен набором концевых мер длины, предназначенных для установки в окна. На фиг. 1 изображен калибр для контроля шлицев шлицевого вала; на 4мг. 2 - разрез А-А на фиг. 1, на фиг. 3 - калиб при контроле шлицевого вала; на фиг. 4 вид по стрелке Б на фиг. 3. Калибр выполнен в виде проходной втулки 1, внутренний диаметр о| которой выполнен равным наибольшему наружч ному диаметру контролируемого вала 2, со сквозными окнами 3 прямоугольной формы, расположенным; по окружности по длине втулки в два ряда. Количество окон в каждом ряду выбрано равным количеству шлицев контролируемого вала 2, а ширина окон S но окружности выбрана большей тшшпны В контролируемого шлица. Размер ширины окон С аттестуется с высокой точностью. Калибр снабжен набором концевых мер длины 4, предназначенных для установки в окна 3. Контроль вала с помошью калибра осуществляют следукшим образом. Калибр 1 надвигают на наружный днаметр вала 2. Выбирают один Ио ицев вала в качестве начального и относительно него устанавливают калибр так, чтобы шлиц вала располагался относительно одного из окон 3 калибра симметрично. Симметричность устанавливают с помошью концевых мер ;1лины 4, помещаемых плотно в окне по обе стороны шлица вала. Эти концевые меры в дальнейшем не вынимают из окна, чтобы не нарушать начальное положение калибра и вала. Контроль параметров шлицевого вала производят путем установки в другие окна калибра концевых мер длины 4, размер которых выбирают равным вели«{ине зазора между окном и шлицем вала. Таким образом, учитывая размер концевых мер длины и размер OKtm калибра, можно осуществить контроль толшины шлицев, расположения шлицев относительно оси вала и разношаговости шлицев.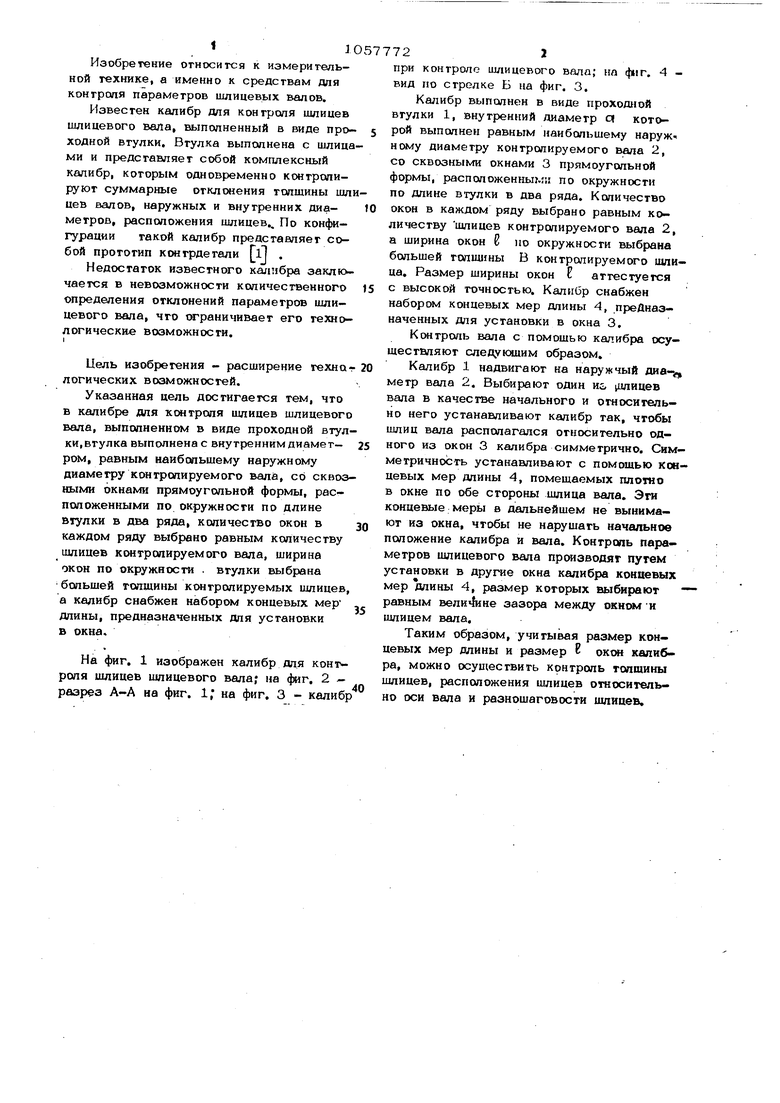
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для комплексного контроля параметров шлицевой втулки, центрируемой по отверстию | 1991 |
|
SU1810737A1 |
| Способ обработки шлицевых отверстий | 1986 |
|
SU1324832A1 |
| Калибр-пробка, предельная для контроля внутренних шлицев эвольвентного профиля детали | 1989 |
|
SU1640517A1 |
| ШЛИЦЕВОЕ УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИЦЕВОГО УСТРОЙСТВА | 2012 |
|
RU2499652C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ НАРУЖНЫХ ШЛИЦЕВ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2469834C1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ НАРУЖНЫХ ЩЛИЦЕВ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2479408C2 |
| ДАТЧИК КРУТЯЩЕГО МОМЕНТА ВАЛА | 2003 |
|
RU2244274C1 |
| ФРЕЗЕРНЫЙ ИНСТРУМЕНТ ДЛЯ ВЫРЕЗКИ ОКНА В ОБСАДНОЙ КОЛОННЕ СКВАЖИНЫ | 2012 |
|
RU2499881C2 |
| Калибр-кольцо для контроля шлицевых валов | 1983 |
|
SU1095025A1 |
| СПОСОБ ОБРАБОТКИ ПРОФИЛЯ ЗУБЬЕВ ШЛИЦЕВЫХ ПРОТЯЖЕК | 2015 |
|
RU2586185C1 |
КАЛИБР ДЛЯ КОНТРОЛЯ ШЛИЦЕВ ШЛИЦЕВОГО ВАЛА, выполненный в виде проходнЫ( втулки, огличаюш и и с я тем, что, с целью расширения технопогических возможностей, втулка выполнена с внутренним диаметром, равным наибольшему наружному диаметру контроч лируемого вала, со сквозными окнами прямоугольной формы, расположенными по (жружности по длине втулки в два ряда, количество окон в каждом ряду выбрано равным количеству шлицев контролируемого вала, ширина окон по окружности втулки выбрана большей толщины контролируемых шлицев, а калибр снабжен наб()ом концевых мер длины, предназначенных для установки в окна. 9
Вид Б
fPua.
