(54) РЕЗЬБОНАКАТНОЙ ИНСТРУМЕНТ


| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ НАКАТЫВАНИЯ РЕЗЬБЫ | 2007 |
|
RU2354487C1 |
| Резьбонакатной инструмент | 1983 |
|
SU1186339A2 |
| СПОСОБ ФОРМИРОВАНИЯ НАКАТКОЙ РЕЗЬБЫ НА СТЕРЖНЕВЫХ ИЗДЕЛИЯХ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2098240C1 |
| СПОСОБ ФОРМИРОВАНИЯ НАКАТКОЙ РЕЗЬБЫ НА СТЕРЖНЕВЫХ ИЗДЕЛИЯХ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2179490C2 |
| Инструмент для накатывания резьб | 1986 |
|
SU1565564A1 |
| Инструмент для накатывания резьбы | 1987 |
|
SU1704894A1 |
| ИНСТРУМЕНТ ДЛЯ НАКАТЫВАНИЯ РЕЗЬБЫ | 1996 |
|
RU2096121C1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РЕЗЬБОВОГО ПРОФИЛЯ | 2003 |
|
RU2244616C1 |
| ИНСТРУМЕНТ ДЛЯ НАКАТКИ КРУПНОЙ РЕЗЬБЫ НА СТЕРЖНЕВЫХ ИЗДЕЛИЯХ | 2007 |
|
RU2336140C1 |
| Способ накатывания цилиндрической резьбы | 1987 |
|
SU1763075A1 |
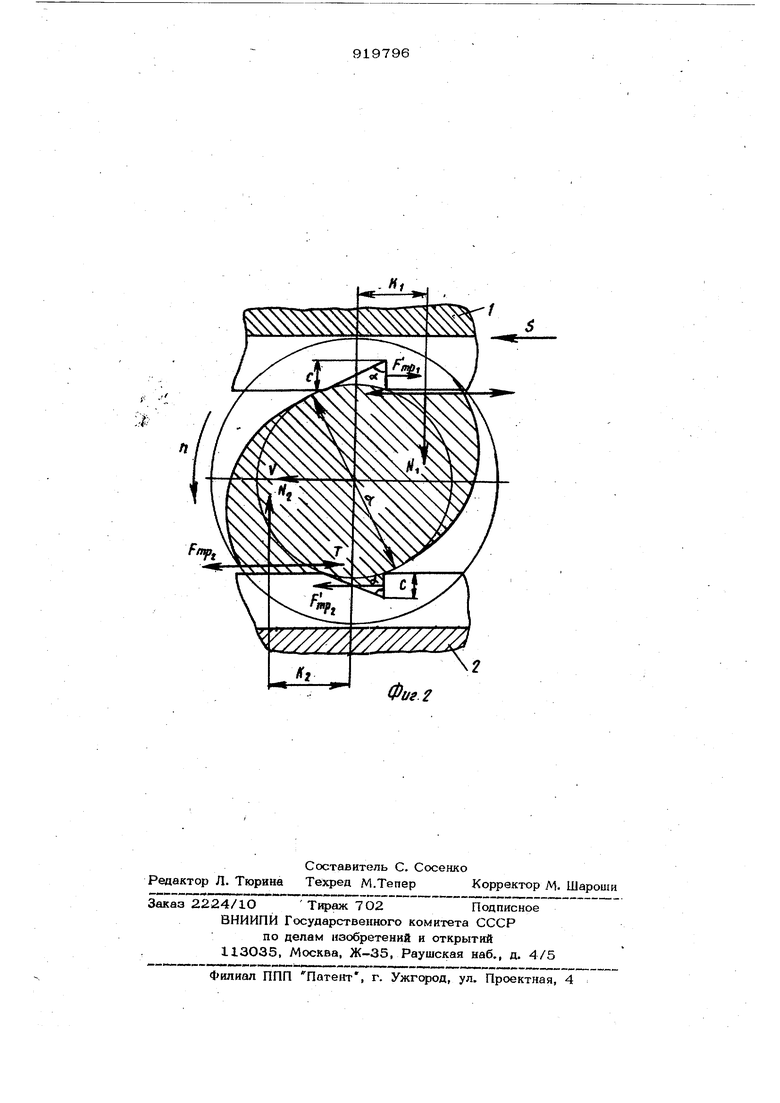
Изобретение относится к обработке металлов давлением, в частности к нака тыванию резьбы, я может быть использовано при накатывании наружных резьб плашками. Известны резьбонакатные плашки с подшлифованным по высоте профилем рез бообразующих ниток на заборном участ- ке 1. Недостатком указанных плашек являе ся то, что в начальной стадии образован . резьбы контакт металла с максимально притупленным профилем резьбообразукущих ниток значительно больше, чем по б ковым его сторонам. Такое условие кон такта металла по вершинам и боковым сторонам резьбообразующих ниток ив обеспечивает надежного сцепления иакатываемой детали с инструментом, что приводит к проскальзыванию заготовив относительно инструмента. При наличии проскальзывания снижается стойкость резьбонакатного инструмента и увели- чиваются.затраты времени на его напад- Наибодее блаакйм к язо етевшо техническим решением являются резьбона- катные плашки, на з сфных участках которых выпсщнены поперечные канавки треугольной формы, 1ф1пем треугольник равнобедренный, основание его совпадает с поверхностью заветной части плашек, а угол пря верогане 9О 12 . При перекатывания заготовки подвижной плашкой относительно неподвижной с известной формой попоенных канавок сила от давления металла на сторону поперечной канавки, расположенной правдр оси симметрии под углом 45 к рабочей части заборного участка неподвижной плашки, раскладывается на радиальную и тангенциальную, составляющие. При этом тангешиальная составляющая сипа совпадает с нащзавлением сил трения я .. способствует качению заготовки, а радиальная составляющая совпадает с нор мальной силой давления инструмента на .3.Й заготовку и препятствует ее качению. Следовательно, тангенциальная составляющая силы от давления металла.на сторону поперечной канавкисовместно с силами трения увеличивают общий крутящий момент, способствующий перекатыванию заготовки без скольжения относительно инструмента, а радиальная составляющая, совпадающая по направлению с действием нормальных сил давления инстр мента на заготовку, увеличивает крутящий момент, хфепятствуюший ее перекатыванию относительно плашек. При таком распред лении сил и крутящих моментов полностью не устраняется явление проскальзывания заготовки относительно плащки, поэтому, в данном случае может иметь место срезание металла, заполнившего поперечную канавку. Цель изобретения - повышение стойкости инструмента путем устранения явления проскальзывания заготовки относ тельно инструмента. Поставленная цепь достигается тем, что В резьбонакатном инструменте, содержащем неподвижную плашку и плашку установленную с возможностью возвратно поступательного движения, на заборных участках которых выполнены поперечные канавки, имеющие треугольную форму в осевом сечении, одна из боковых поверхнос тей каждой канавки выполнена перпевдикупарно поверхности заборного участка, а др гая расположена под углом в направлении поступательного движения плашки. На фиг . 1 изображены плашки, про-, дольное сечение; на фиг. 2 - схема накатывания резьбы. Комплект резьбонакатного инструмента состоит из Подвижной 1 и неподвижной 2 плашек. Плашки имеют заборный 3 колибрующий 4 и сбрасьшающий 5 участки. На заборном участке плашек в-ыполнены поперечные канавки 6 треугольной формы. Сторона а треугольной канавки перпендикулярна рабочей поверхности заборного участка, а сторона 6 развернута в направлении рабочего хода. Пере. сечение сторон а и 6 образует угол . 1ФИ вершине j3 . -Поперечные канавки на заборной части плашек расположены с шагом 7, который в зависимости от диаметра накатываемой резьбы выбирают равным 2,5-3,2 мм. Глубину поперечных канавок в зависимости-от диаметра накатываемой рвзьбы выбирают равной 0,30,4 мм. Угол при вершине поперечной канавки 3 60°. 6 Резьбонакатной инструмент работает следующим образом. При рабочем ходе S подвижной плашки 1 заготовка 3 подается в зону накатывания. Резьбообразующие нитки на заборных участках 3 подвижной 1 и не подвижной 2 плашек постепенно внедряются в тело заготовки, сообщая ей вращение п и поступательное перемещение О относительно инструмента за счет сил трения. При рабочем ходе подвижной плащки возникает касательная сила Т, которая воздействует на заготовку с силой . Со стороны неподвижной плашки на заготовку дей ствует сила трения . Обе силы трения зависят от величины нормальных сил NI и NI и коэффициентов тренияf и г заготовки об подвижную и неподmpiвижную плашКи, гпрг 2 ij.- Нормальные силы Ni и Мз. дей-. Ni ствуют на расстоянии К и Kj. от вертикальной оси симметрии заготовки. Моменты этих с илпрепятствуют перекатыванию заготовки относительно инструмента под действием момента от касательных сил Т. Заготовка может перекатываться без скольжения относительно инструмента, если момент силы трения больше суммы моментов нормальных сил, т.е. М i F -mp.,d М NI К + М Kj и сохраняется. условие Fmp Fmo-j Т. При Fnnp, М K + . HI заготовка не вращатся а инструмент начинает скользить по обрабатываемой детали. Явление гфоскальзывания инструмента относительно заготовки устраняется за счет наличия поперечных канавок 6 федлагаемой формы: Сторона о поперечной канавки расположена перпендикулярно рабочей поверхности заборного участка инструмента и препятствует скольжению металла заготовки в направлении, противоположном ее вращению. А, сторона S , развернутая в направлении рабочего хода подвижной плашки, способствует заполнению поперечной канавки металлом обрабатываемой заготовки. Давление металла заготовки на сторону а поперечной канавки создает дополнительные силы трения и Fmp, которые перпендикулярны стороне а поперечной канавки и совпадают с направлением действия силы трения Frripr Это приводит к лучшим условиям перекатывания заготовки подвижной плашкой относительно неподвижной и устранает явление проскальзывания заготовки относительно подвижной плашки. Это улучшает условия перекатьшания обрабатываемой детали относительно неподвижной 1Йашки и устраняет ее-проскальзывание относительно инструмента. Расположение стороны а попере 1ВО канавки перпендикулярно рабочим заборным участкам инструмента, а стороны в развернутой в -направлении рабочего ход на пЬдв{1жной плашке, позволяет устрашг явление проскальзывания заготовки относительно инструмента за счет увеличения крутящего момента М , создаваемого суммой пар сил трения Fnop и F тпр. при неизменном значении момента трения качения М . Условие вращения заготовки при наличии поперечных канавок выражается следующим образом: М;-Г-трЙ5-п Р 3- С)М2- NiKi- NiK2. Предложенный фезьбонакатной инструмент испытан в производственных условиях при накатывании резьбы М8-М2О на деталях из стали 15КП, 30, 35, 4Q, 40Х. Поперечные канавки плашек выполнены, по следующим геометрическим па- раметрам: с шагом равным 2,5-3,2 мм,глубиной С равной 0,3-О,4 мм и с угяяв при вершине равным бО. Испытанию подвергалась партия инструмента в количестве 18 комплексов. Стойкость предполагаемого инструмента превысила стойкость известного на 30% Суммарный экономический эффек:т по предварительным расчетам от 1д}имененнй предлагаемого резьбонакатного инструмента составляет 21ОО р. Формула изобретения Резьбонакатной инструмевг, соцержащий неподвижную плаМку, и плашку, . установленную с возможностью возвр тиЬт поступательного движения, на заборных участках которых выполнены поперечные канавки, имеющие треугольную ферму в осевом сечении, отличающийс я тем, что, с целью повьоиения стойкости инструмента, одна из боковых поверхностей каждой канавки выполнена перпендикулярно поверхности заборного участка, а другая расположена под углом в направлении поступательного движения плашки. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 63681, кл. В 21 Н 3/О6, ЗО.О6.44. 2.Басе И. 3. Накатывание резьбы и новая reoMetpaH накатного инструмента. Л1аи1гиз 1949i с. 37 (прототип).
г/г/
J:
