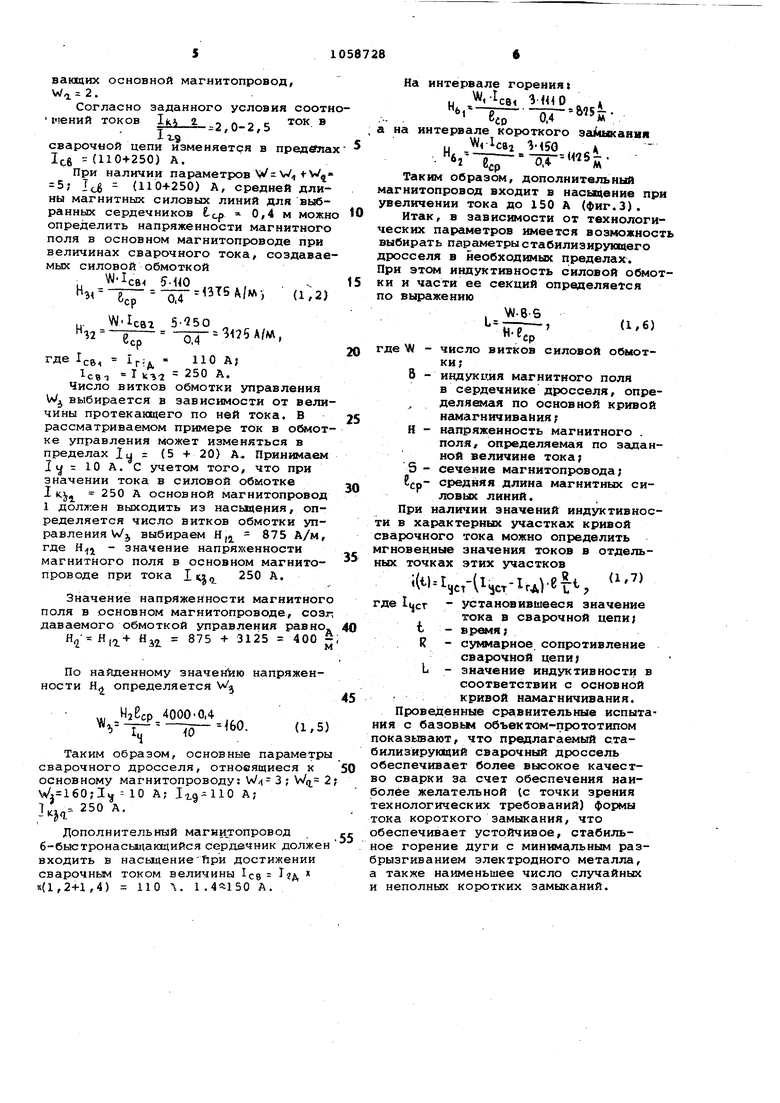
Изобретение относится к сварочны технологическим процессам и может быть использовано для сварки постоянньм током с короткими замыканиями дугового промежутка. Известно устройство, содержащее магнитопровод с намотанными на нем силовой обмоткой и секционированной обмоткой управления которая обеспе чивает регулирование фронтов тока в широких пределах при замыкании ее накоротко или на регулировоч ное устройство, соединенной последо вательно с обмоткой ij . Основньм недостатком известного устройства является отсутствие возможности регулирования амплитуды тока короткого замыкания независимо от длительности короткого замыкания что ухудшает перенос электродного металла, увеличивает его разбрызгивание и отрицательно сказывается на качестве процесса сварки. Известно устройство, содержащее магнитопровод с намотанныиси на а&л силовой обмоткой и обмоткой управле ния, которая через низкоомное сопротивление подключена к источнику постоянного тока- 2J . Недостатком указанного устройств являетсяТакже отсутствие возможност регулирования ампдитуды тока коротко замыкания независимо от длительност короткого замыкани9,что ухудшает качество сварки. Наиболее близким к изобретению я ляется устройство, содержащее магнитопровод с силовой обмоткой, включенной в сварочного цепь, и обмоткой управления, в цепь которой включено регулировочное устройство, причем обмотка управления через упс 4янутое устройство подключена к источнику постоянного тока Сз ., Основным недостатком данного уст ройства является то, что оно не обеспечивает оптимальной форкы тока короткого замыкания, а также создает большие пульсации тока и напряжения на интервале горения дуги, что значительно укудшает качество сварки. Цель изобретения - повышение качества сварки за счет уменьшения разбрызгивания электродного металла при оптимальной кривой тока короткого замыкания. Поставленная цель достигается тем/, что стабилизирумций сварочный дроссель для сварки постоянньи током с периодическими короткими замы каниями, содержаиций магнитопровод с размещенньми на нем силовой обмотко и обмоткой управления, включеиньми встречно, снабжен быстронасыдающимся сердечником, который изолирован от магнитопровода и введен в часть витков силовой обмотки. На фиг.1 изображена схема предлагаемого дросселя; на фиг. 2 - xapaK-t терные осциллограммы тока и напряжения, получаемые при сварке с использованием предлагаемого дросселя; на фиг.З - основная кривая намагничивания сердечника дросселя, имеюшего ВОЗДУ1Т1НЫЙ зазор д - 2 мм, СТ. Э350. Стабилизирующий сварочный дроссель содержит магнитопровод 1 с распoлoжeннIлvfи на нем силовой обмоткой 2 и числом витков W и Wj и обмоткой 3 управления, имеющей число витков Wj , которая через регулировочное устройство 4 подключена параллельно источнику 5 постоянного тока, причем в часть витков силовой обмотки 2введен быстронасыщакщий сердечник 6 - дополнительный магнитопровод, магнитно не связанный с изолированны маг н итопро водом 1. Устройство работает следунадим образом. В процессе сварки на интервале горения дуги через обмотки 2 и 3 протекают токи, которые создают в этих ойротках встречно направленные магнитные потоки. При этом намагни-: чивакщая сила, создаваемая обмоткой 3управления, устанавливается больше намагничивающей силы, создаваемой силовой обмоткой, на величину, которая обеспечивает состояние основного магнитопровода 1 в режиме насыцения. Дополнительный магнитопровод (сердечник 6) при этом находится в ненасыщенном состоянии. Следовательно, индуктивное сопротивление сварочной цепи на данном интервале, в основном, определяется индуктивньм сопротивлением части витков силовой обмотки 2, охватывающей дополнительный магнитопровод 6. За счет этого устраняются пульсации тока и напряжения сварочного выпрямителя, что улучмает эластичность дуги и значи- тельно уменьшает число случайных коротких замыканий, так как скорость нарастания тока короткого замыкания в первой фазе значительно ограничена и выброса электродного металла из сварочной ванны не происходит. На интервале короткого замыкания ток,протекаю1.ий через силовую обмотку 2 увеличивается, что приводит к увеличению н;амагничивающих сил, создаваемых ею в основном 1 и дополнительном б магнитопроводах. При этом число витков силовой обмотки 2 и паргинетры дополнительного магнитопровода 6 выбираются в зависимости от режима сварки, чтошл насыщение его происходило при величине тока (Т) насыцения, превышающем величину горения дуги ( Лгд ) в 1,2+ +1,4 .раза, т.е. I. .. При соблюдении условия (1) ток короткого замыкания возрастает к своему пиковому значению со скорост определяемой величиной индуктивного сопротивления части секций силовой обмотки, охватывающей дополнительный магнитопровод 6i(интервал t.-l фиг. 2), При достижении током короткого замыкания величины, равной току нас щения магнитопровода 6, последний переходит в насыщенное состояние. В результате резко уменьшается инду тивное сопротивление сварочной цепи а скорость нарастения тока короткого замыкания резко увеличивается (интервал t -tj, фиг.2). Увеличение скорости нарастания тока короткого замыкания на интервале -t,j.-t3 (фиг.2 способствует ускорению образования шейки между электроде и каплей расплавленного металла, что позволяет сократить длительность короткого замыкания. При дальнейшем увеличении тока короткого замыкания разность намагничиваюгих сил, создаваемых частью секций силовой обмотки 2, охватываю щей основной магнитопровод 1, и Обмоткой 3 управления, становится меньше намагничивающей силы, удерживающей магнитопровод 1 в несыцени В этот мсмент магнитопровод 1 выходит из насыцения, что приводит к резкому увеличению индуктивного соп ротивления в сварочной цепи и Зс1медлению скорости нарастения тока короткого замыкания. Число секций силовой обмотки 2, охватывающей основной магнитопровод 1, его параметры, а также величина тока в обмотке управления выбираютс исходя из условия кг1 2.0 + 2.5, 2 мгновенное значение тока к роткого замыкания, протека щего через силовую обмотку 2, в момент выхода осно ного магнитопровода 1 из насыцения; ток горения дуги. Величина соотношения (2) выбирается по технологическим соображениям и регулируется в указанных пределах при настройке процесса. В момент разрыва перемычки при уменьшении тока, проходящего по силовой обмотке 2, магнитопровод 1 вновь вх дит в насыщение. При этом сварочный ток резко уменьшает свою величину до момента выхода из насыцения магнитной системы магнитопровода 6. С этого момента ток спадает до тока горения дуги (интервал 14tj ,Фиг.2). Далее процесс повторяется. Особенностью работы предлагаемого стабилизирующего сварочного дросселя является то, что он обеспечивает автоматически необходимое для нормального протекания процесса перераспределение комплекса сил, действующих на каплю и сварочнук ванну. В первой фазе короткого замы-. кания (интервал t,,-t , фиг. 2) создаются благоприятные условия развития контакта капли и ванны, в последующей фазе (интервал t,-1, фиг.2) ускоряется образование шейки перемычки между электродом и каплей к в последней фазе (интервалЬ фиг.2) стабилизируется амплитуда тока короткого замыкания. Все это обеспечивает вормальное протекание npoiecca на интервале короткого замыкания и создает наиболее желат тельную (с точки зрения технологических требований) форму тока короткого замыкания. того, наличие постоянного индуктивного сопротивления на интервале горения ДУГИ обеспечивает устойчивое и стабильное горения дуги. П р и м е р. Производят сварку проволокой СВ-08Г2С диаметрсм 1,2 мм, на средних токах ICB ср -С130+140 А. Vnojv 270 э - Ток горения дуги перед коротким замыканием Icei 110 - сварочной цепи используют стабилизирующий сварочный дроссель по изобретению. Основной и дополнительный магнитопроводы дросселя выполнены из сердечников типа ПЛ25х40х80 СТ Э350. Кривая намагничивания сердечников дросселя В f (Н) определяется либо экспериментально, либо по литературньм данньм КЗ графика фиг.3 видно, что в начале короткого замыкания H H4-Kj HH,6,(1.1) где Н - напряженность магнитного поля в основном магнитопроводе;Нл - напряженность магнитного поля в основном маг-нитопрюводе, создаваемая обмоткой управления;HI- напряженность магнитного поля в основном магнитопро воде, создаваемая силовой обмоткой; Нц.-б- значение напряженности магл нитного поля магнитопроводамй 1 и 6, при котором они входят в насыдение. Зададим число витков, охватывающих основйой и дополнительный магнитопроводы, W( 3, а число витков, охватыванхцих основной магнитопровод, Wo. 2. Согласно заданного условия соот шений токов lLf. i -2,0-2,5 сварочной цепи изменяется в предел 1с.в - (110+250) А. При наличии параметров W 5; Т - (110+250) А, средней дли ны магнитных силовых линий для выб ранных сердечников tcp 0,4 м мож определить напряженности магнитног поля в основном магнитопроводе при величинах сварочного тока, создава мых силовой обмоткой 31 РГГ бТ fcp W-ICBI , 110 А; ICBT I «i-i-i 250 А. Число витков обмотки управления Wj выбирается в зависимости от вели чины протекающего по ней тока. В рассматриваемом примере ток в обмот ке управления может изменяться в пределах Ju (5 +20) А Принимаем 11 10 А, С учетом того, что при значении тока в силовой обмотке 1 к 250 А основной магнитопровод 1 долл:ен выходить из насыцения, определяется число витков обмотки управления Wj выбираем H,j 875 А/м где Н. - значение напряженности магнитного поля в основном магнитопроводе при тока 250 А. Значение напряженности магнитног поля в основном магнитопроводе, соз даваемого обмоткой управления равнО ,+ . 5 + 3125 400 По найденному значен 1ю напряженности Н определяется Wjj НАр, Таким образом, основные параметр сварочного дросселя, относящиеся к основному магнитопроводу: W 3 Wij W} 160;J.,10 А; А; 1,. Дополнительный магни опровод б-быстронасыцакщийся сердечник долже входить в насыцениейри достижении сварочным током величины Ice «А 11(1,2+1,4) 110 Л. 1 . А. На интервале горения: 3««D -&«i. 0.4 а на интервале короткого зайыкавия 1М50 ,«1. Таким образом, дополнительный магнитопровод входит в насыцение при увеличении тока до 150 А (фиг.З). Итак, в зависимости от технологических параметров имеется возможность выбирать параьштры стабилизирующего дросселя в необходимых пределах. При этом индуктивность силовой обмотки и части ее секций опре деляется по выражению где N - число витков силовой обмотки;В - индукция магнитного поля в сердечнике дросселя, определяемая по основной кривой намагничивания; напряженность магнитного . поля/ определяемая по заданной величине тока; 5 - сечение магнитопровода; Ej-p- средняя длина магнитных силовых линий. При значений индуктивности в характерных участках кривой сварочного тока можно определить мгновенные значения токов в отдельных точках этих участков ;(tl-I -{1 -Т . ПЧ-1-ijCT V-jCT irAlK L где Цсг 2д;;тановившееся значение тока в сварочной цепи; время; суммарное сопротивление свароч юй цепи; значение индуктивности в соответствии с основной кривой Нс1магничивания. Проведенные сравнительные испытания с базовьм объектом-прототипом показывают, что предлагаемый стабилизирующий сварочный дроссель обеспечивает более высокое качество сварки за счет Обеспечения наиболее желательной (с точки зрения технологических требований) формы тока короткого замыкания, что обеспечивает устойчивое, стабильное горение дуги с минимальным разбрызгиванием электродного металла, а также наименьшее число случайных и неполных коротких замыканий.
l
Х-И
1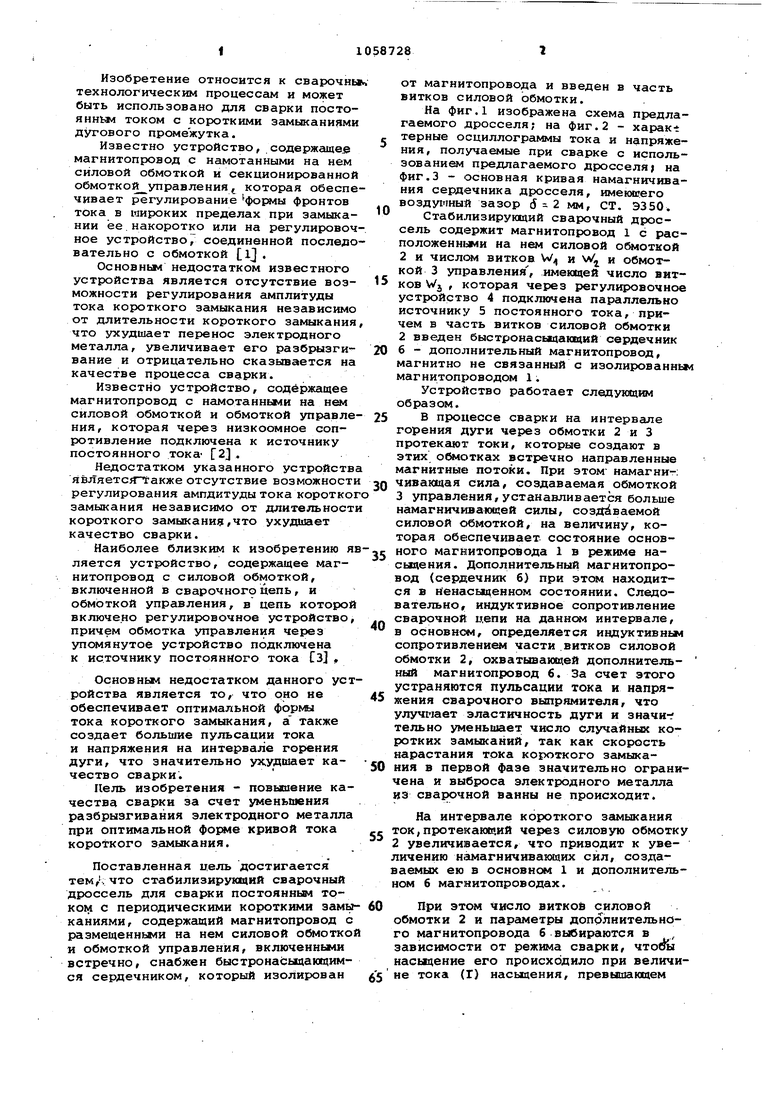

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для стабилизации сварочного тока при сварке постоянным током с периодическими короткими замыканиями | 1981 |
|
SU1087282A1 |
| СИНЕРГЕТИЧЕСКИЙ СВАРОЧНЫЙ ДРОССЕЛЬ | 1992 |
|
RU2041037C1 |
| Синергетический сварочный дроссель Сагирова | 1991 |
|
SU1811455A3 |
| СПОСОБ ВОЗБУЖДЕНИЯ СВАРОЧНОЙ ДУГИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2011493C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1996 |
|
RU2095210C1 |
| Сварочный аппарат | 1991 |
|
SU1835092A3 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ (ВАРИАНТЫ) И СПОСОБ ИЗГОТОВЛЕНИЯ ЕГО МАГНИТОПРОВОДА | 2001 |
|
RU2198078C1 |
| СПОСОБ ВОЗБУЖДЕНИЯ ЭЛЕКТРИЧЕСКОЙ ДУГИ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2155120C1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 1996 |
|
RU2141888C1 |
| Устройство для дуговой сварки на постоянном токе | 1979 |
|
SU946837A1 |
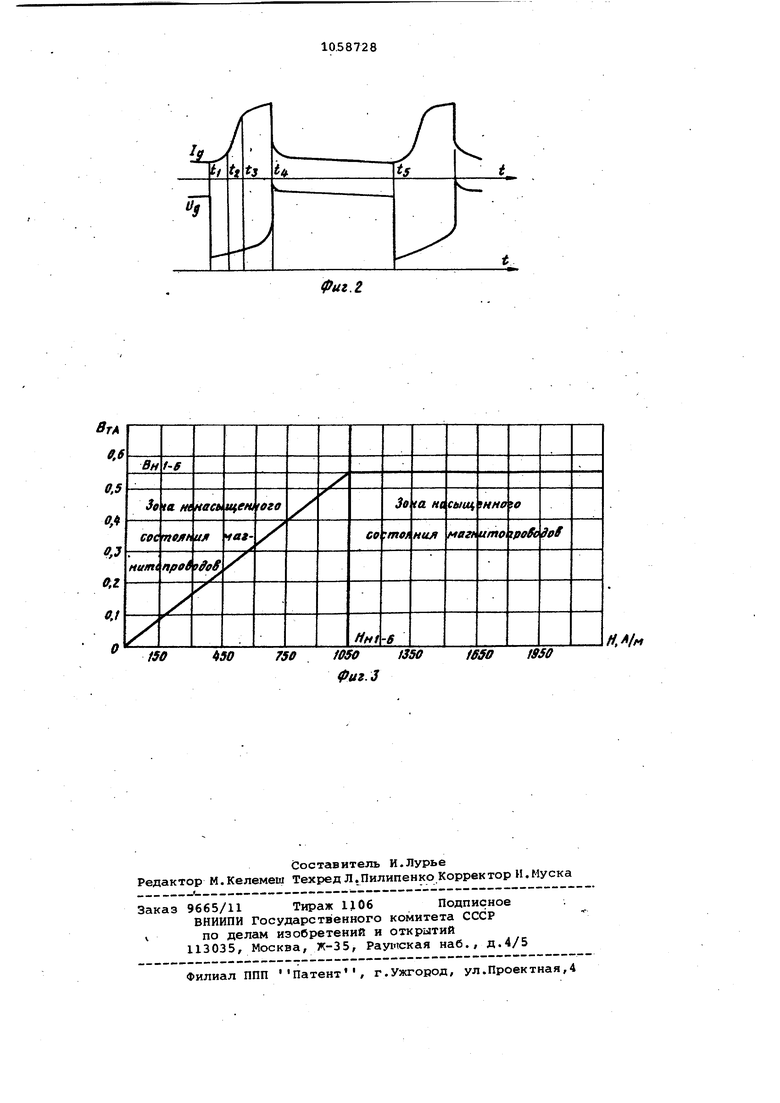
СТАБИЛИЗИРУЮ1Т.ИЙ СВАРОЧНЫЙ ДРОССЕЛЬ для сварки постоянным током с периодрпескими .короткими замыканиями, содержащий магнитопровод с размешенными на нем силовой обмоткой и обмоткой управления, включенными встречно, отличающийся тем, что, с целью повышения качества сварки за счет уменьшения разбрызгивания металла при оптимальной форме кривой сварочного тока, он снабжен быстро нас ыцакхцимся. сердечником, который изолирован от магнитопровода и введен в часть витков силовой обмотки.
0Ul.i
ISOttSO750 W501350
Фиг.З
Н.Л/М
teso I9SO
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СТАБИЛИЗИРУЮЩИЙ СВАРОЧНЫЙ ДРОССЕЛЬ | 0 |
|
SU209603A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
