Известные сварочные дроссели не позволяют iB :широ,ких пределах регулировать форму фронтов тока без прерывания сварки.
Предложен стабилизирующий сварочный дроссель, на магнитопровод которого дололНительно намотана секционированная обмогка управления, обеспечиваюш,ая регулирование формы фронтов тока в широких пределах При замыкании ее накоротко или на регулировочное устройство, соединенное последовательно с обмоткой.
Благодаря такому вьгполнению дросселя повышается качество сварки путем обеспечения требуемой динамической характеристики И настройки на заданный режим сварки.
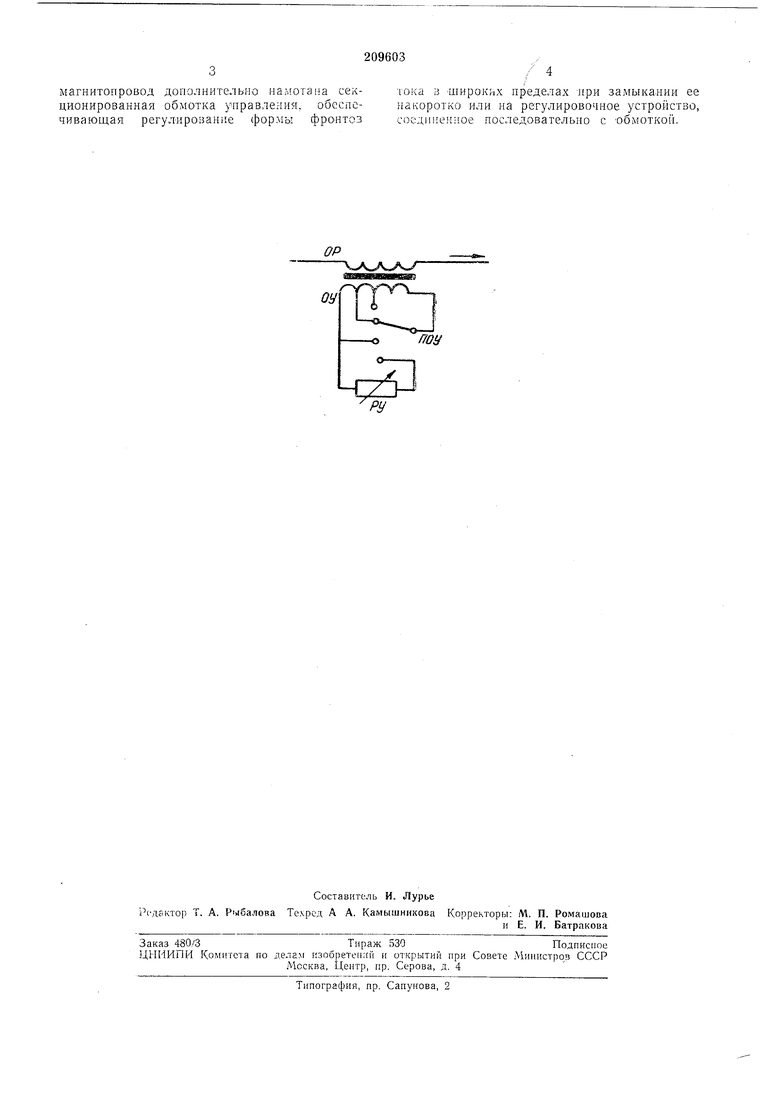
На чертеже .приведена схема дросселя.
Дроссель состоит из магнитной .системы с двумя обмотками - рабочей ОР и обмотки управления ОУ. Рабочая обмотка обтекается сварочным током и намотана из прОВода большого сечения, а обм.отка управления - из провода меньшего сечения и относитель.но невелика по объему и габаритам. Обмотка управления «меет отпайки, переключаемые переключателем ПОУ.
Для регулирования обмотка управления замыкается накоротко или на цепь РУ, состоящую из изменяемой по величине индуктивности, активного сопротивления, емкости.
полупроводниковых вентилей или сочетания этих элементов.
Принцип действия дросселя основан на явлении электромагнигного демпфирования. Та.кое демпфирование дает уменьшение индуктивности рабочей обмотки в начале лереходного процесса в больших пределах. Разница в крутизне фронтов тока значительна в течение про.межутка времени до 0,01 сек, что
намного превосходит продолжительность короткого за.мыкания лри .мелкокапельном процессе переноса металла.
С помощью описываемо.го дросселя можно получить, кроме того, широкое изменение
формы фронтов тока, зависящей от магнитной связи меледу рабочей обмоткой и обмоткой управления, соотношения числа их витков и величины активного сопротивления, индуктивности или емкости, на которые включается обмотка управления.
Предмет изобретения
Стабилизирующий сварочный дроссель для сварки постоянным током с периодическими
короткими замыканиями, содержащий магнитопро-вод с .намотанной на нем силовой обмоткой, отличающийся тем, что, с целью повышения качества сварки за счет обеспечения требуемой динамической характеристики и
магнитопровод дополнительно намотана секционированная обмотка управления, обеспечивающая регулирование формы фронтоз
тока в Широких пределах при замыкании ее накоротко или па регулировочное устройство, соединенное последовательно с -обмоткой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стабилизирующий сварочный дроссель | 1982 |
|
SU1058728A1 |
| РОСТОВСККЙ институт СеЛЬСК©ХОЗЙЙ?ТВ€й1ШГд | 1973 |
|
SU407675A1 |
| Устройство для стабилизации сварочного тока при сварке постоянным током с периодическими короткими замыканиями | 1981 |
|
SU1087282A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ (ВАРИАНТЫ) И СПОСОБ ИЗГОТОВЛЕНИЯ ЕГО МАГНИТОПРОВОДА | 2001 |
|
RU2198078C1 |
| СИНЕРГЕТИЧЕСКИЙ СВАРОЧНЫЙ ДРОССЕЛЬ | 1992 |
|
RU2041037C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ НАСТРОЙКИ ДУГОГАСЯЩЕГО РЕАКТОРА | 2012 |
|
RU2508584C1 |
| Стабилизирующий дроссель для сварки в защитных газах | 1978 |
|
SU791485A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1992 |
|
RU2053072C1 |
| ТРАНСФОРМАТОР ДЛЯ ДУГОВОЙ РЕЗКИ И СВАРКИ | 1992 |
|
RU2041038C1 |
| Сварочный аппарат | 1991 |
|
SU1835092A3 |