Изобретение относится к измерительной технике и может быть использовано для измерения геометрических размеров, например, толщиHbt различных изделий в машиностроении, металлургии и другах отраслях промышленности.
Известен способ измерения толщины изделий, заключающийся в том, что о толщине изделия судят по времени расц)остранения в ием ультразвуковых колебаний путем прозвучивания его под углом к поверхности Щ.
Недостатком этого шособа является низкая точность измерений, обусловленная тем, что при определении времени распространения ультразвука не учитьюается задержка в контактных слоях смадки и материале призм ультразвуковых преобразователей. Наиболее близким по технической сущности к изобретешпо является ультразвуковой контактный способ определения толщины изделий, заключающийся в том, что прербразовалгелем УЗК возбуждают через слой контактной жидкости в изделии под углом к его поверхности импульс ультразвуковых колебаний и/вдентичным вторым преобразователем УЗК принимают через слой контактной жидкости на той же поверхности изделия отражеиный от противоположной . поверхности ультразвуковой импульс il.
I
Недостатком известного способа является низкая точность определения толщины изде-. ЛИЯ, обусловленная тем, что не учитывается .задержка ультразвука в контактных слоях смазки и материале призм преобразователей.
Целью изобретения является повышение точности определения толщины изделий.
Цель достигается тем, что согласно ультразвуковому контактному способу определения толщины изделий, заключающемуся в том,что преобразователем УЗК возбуждают через слой контактной жидкости в изделии под углом к его поверхности импульс ультразвз овых колебаний и идентичным вторым преобразователем УЗК принимают через слой контактнсй жидкости на той же поверхности изделия отраженный от противоположной поверхности ультразвуковой импульс, размещают иа противоположной поверхности изделия в точке прихбда донного импульса такой же идентичный третий препреобразователь. УЗК, принимают им донный 1ашульс, в момент приема последнего запускают счетчик времени, останавливают его в момент приема вторым преобразователем УЗК отраженного от противоположной поверхности изделия ультразвукового импульса и по зафиксированному счетчиком времеии, соответствующему времени прохождения ультразвуко-. вого импульса от одной поверхности изделия к другой, определяют толщину последнего.
На чертеже приведена схема устройства для реализадии ультразвукового контактного способа определения толщниы изделий.
Устройство содержит синхронизатор 1, е подключенные к нему формирователи 2 и 3 и генератор 4 зондирующих импульсов, излучающий преобразователь 5 УЗК, подключенный к его выходу, приемные преобразователи 6 и 7 УЗК, соединенные с ними соответственно
Q усилители 8 и 9, выходы которых подключены к вторым входам соответствующих формирователей 2 и 3, счетчик 10 времени, подключенный к выходам фррмирователей 2 и 3, и блок И р(;гулировкн амплитуды, включен5 ный между выходом усилителя 8 и вторым входом усилителя 9.
Ультразвуковой контактный способ опре; деления толщины изделий заключается в следующем.
Q Покрывают противоположные поверхности изделия 12 соответственно слоями 13 и 14 кoиtaктнoй яовдкости.
На поверхность контролируемого изделия 12, покрытуиэ слоем 13 коитактной жидкости,
5 уста1{авливают излучающий преобразователь 5 УЗК для иаклошюго ввода ультразвуковых колебаний. Воз(5уждают излучающий преобразователь 5 УЗК г(5нерятором 4 зондируййдах импульимпульсов, запуском которого управляет син. хронизатор 1. Прием прошедшего через слой
13контактной жидкости, изделие 12 и слой
14контактной жидкости импульса УЗК осуществляют приемным преобразователем 6 УЗК, которьш размещают на противоположной поверхности изделия в точке прихода донного
5 импульса.
Аналогичный приемный преобразователь 7 УЗК устанавливают на поверхности изделия 12, с которой производится излучение импульса УЗК в точке прихода отраженного от противоположной поверхности изделия 12 импульса УЗК.
Воспринимаемые приемными преобразователями 6 и 7 УЗК сигналы усиливают соответст- вующими усилителями 8 и 9 и селектируют соответствующими формирователями 2 и 3 для обеспечения надежной работы счетчика 10 времени. При этом запуск счетчика |0 времени производят импульсом с выхода формирователя 2, а остановку - импульсом с выхода формирователя 3, и по зафиксированному счегга.ком 10 времени временио|у|у интервалу прохождения ультразвукового импульса от одной поверхности изделия 12 к другой определяют толщину последнего. Импульсы с выхода усилителя 8 поступают на блок 11 регулировки амплитуды, в котором производится формирование управляющего сигнала для регулировки чувствительности усилителя 9 таким образом.
310594214
гто0ы амплитуда импульсов на его выходе .стеднем, соответствует времени прохождения
была равна амплитуде импульсов на выходеультразвукового импульса от одной поверхно«
усилителя 8. В процессе изМ ерення производит-ти изделия 12 к противоположной, ся автоматическая компенсащм акустических
задержек в слоях 13 и 14 контактной жидкое- j Таким образом, устранение влияния акустити и в призмах преобразователей 5-7 УЗК,яеских задержек в слоях контактной жидкостак как время, зафиксированное счетчиком 10тн и призмах преобразователей УЗК позволяет
времени, по которок определяют толщинуповысить точность определения толщины издензделия с учетом скорости ультразвука в по-лий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения толщины изделий | 1980 |
|
SU934221A1 |
| СПОСОБ И УСТРОЙСТВО КОНТРОЛЯ УРОВНЯ ЖИДКИХ СРЕД С СИГНАЛИЗАЦИЕЙ НАЛИЧИЯ АКУСТИЧЕСКОГО КОНТАКТА МЕЖДУ ИЗЛУЧАТЕЛЕМ И ПРИЕМНИКОМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ И ПОВЕРХНОСТЯМИ СТЕНОК РЕЗЕРВУАРА | 2008 |
|
RU2378624C2 |
| Устройство для измерения времени распространения ультразвука | 1980 |
|
SU932274A1 |
| Ультразвуковой толщиномер | 1989 |
|
SU1670401A1 |
| СПОСОБ ИЗМЕРЕНИЯ ТОЛЩИНЫ ИЗДЕЛИЯ С ПОМОЩЬЮ УЛЬТРАЗВУКОВЫХ ИМПУЛЬСОВ | 2003 |
|
RU2231753C1 |
| УЛЬТРАЗВУКОВОЙ ТОЛЩИНОМЕР | 2001 |
|
RU2185600C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ФИЗИКО-МЕХАНИЧЕСКИХ ХАРАКТЕРИСТИК ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2214590C2 |
| УЛЬТРАЗВУКОВОЙ СПОСОБ ИЗМЕРЕНИЯ ТОЛЩИНЫ ИЗДЕЛИЯ | 2009 |
|
RU2442106C2 |
| Способ ультразвукового контроля многослойных изделий | 1988 |
|
SU1527576A1 |
| УЛЬТРАЗВУКОВОЙ ТОЛЩИНОМЕР | 2002 |
|
RU2225592C1 |
УЛЬТРАЗВУКОВОЙ КОНТАКгаЫЙ СПОСОБ ОПгеДЕЛЕ(ШЯ ТОЩИНЫ ИЗДЕЛИЙ, заключающийся в том, что 1феобразователем ультразвуковых колебаний (УЗК) возбуждают через слой контактной жидкости в 83Д|епин под углом к его поверхяосш импульс ультразвуковых колебаний и идентафым вкфым преобразователем УЗК принимают через спои KOHTUCTHcS жидкости на же noJeepxHocra изделия отраженный от протквополржнс поверхности ультразвуковой импульс, о т л и ч а ю щ и и с я тем, что, с целью повышения точности определения за счет исключения вяияння акустаческих задержек в контактных спрях и пргамах 1фео 1азователей УЗК, размешают на пропшоположвой поверхцостн изделия в точке пртхода даияого 1шпульса такой же иденшчный -третяй йреобразователь УЗК, принимают им дсяиый импульс, в мом приема последнего запускают счетчик вреьфени, останавл1таю1 ею в момент приема вторым преобразсхватепем УЗК отраженЕ мч от противоположис ш) изделия ультразвуксжого импульса и по зафиксированному счетчиком BpeMeraii соответствующему времени прохождения ультрвзвуковснч импульса от одной поверхности изделия к другой, определяют толщину : гаххпеднего. СП ;о 4iik tc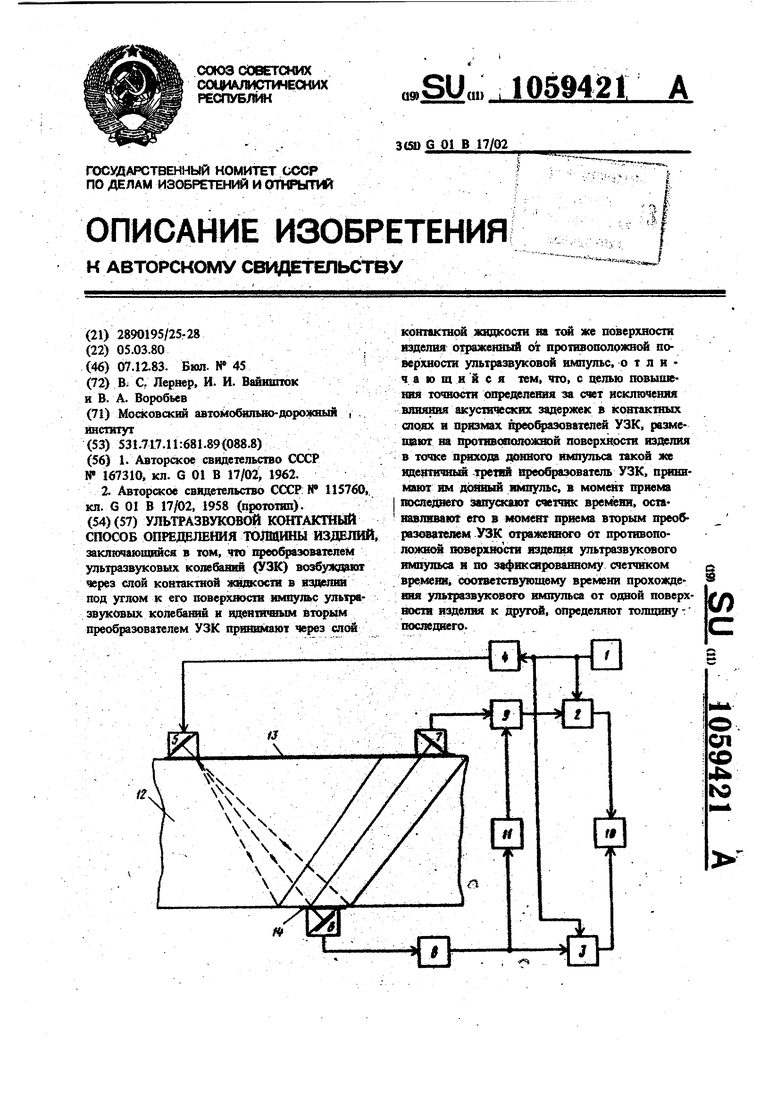
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УЛЬТРАЗВУКОВОЙ СПОСОБ ИЗМЕРЕНИЯ ТОЛЩИНЫИЗДЕЛИЙ | 0 |
|
SU167310A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Ультразвуковой способ измерения толщины и устройство для осуществления этого способа | 1954 |
|
SU115760A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
