1
Изобретение относится к измерительной технике и может быть использовано для измерения геометрических размеров, например, толщины различных изделий в машиностроении, металлургии и других отраслях промышленности.
Известен способ измерения толщины изделий, заключающийся в том, что о толщине изделия судят по времени распространения в нем ультразвуковых колебаний путем прозвучивания его под углом к поверхности Г ОНедостатком этого способа является низкая точность измерений, обусловленная тем, что при определении времени распространения ультразвука не учитывается задержка в контактирующих слоях смазки и материале ультразвуковых преобразователей.
Наиболее близким по технической сущности к изобретению является способ измерения изделий, заключающийся в том, что прозвучивают изделие под
углом к его поверхности, принимают прошедшие через него ультразвуковые сигналы, измеряют время их распространения и учитывают его и скорость распространения ультразвуковых колебаний при определении . толщины 2.
Недостатком этого способа является низкая точность измерений, обусловленная тем, что не учитывается задержка ультразвука в контактирующих слоях смазки и материале призм преобразователей.
Цель изобретения - повышение точности измерений.
Поставленная цель достигается тем, что дополнительно принимают донный сигнал и измеряют время его прихода и по величине временного сдвига принятых сигналов судят о толщине изделия .
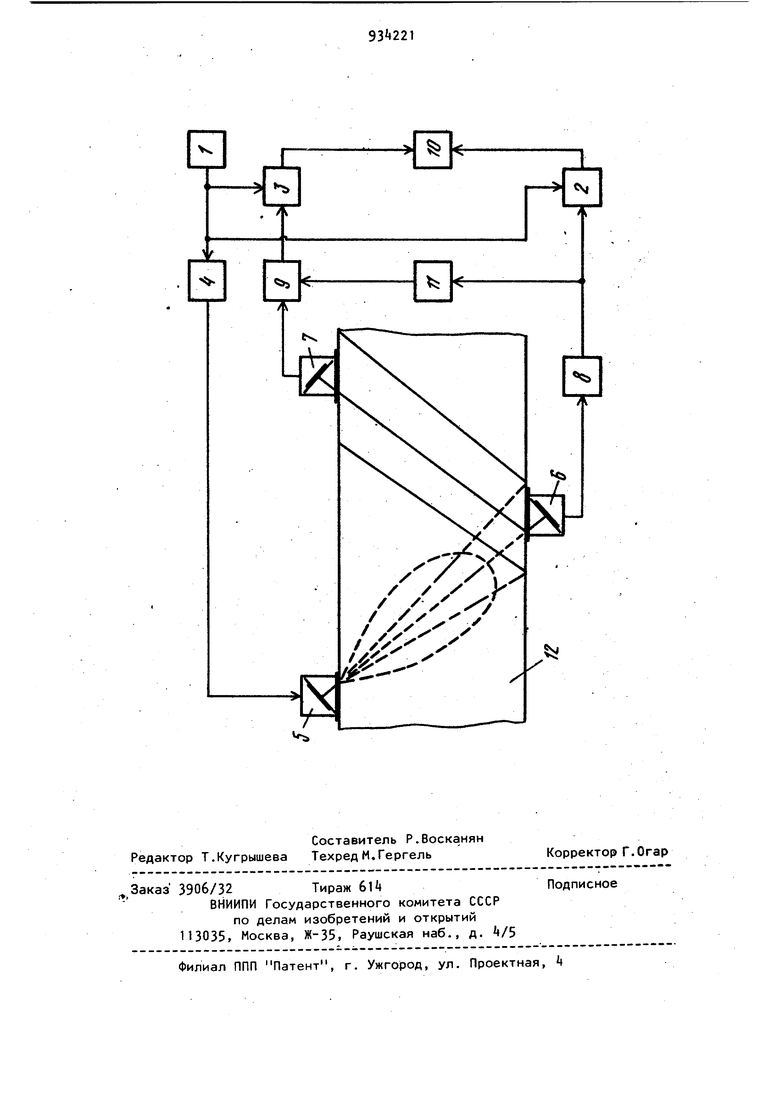
На чертеже приведена схема устройства для реализации способа измерения толщины изделий.
Устройство содержит синхронизатор 1, подключенный к нему формирователи
2и 3 и генератор k зондирующих импульсов, излучающий преобразователь 5, подключенный к его выходу, приемные преобразователи 6 и 7 соединенные с ними соответственно усилители 8 и 9 выходы которых подключены к вторым входам соответствующих формирователей 2 и 3, блок 10 измерения времени, подключенный к выходам формирователей 2 и 3 и блок 11 регулировки амплитуды,, включенный между выходом усилителя 8 и вторым входом усилителя 9.(12 - контролируемое 1зделие).
Способ измерения толщины изделий ; заключается в следующем.
На поверхность контролируемого изделия 12 устанавливают излучающий преобразователь 5 для наклонного ввода ультразвуковых колебаний. Возбуждают излучающий преобразователь 5 генератором k зондирующих импульсов, запуском которого управляет синхронизатор 1. Прием прошедших через изделие колебаний осуществляют приемным преобразователем 6, который устанавливают на противоположной поверхности контролируемого изделия 12. Аналогичный приемный преобразователь 7 устанавливают на поверхности контроли-, руемого изделия 12, с которой производится излучение колебаний таким образом, чтобы он принимал донные си) налы.
Воспринимаемые приемными преобразователями 6 и 7 сигналы усиливают соответствующими усилителями 8 и 9 и селектируют соответствующими формирователями 2 и 3 для обеспечения надежной работы блока 10 измерения времени. При этом запуск блока 10 измерения времени производят импульсом с выхода формирователя 2, а остановку - импульсом с выхода формирователя
3и, таким образом, определяют величину временного сдвига между сигналами, принятыми преобразователями 6 и 7. Импульсы с выхода усилителя 8 поступают на блок 11 регулировки амплитуды, в котором производится формирование управляющего сигнала для регулировки чувствительности усилителя 9 таким образом, чтобы амплитуда импульсов на его выходе была равна амплитуде импульсов на выходе усилителя 8. В процессе измерения производится автоматическая компенсация задержек в контактных слоях смазки и в призмах ультразвуковых преобразователей, так как время распространения ультразвуковых колебаний, по которому судят о толщине изделия с учетом скорости ультразвука в нем, определяется таким образом, чтобы
задержка в призме 1 приемного преобразователя 6 и его контактирующем слое.с поверхностью контролируемого изделия 12 вычиталась из задержки в призме приемного преобразователя 7 и его слое
контактирующей смазки с поверхностью контролируемого изделия 12.
Устранение влияния задержек в контактных слоях смазки и материале призм ультразвуковых преобразователей
позволяет повысить точность измерения толщины изделий.
Формула изобретения
Способ измерения толщины изделий, заключающийся в том., что прозвучивак т изделие под углом к его поврехности, принимают прошедшие через него ультразвуковые сигналы, измеряют время их распространения и учитывают его и скорость распространения ультразвуковых колебаний при определении толщины, отличающийся тем, что, с целью повышения точности измерений, дополнительно принимают донный сигнал и измеряют время его прохода и по величине временного сдвига принятых сигналов еудят о толщине изделия.
Источники информации, 5 принятые во внимание при экспертизе
1. Авторское свидетельство СССР tP 167310, кл. G 01 В 17/02, 1965.
2. Авторское свидетельство СССР № 115760, кл. G 01 В 17/02, 1958 (прототип).
е
/ / X
/ Л
/ /х х
/ /X
t:

| название | год | авторы | номер документа |
|---|---|---|---|
| Ультразвуковой контактный способ определения толщины изделий | 1980 |
|
SU1059421A1 |
| Устройство для измерения времени распространения ультразвука | 1980 |
|
SU932274A1 |
| СПОСОБ ИЗМЕРЕНИЯ СРЕДНЕГО РАЗМЕРА ЗЕРНА МАТЕРИАЛА ПОВЕРХНОСТНЫМИ АКУСТИЧЕСКИМИ ВОЛНАМИ | 2007 |
|
RU2350944C1 |
| Ультразвуковой способ контроля толщины изделий | 1987 |
|
SU1569534A1 |
| СПОСОБ ИЗМЕРЕНИЯ ТОЛЩИНЫ ИЗДЕЛИЯ С ПОМОЩЬЮ УЛЬТРАЗВУКОВЫХ ИМПУЛЬСОВ | 2003 |
|
RU2231753C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СТРУКТУРЫ МАТЕРИАЛА | 2010 |
|
RU2442154C1 |
| СПОСОБ ИЗМЕРЕНИЯ ФИЗИКО-МЕХАНИЧЕСКИХ ХАРАКТЕРИСТИК МАТЕРИАЛА ЛИСТОВОГО ПРОКАТА | 2002 |
|
RU2224249C2 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СРЕДНЕГО РАЗМЕРА ЗЕРНА МАТЕРИАЛА ДВИЖУЩЕГОСЯ ЛИСТОВОГО ПРОКАТА | 2000 |
|
RU2187102C2 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ЭХО-ИМПУЛЬСНОЙ ТОЛЩИНОМЕТРИИ | 2014 |
|
RU2570097C1 |
| Способ измерения времени распространения ультразвука | 1978 |
|
SU739393A1 |