Изобретение относится к холодной обработке металлов давлением, в частности к устройствам поштучной выдачи плоских деталей из стопы и может быть использовано, например, для автоматической загрузки штамповочного оборудования на операциях вторичной штамповки при помош,и промышленных роботов. Известен шиберный питатель, содержаш,ий укрепленный на неподвижном основании магазин для загрузки деталей и установленный с возможностью возвратно-поступательного перемешения между магазином и основанием выталкиватель, связанный с приводом. При рабочем ходе выталкиватель поштучно отделяет плоские дetaли из стопы и выдает их на рабочую позицию 1. Недостатком известного устройства является то, что при неплоскостности деталей, большей половины их толщины, происходит заклинивание устройства. Известно устройство для поштучной выдачи плоских деталей из стопы, содержащее магазин для стопы деталей, закрепленный на нем подпружиненный отсекатель, приводной ползун с толкателем. Устройство позволяет поштучно выдавать плоские детали из стопы с неплоскостностью, не превышающей половину толщины детали, а также детали с неплоскостностью, превышающей толщину детали в случае, если выдаваемая деталь находится в магазине выпуклостью вверх, а передняя и задняя кромки детали (относительно направления рабочего хода ползуна) лежат На плоскости ползуна 2. Однако в случаях, когда выдаваемая деталь оказывается выпуклостью вниз или имеет выпуклость и вверх и вниз, устройство срабатывает вхолостую, либо заклинивается, а в случае если выпуклость направлена вверх, а на плоскости ползуна лежат боковые (относительно направления рабочего хода ползуна) кромки или на плоскости ползуна лежит одна кромка с точечным контактом другое устройство заклинивается. Это приводит к тому, что перед загрузкой в магазин необходима рихтовка плоских деталей имеющих неплоскостность, превыщающую их толщину. Цель изобретения - повышение надежной работы устройства при выдаче деталей с неплоскостностью, превышающей толщину детали. Поставленная цель достигается тем, что устройство для поштучной выдачи плоских деталей из стопы, содержащее магазин для стопы деталей, закрепленный на нем подпружиненный отсекатель, а так же приводной ползун с толкателем, снабжено тремя точечными опорными элементами, установ79ленными на ползуне по точкам, соответствующим вершинам треугольника внутри контура магазина, причем одна из этих опор расположена со стороны магазина, на которой закреплен подпружиненный отсекатель, две другие - с противоположной стороны магазина, а ползун снабжен регулируемым упором, установленным с возможностью взаимодействия с подпружиненным отсекателем. На фиг. 1 изображено устройство для поштучной выдачи плоских деталей из стопы, продольный разрез; на фиг. 2 - то же, сверху. Устройство для поштучной выдачи плоских деталей из стопы содержит неподвижную направляющую 1, на которой установлен магазин 2 со стопой деталей 3. На ползуне 4 установлены точечные опорные элементы 5 и 6, расположенные в вершинах треугольника внутри контура детали 3 по ее краям. На ползуне 4 расположены толкатели 7, а На магазине 2 - подпружиненный отсекатель 8, причем толкатели 7 и отсекатель 8 расположены в одной верти-, кальйой плоскости с ближайшим опорным элементом, параллельной направлению движения ползуна 4. Ползун 4 снабжен упором 9, взаимодействующим с отсекателем 8, определяющим в исходном положении зазор для выдачи детали 3 между отсекателем 8 и ближайшим к нему опорным элементом 6. Отсекатель 8 прижимается к упору 9 пружиной 10. Устройство работает следующим обра- зом. Детали 3 загружаются в магазин 2 и под действием собственного веса нижняя деталь опирается на опорные элементы 5 и 6. При движении ползуна 4 вправо толкатели 7 захватывают нижнюю деталь 3 из стопы, а отсекатель 8 задерживает продвижение остальных деталей 3 стопы. При дальнейшем движении отсекатель 8 сходит с упора 9 и под действием пружинь 10 опирается на выдаваемую деталь 3 и отслеживает ее профиль, не допуская заклинивания устройства следующей деталью 3 из стопы. После выдачи детали 3 из стопы она выносится из устройства любыми средствами, например захватывается промышленным роботом, после чего ползун возврашается в исходное положение и цикл повторяется. Использование предлагаемого устройства позволяет обеспечить надежность поштучной выдачи плоских деталей из стопы с неплоскостностью, превышающей толщину детали, и за счет этого исключить необходимость рихтовки деталей перед их загрузкой в магазин.
4 7
ff
фиг. 2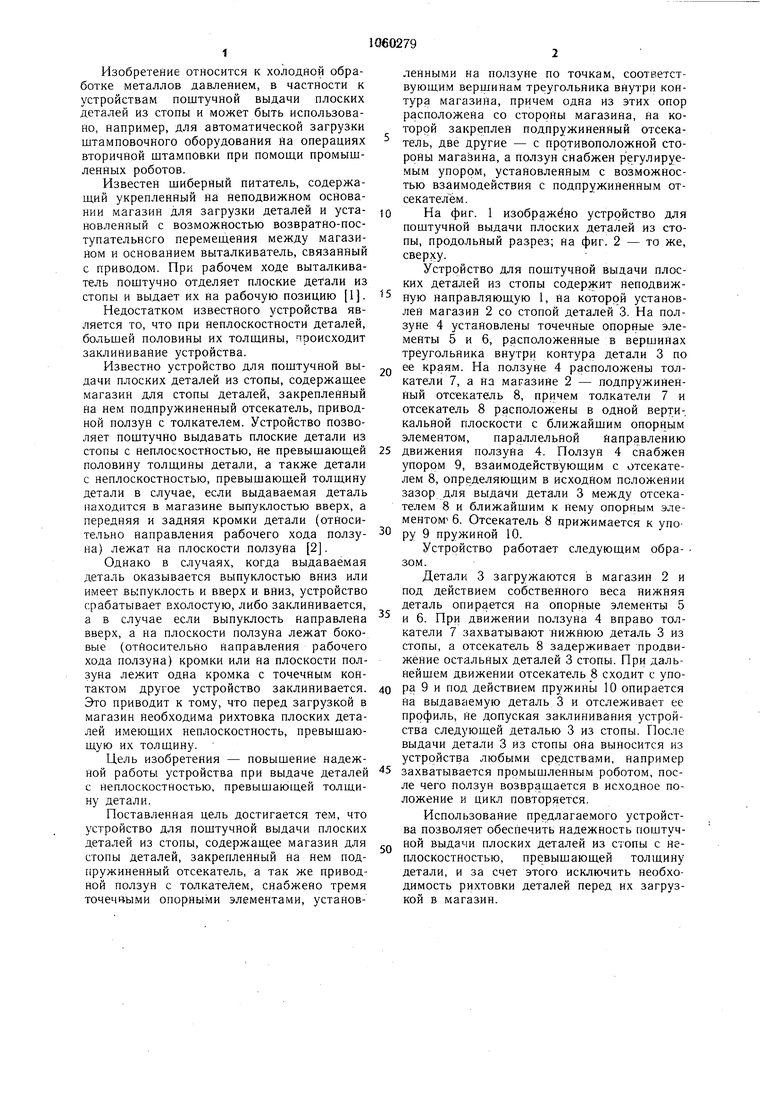
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучной подачи из стопы плоских деталей | 1988 |
|
SU1670820A1 |
| Устройство для поштучной выдачи из стопы плоских деталей | 1987 |
|
SU1570983A1 |
| Устройство для подачи деталей | 1988 |
|
SU1521559A1 |
| Устройство для поштучной выдачи деталей | 1981 |
|
SU1004072A1 |
| Устройство для поштучного отделения деформированных листов от стопы | 1983 |
|
SU1171162A2 |
| Устройство для поштучной выдачи заготовок | 1981 |
|
SU988422A1 |
| Устройство для поштучной выдачи плоских деталей из стопы | 1990 |
|
SU1781152A1 |
| Устройство для поштучной выдачи электродов и сепараторов аккумуляторов | 1976 |
|
SU663003A1 |
| Устройство для загрузки деталей типа тел вращения | 1975 |
|
SU557908A1 |
| Устройство для отделения заготовки от стопы | 1990 |
|
SU1784370A1 |
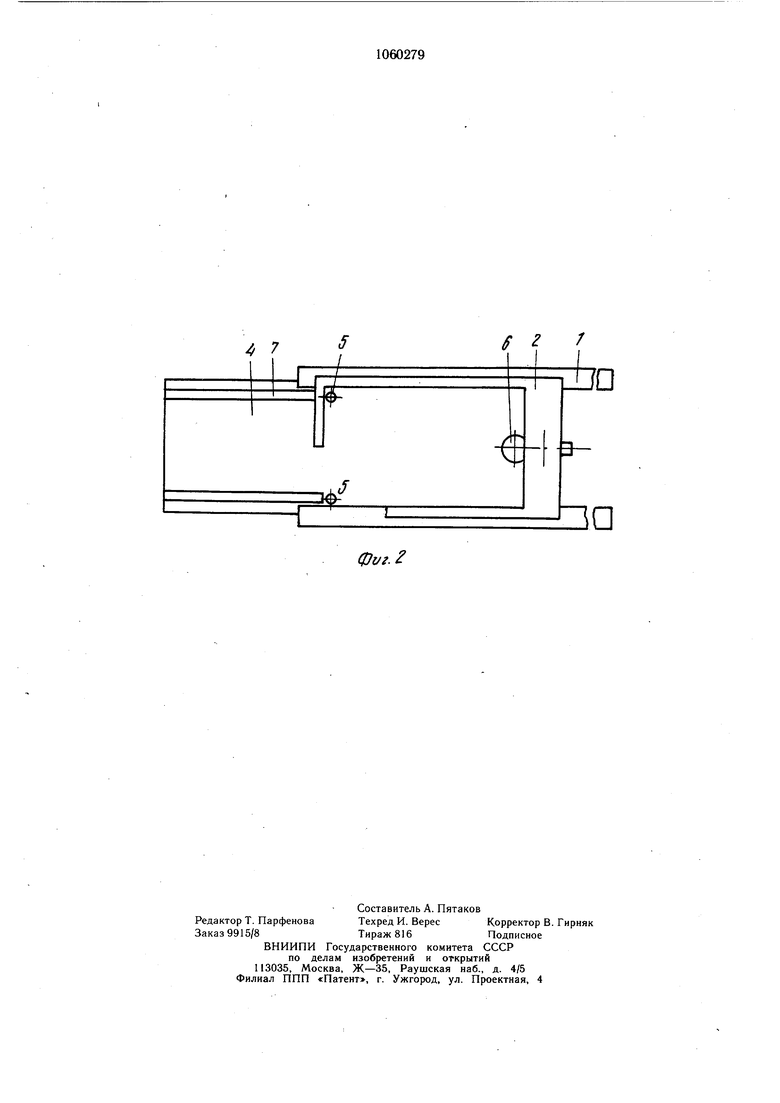
УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ВЫДАЧИ ПЛОСКИХ ДЕТАЛЕЙ ИЗ СТОПЫ, содержашее магазин для стопы деталей, закрепленный на нем подпружиненный отсекатель, а также приводной ползун с толкателем, отличающееся тем, что, с целью повышения надежности, оно снабжено тремя точечными опорными элементами, установленными на ползуне по точкам, соответствуюшим вершинам треугольника внутри контура магазина, причем одна из этих опор расположена со стороны магазина, на которой закреплен подпружиненный отсекатель, две другие - с противоположной стороны магазина, а ползун снабжен регулируемым упором, установленным с возможностью взаимодействия с подпружиненным отсекателем. i (Л О5 о ND СО
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Малое А | |||
| Н., Прейс В | |||
| Ф | |||
| Механизация и автоматизация штамповочных работ | |||
| М., «Машиностроение, 1955, с | |||
| Поршень для воздушных тормозов с сжатым воздухом | 1921 |
|
SU188A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для отделения плоских заготовок от стопы | 1979 |
|
SU772654A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
