Изобретение относится к машиностроению и может быть использовано при автоматизации процессов подачи в рабочую среду плоских деталей из эластичного материала, имеющих отверстие.
Одним из важнейших моментов, определяющих успех в решении задачи повыше- ния экономической эффективности сборочной машины является автоматизация загрузки сборочных единиц и подачи их поштучно в ориентированном положении в рабочую зону, например сборочного робота или другого манипулятора. Сложность заключается в том, что такие детали, как, на- пример, фрикционные прокладки из приборного сукна или кожи, из-за малой толщины и особых свойств материала имеют малую жесткость, не сохраняют форму при манипуляции ими и из-за ворсистости и электризуемости обладают большой сцеп- ляемостью, затрудняя отделение деталей друг от друга и выборку одной единственной.
Устройство для отделения листовых заготовок от стопы и подачи их в зону обработки, выбранное в качестве прототипа, содержит наклонно установленные на основа - нии стопы для размещения листовых заготовок, снабженные зубчатыми упорами для надежного поштучного отделения заготовок, поворотные траверсы с захватными органами и рольганг для подачи заготовок в зону обработки.
Недостатком данного устройства является сложная конструкция ведомого звена механизма подачи, сложная траектория движения ведомого звена, невозможность подачи плоских деталей, имеющих форму, отличную от прямоугольной, невысокая точность базирования детали в захватном орга- не и рольганге, ненадежная работа отсекателя в случае подачи изделия из материала большой сцепляемости.
Целью изобретения является упрощение конструкции, повышение надежности и точности устройства поштучной выборки.
Указанная цель достигается тем, что устройство содержит магазин с выданным отверстием для размещения стопы плоских деталей из эластичного материала, отсекатель, зубья которого обеспечивают усилия, необходимые для расцепления слипшихся деталей при извлечении их из магазина и захват выполненный в виде размещенного вдоль продольной оси магазина цилиндрического элемента с кольцевой канавкой на конце, при этом захват и удержание детали производится с помощью канавки за кромки имеющегося в детали отверстия за счет усилий, возникающих при упругой деформации материала детали. Сопоставительный анализ показывает, что заявляемое устройство отличается тем, что захватный орган выполнен в виде размешенного над выдач- ным отверстием магазина, вдоль его продольной оси, цилиндрического элемента, обращенный к магазину торец которого выполнен в виде конуса и имеет кольцевую канавку для захвата детали из кромки имеющегося в деталях отверстия, при этом зубья отсекателя выполнены на образующей внутренней поверхности магазина.
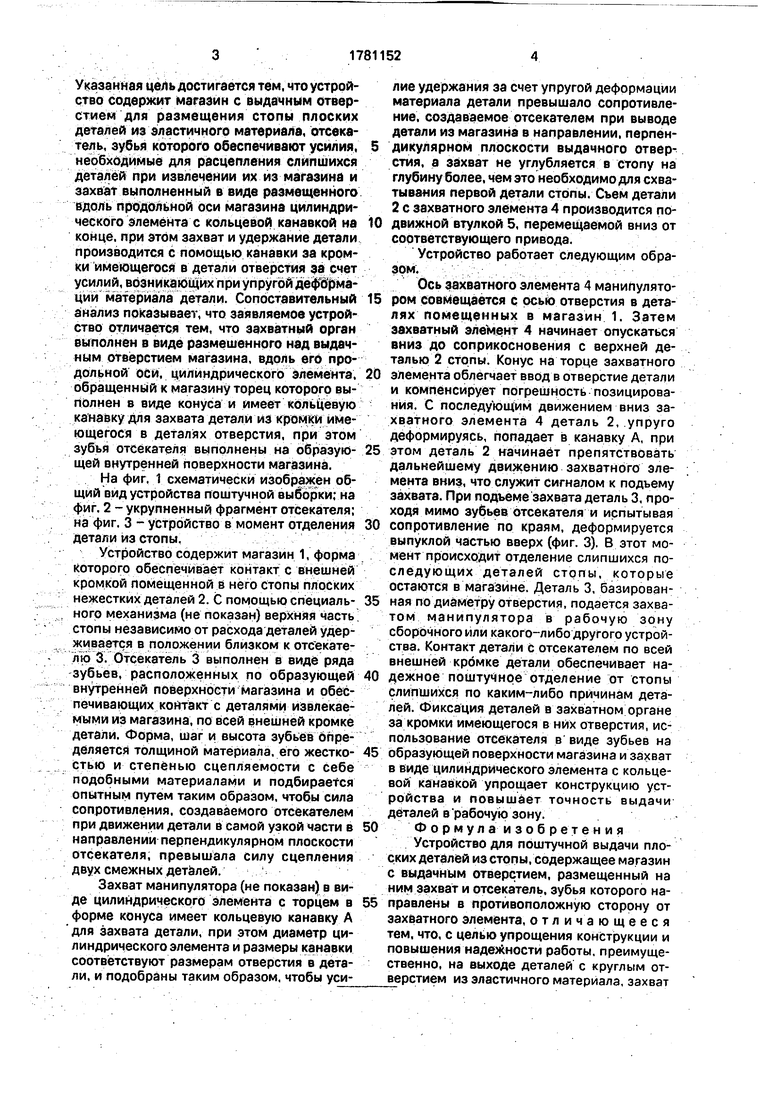
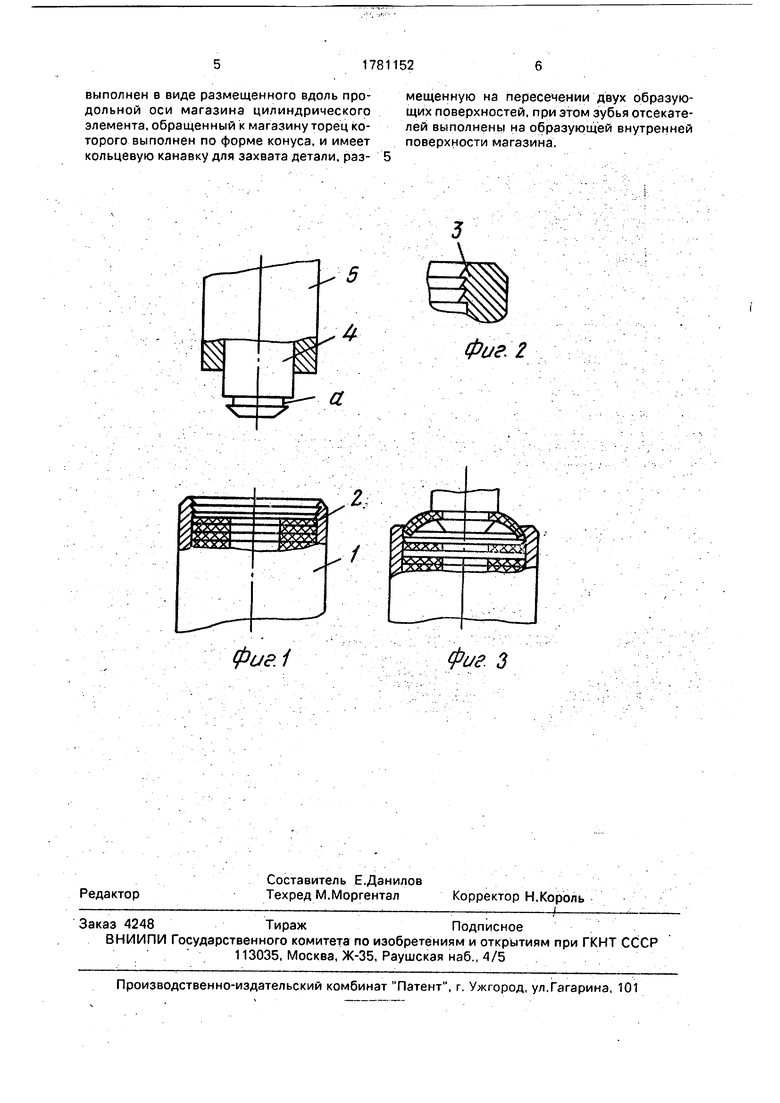
На фиг, 1 схематически изображен общий вид устройства поштучной выборки; на фиг. 2 - укрупненный фрагмент отсекателя; на фиг. 3 - устройство в момент отделения детали из стопы,
Устройство содержит магазин 1, форма которого обеспечивает контакт с внешней кромкой помещенной в него стопы плоских нежестких деталей 2. С помощью специального механизма (не показан) верхняя часть стопы независимо от расхода деталей удерживается в положении близком к отсекате- лю 3. Отсекатель 3 выполнен в виде ряда зубьев, расположенных по образующей внутренней поверхности магазина и обеспечивающих контакт с деталями извлекаемыми из магазина, по всей внешней кромке детали. Форма, шаг и высота зубьев определяется толщиной материала, его жесткостью и степенью сцепляемое™ с себе подобными материалами и подбирается опытным путем таким образом, чтобы сила сопротивления, создаваемого отсекателем при движении детали в самой узкой части в направлении перпендикулярном плоскости отсекателя, превышала силу сцепления двух смежных деталей.
Захват манипулятора (не показан) в виде цилиндрического элемента с торцем в форме конуса имеет кольцевую канавку А для захвата детали, при этом диаметр цилиндрического элемента и размеры канавки соответствуют размерам отверстия в детали, и подобраны таким образом, чтобы усилие удержания за счет упругой деформации материала детали превышало сопротивление, создаваемое отсекателем при выводе детали из магазина в направлении, перпендикулярном плоскости выданного отверстия, а захват не углубляется в стопу на глубину более, чем это необходимо для схватывания первой детали стопы. Съем детали 2 с захватного элемента 4 производится по0 движной втулкой 5, перемещаемой вниз от соответствующего привода.
Устройство работает следующим образом.
Ось захватного элемента 4 манипулято5 ром совмещается с осью отверстия в деталях помещенных в магазин 1. Затем захватный элемент 4 начинает опускаться вниз до соприкосновения с верхней деталью 2 стопы. Конус на торце захватного
0 элемента облегчает ввод в отверстие детали и компенсирует погрешность позицирова- ния. С последующим движением вниз захватного элемента 4 деталь 2, упруго деформируясь, попадает в канавку А, при
5 этом деталь 2 начинает препятствовать дальнейшему движению захватного элемента вниз, что служит сигналом к подъему захвата. При подъеме захвата деталь 3, проходя мимо зубьев отсекателя и испытывая
0 сопротивление по краям, деформируется выпуклой частью вверх (фиг. 3), В этот момент происходит отделение слипшихся последующих деталей стопы, которые остаются в магазине. Деталь 3, базирован5 ная по диаметру отверстия, подается захватом манипулятора в рабочую зону сборочного или какого-либо другого устройства. Контакт детали с отсекателем по всей внешней кромке детали обеспечивает на0 дежное поштучное отделение от стопы слипшихся по каким-либо причинам деталей. Фиксация деталей в захватном органе за кромки имеющегося в них отверстия, использование отсекателя в виде зубьев на
5 образующей поверхности магазина и захват в виде цилиндрического элемента с кольцевой канавкой упрощает конструкцию устройства и повышает точность выдачи деталей в рабочую зону.
0 Формула изобретения
Устройство для поштучной выдачи плоских деталей из стопы, содержащее магазин с выданным отверстием, размещенный на ним захват и отсекатель, зубья которого на5 правлены в противоположную сторону от захватного элемента, отличающееся тем, что, с целью упрощения конструкции и повышения надежности работы, преимущественно, на выходе деталей с круглым отверстием из эластичного материала, захват
выполнен в виде размещенного вдоль продольной оси магазина цилиндрического элемента, обращенный к магазину торец которого выполнен по форме конуса, и имеет кольцевую канавку для захвата детали, размещенную на пересечении двух образующих поверхностей, при этом зубья отсекате- лей выполнены на образующей внутренней поверхности магазина.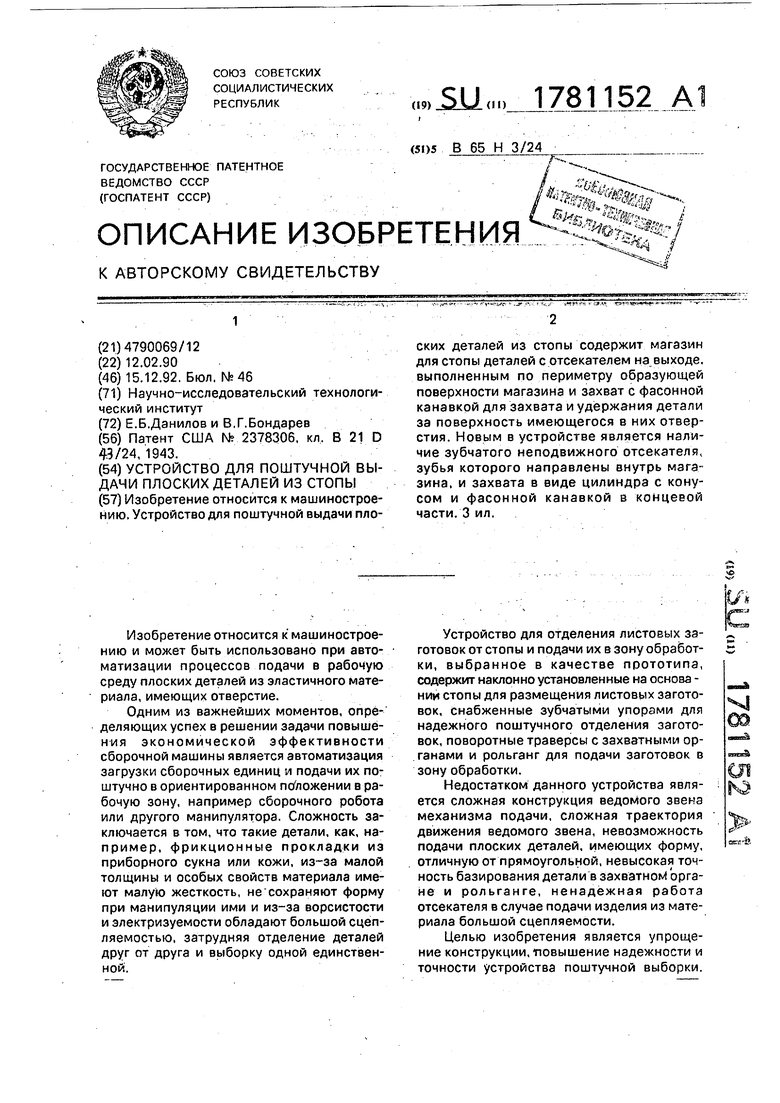
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучного отделения плоских деталей из стопы | 1985 |
|
SU1355334A1 |
| Устройство для поштучной выдачи деталей | 1985 |
|
SU1315233A1 |
| Автооператор для подачи плоских заготовок в обрабатывающую машину | 1988 |
|
SU1539082A1 |
| Устройство для поштучной выдачи плоских изделий | 1989 |
|
SU1768485A1 |
| Устройство для поштучной выдачи деталей | 1991 |
|
SU1816638A1 |
| Устройство для поштучной выдачи листовых деталей из стопы и подачи их в рабочую зону | 1987 |
|
SU1583338A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2001 |
|
RU2210822C2 |
| Устройство для поштучной выдачи листовых заготовок из стопы | 1978 |
|
SU706165A1 |
| Устройство для поштучного отделения плоских токопроводящих деталей из стопы | 1972 |
|
SU402258A1 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОГО РАЗДЕЛЕНИЯ И ВЫДАЧИ ИЗ СТОПЫ БУГОРЧАТЫХ ПРОКЛАДОК | 1991 |
|
RU2025428C1 |
Изобретение относится к машиностроению. Устройство для поштучной выдачи плоских деталей из стопы содержит магазин для стопы деталей с отсекателем на выходе, выполненным по периметру образующей поверхности магазина и захват с фасонной канавкой для захвата и удержания детали за поверхность имеющегося в них отверстия. Новым в устройстве является наличие зубчатого неподвижного отсекателя, зубья которого направлены внутрь магазина, и захвата в виде цилиндра с конусом и фасонной канавкой в концевой части.3 ил.
фиа1
Фиг. 2
Фиг 3
| СПОСОБ ПРИГОТОВЛЕНИЯ ГЕЛЬКОУТНОГО СОСТАВА, ИСПОЛЬЗУЕМОГО В ПРОИЗВОДСТВЕ ИЗДЕЛИЙ ИЗ СТЕКЛОПЛАСТИКА | 2007 |
|
RU2378306C2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
