8uffA повернуто Л
СП iNd
ел
ел
17
Т
в
2 секций магазина. При дальнейшем выдвижении штока пневмоцилиндра корпус 6, а вместе с ним каретка 5 и стопа деталей h перемещаются на шаг несколько больший, чем толщина детали , в сторону вакуумного захвата.
Величину этого перемещен ия можно регулировать. В дальнейшем цикл работы повторяется. Магазин может включать в себя секции загрузки и выгрузки деталей k, расположенные зеркально. ил.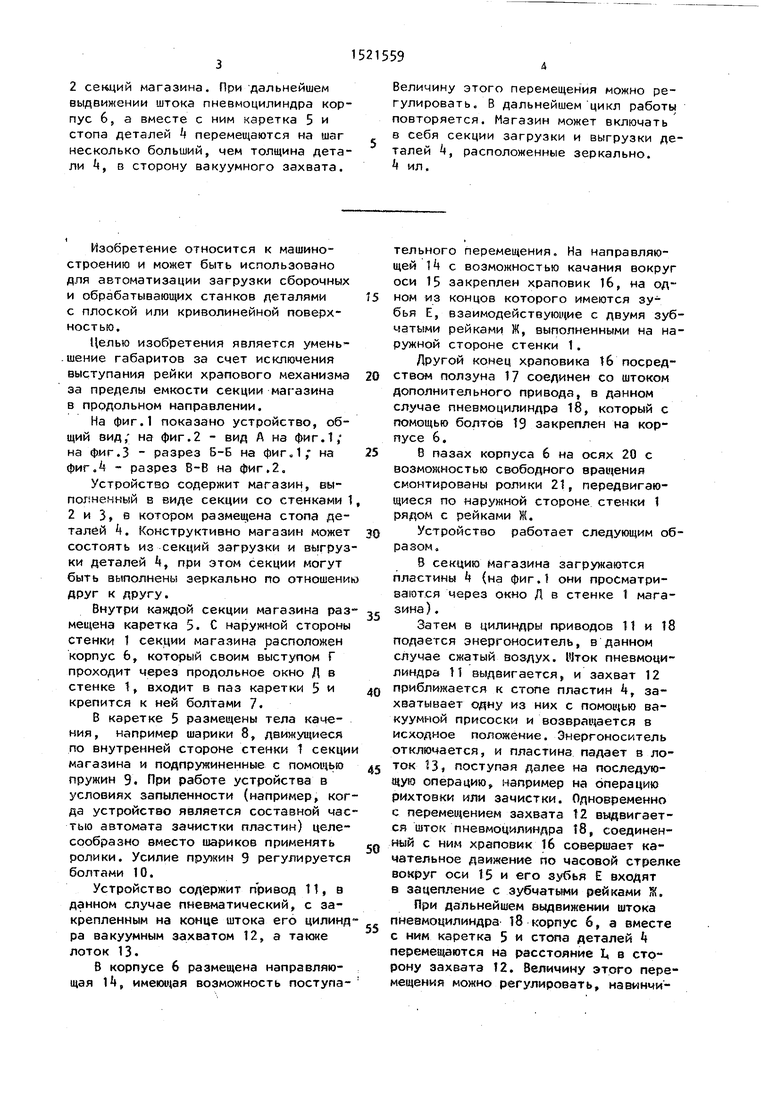

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи деталей | 1980 |
|
SU980902A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| Устройство для поштучного отделения плоских деталей от стопы | 1989 |
|
SU1685849A1 |
| Устройство для поштучной выдачи изделий | 1986 |
|
SU1425042A1 |
| Устройство для установки на печатные платы радиоэлементов, преимущественно поверхностного монтажа | 1988 |
|
SU1777256A1 |
| Магазин-накопитель цилиндрических деталей | 1983 |
|
SU1142257A1 |
| Станок для правки пластин | 1989 |
|
SU1706761A1 |
| Загрузочное устройство | 1987 |
|
SU1556873A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Устройство для отделения верхней заготовки от стопы и подачи ее в зону обработки | 1986 |
|
SU1524959A1 |
Изобретение относится к машиностроению и может быть использовано для автоматизации загрузки сборочных и обрабатывающих станков деталями с плоской или криволинейной поверхностью. Целью изобретения является уменьшение габаритов за счет исключения выступания рейки храпового механизма за пределы емкости секции магазина в продольном направлении. В секцию магазина загружаются детали 4, а затем с помощью каретки 5 и механизма шагового перемещения, включающего храповой механизм, и посредством вакуумного захвата производится поштучная выдача деталей 4. При этом одновременно с перемещением вакуумного захвата выдвигается шток пневмоцилиндра 18, соединенный с ним храповик совершает качательное движение по часовой стрелке вокруг оси, и его зубья Е входят в зацепление с рейкой Ж, выполненной на боковой стенке 2 секций магазина. При дальнейшем выдвижении штока пневмоцилиндра корпус 6, а вместе с ним каретка 5 и стопа деталей 4 перемещаются на шаг, несколько больший, чем толщина детали 4, в сторону вакуумного захвата. Величину этого перемещения можно регулировать. В дальнейшем цикл работы повторяется. Магазин может включать в себя секции загрузки и выгрузки деталей 4, расположенные зеркально. 4 ил.
Изобретение относится к машинотроению и может быть использовано ля автоматизации загрузки сборочных обрабатывающих станков деталями 15 плоской или криволинейной поверхостью.
Целью изобретения является умень- ение габаритов за счет исключения выступания рейки храпового механизма 20 за пределы емкости секции магазина в продольном направлении.
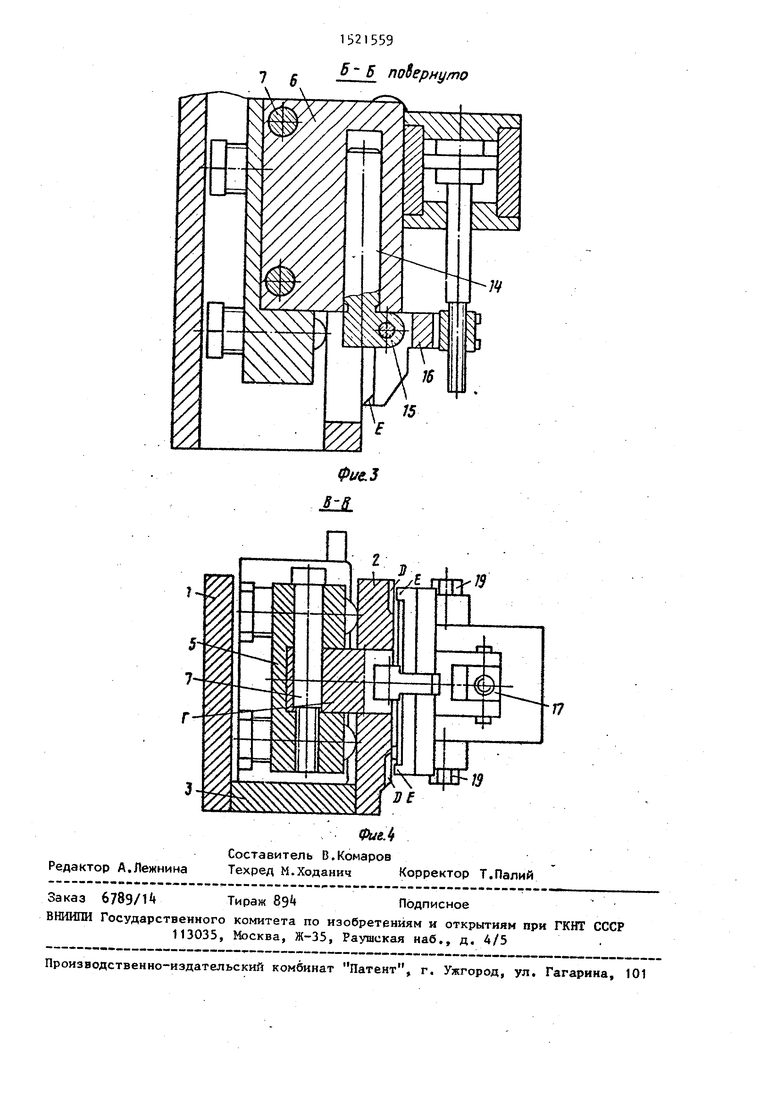
На фиг.1 показано устройство, общий вид, на фиг. 2 - вид А на фиг. 1, на фиг.З - разрез Б-Б на фиг,1,° на 25 иг.4 - разрез В-В на фиг.2.
Устройство содержит магазин, выполненный в виде секции со стенками 1, 2 и 3, в котором размещена стопа де- талбй 4. Конструктивно магазин может ЗО состоять из секций загрузки и выгрузки деталей , при этом секции могут быть выполнены зеркально по отношению друг к другу.
Внутри каждой секции магазина раз- .35 мещена каретка 5. С наружной стороны стенки 1 секции магазина расположен корпус 6, который своим выступом Г проходит через продольное окно Д в стенке t, входит в паз каретки 5 и 0 крепится к ней болтами 7.
В каретке 5 размещены тела качения, например шарики 8, движущиеся по внутренней стороне стенки 1 секции магазина и подпружиненные с помощью j пружин 9. При работе устройства в условиях запыленности (например, когда устройство является составной частью автомата зачистки пластин) целесообразно вместо шариков применять jg ролики. Усилие пружин 9 регулируется болтами 10.
Устройство содержит привод И, в данном случае пневматический, с закрепленным на конце штока его цилинд ра вакуумным захватом 12, а также лоток 13.
В корпусе 6 размещена направляющая I , имеюи ая возможность поступа55
5 0
j g
5
тельного перемещения. На направляющей 1k с возможностью качания вокруг оси 15 закреплен храповик 1б, на одном из концов которого имеются зубья Е, взаимодействующие с двумя зубчатыми рейками W, выполненными на наружной стороне стенки 1.
Другой конец храповика t6 посредством ползуна 17 соединен со штоком дополнительного привода, в данном случае пневмоцилиндра 18, который с помощью болтов 19 закреплен на корпусе 6.
В пазах корпуса 6 на осях 20 с возможностью свободного вращения смонтированы ролики 21, передвигающиеся по наружной стороне, стенки 1 рядом с рейками Ж.
Устройство работает следующим образом,
В секцию магазина загружаются пластины (на фиг.1 они просматриваются через окно Д в стенке 1 магазина ).
Затем в цилиндры приводов 11 и 18 подается энергоноситель, в данном случае сжатый воздух. Шток пневмоцилиндра 11 выдвигается, и захват 12 приближается к стопе пластин 4, захватывает одну из них с помощью вакуумной присоски и возвращается в исходное положение. Энергоноситель отключается, и пластина падает в лоток 13, поступая далее на последующую операцию например на операцию рихтовки или зачистки. Одновременно с перемещением захвата Т2 выдвигается шток пневмоцияиндра 18, соединенный с ним храповик 16 совершает ка- чательное движение по часовой стрелке вокруг оси 15 и его зубья Е входят в зацепление с зубчатыми рейками Ж.
При дальнейшем выдвижении штока пнезмоцилиндра 18 корпус 6, а вместе с ним каретка 5 и стопа деталей k перемещаются на расстояние 1 в сторону захвата 12. Величину этого перемещения можно регулировать, навинмивая или отвинчивая ползун 17 относительно штока пневмоцилиндра 18. При навинчивании расстояние - между стенкой 1 и зубьями Е - увеличится. При этом большая часть хода штока пневмоцилиндра 18 будет использоваться для поворота храповика 1б относительно оси 15 и, следовательно, ход каретки 5, т.е. расстояние L, уменьшится. При отвинчивании, наоборот, ход толкателя увеличится. .
В дальнейшем цикл работы повторяется. При этом пока одна секция магазина находится в рабочем положении, вторая секция может заполняться деталями .
При работе устройства автоматически поддерживается одинаковым верхний уровень пластин. При этом, если ход каретки 5 равен толщине детали , хо пневмоцилиндра 11 будет постоянным. Но практически толщина деталей может меняться. Поэтому для поддержания надлежащего верхнего уровня деталей ход каретки регулируется так, чтобы он несколько превышал толщину детали , При этом могло бы происходить накопление погрешностей и верхний уровень стопы деталей постепенно начал бы приближаться к захвату. Но этого не происходит, так как при подаче захвата к стопе деталей он вза- имодействует с ней, пытаясь сдвинуть
0
0
5
0
ее в сторону каретки 5. В этот момент зубья Е храповика 1б выведены из зацепления с рейками Ж и каретка 5 удерживается от перемещения по внутренней поверхности стенки 1 силами трения подпружиненных шариков (или роликов) 8 о стенку 1. С помощью пневмоцилиндра 11 эта сила трения преодолевается, и таким образом каждый раз корректируется положение верхнего уровня деталей k, оста ваясь одинаковым.
Формула изобретения
Устройство для подачи деталей, содержащее магазин с секциями загрузки и выгрузки деталей, в каждой из которых установлен механизм поштучной выдачи деталей, включающий храповой механизм, захват, отличающееся тем, что, с целью уменьшения габаритов, механизм поштучной выдачи деталей выполнен в виде каретки, установленной с возможностью шагового перемещения и стопорения внутри секции магазина, при этом храповик установлен на каретке с возможностью поворота посредством взаимодействия со штоком дополнительно введенного силового цилиндра, закрепленного на последней, причем рейка, предназначенная для взаимодействия с храповиком, выполнена на боковой стенке секции магазина.
(fas.i
5 6 повернуто
W
| Лебедовский М.С | |||
| и Федотов А,И | |||
| Автоматизация сборочных работ | |||
| Лениз- дат, 1970, с | |||
| Устройство для отыскания металлических предметов | 1920 |
|
SU165A1 |
