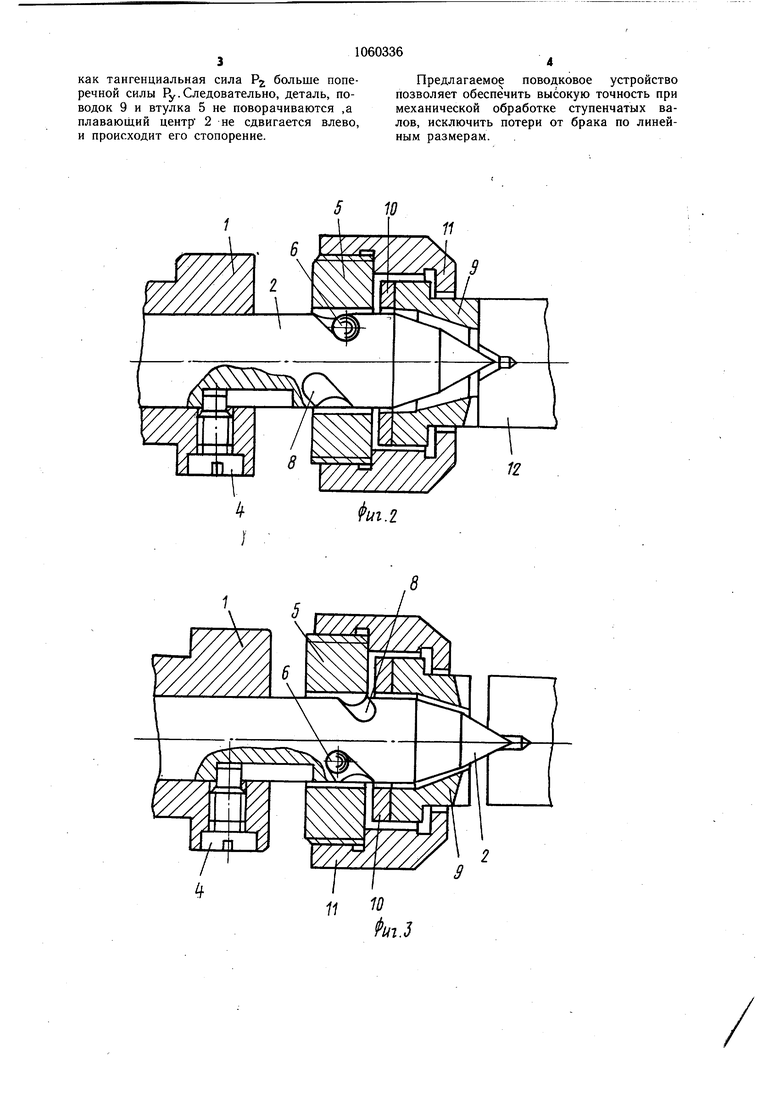
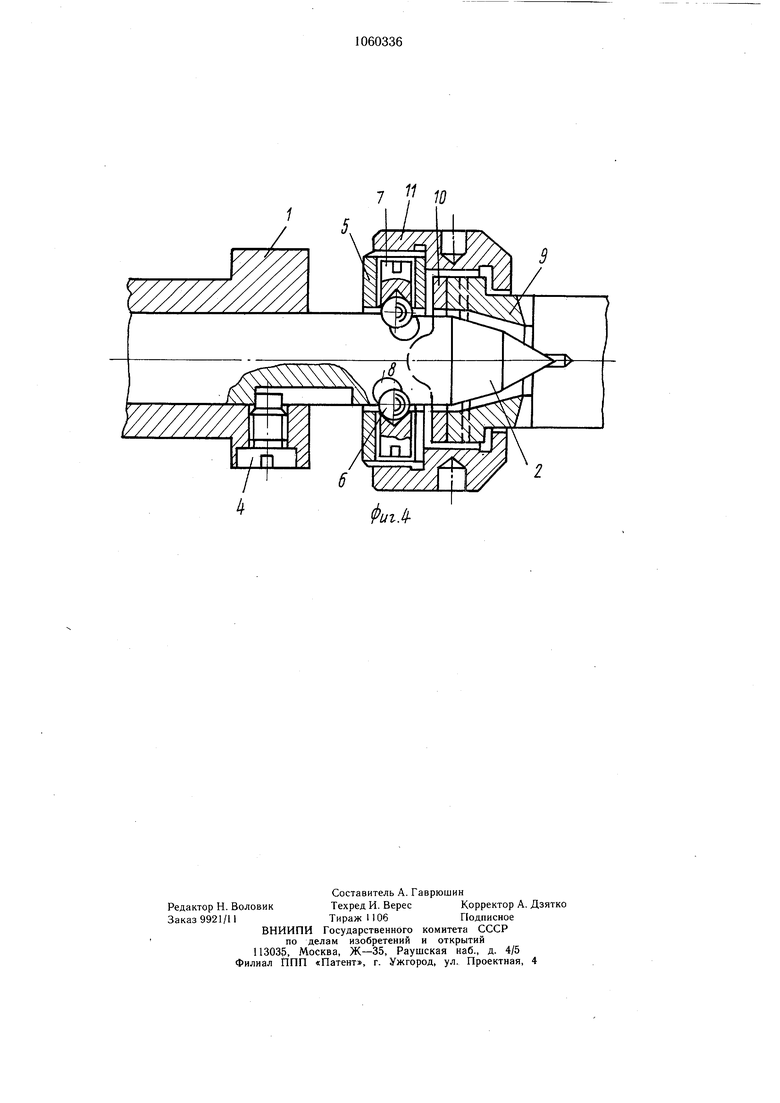
Изобретение относится к станкостроению в частности к устройствам . для передачи крутящего момента на заготовку и ее базирования при токарной обработке. Известно поводковое устройство, в корпусе которого расположен плавающий центр с механизмом его стопорения и зубчатый поводок 1. Недостатком данного устройства является то, что оно не обеспечивает стабильной точности по длине и диаметру обрабатываемои детали. Цель изобретения - повыщение точности обработки деталей типа ступенчатых валов. Поставленная цель достигается тем, что в поводковом устройстве, в корпусе которого расположен плавающий центр с механизмом его стопорения и зубчатый поводок, механизм стопорения центра выполнен в виде установленной с возможностью ограниченного осевого перемещения и поворота втулки, связанной с плавающим центром посредством винтов с лунками, предназначенными для взаимодействия с расположенными в винтовых канавках центра щариками. Введение щарикового винтового механизма позволяет повысить точность обработки, так как торец детали базируется на жесткий упор. На фиг. 1 показано предлагаемое устройство, осевой разрез; на фиг. 2-4 - положение центра при разной глубине зацентровки детали. Поводковое устройство состоит из корпуса 1, устанавливаемого в щпинделе ctaHка (не показан) плавающего 2 центра,подпружиненного пружиной 3, винта 4, ограничивающего вылет плавающего центра 2 втулки 5, установленной на плавающем центре 2 с возможностью перемещения и повороте и находящейся в зацеплении с ним посредством двух щариков 6, которые находятся одновременно в лунках винтов 7,ввернутых во втулку бив замкнутых пазах 8, выполненных на плавающем центре 2, сменного поводка 9 с опорами в виде двух полукруглых выступов. Этими выступами поводок упирается в полукруглые выемки промежуточной щайбы 10, которая имеет на своем торце аналогичные полукруглые выступы, не размещенные перпендикулярно по направлению к первым. Выступы щайбы 10 входят в соответствующие выемки на торце втулки 5. Втулка 5, промежуточная щайба 10 и поводок 9, образующие, щарнирную систему прикрываются и удерживаются от выпадания гайкой-колпачком 11, навинченной на втулку 5. Устройство работает следующим образом. В нерабочем положении плавающий центр 2 вместе с втулкой 5 и поводком 9 под действием пружины 3 находится в крайнем правом положении. При установке обрабатываемой детали 12 в центрах происходит следующее. Если деталь 12 касается сначала своим торцом зубцов поводка 9, который, в свою очередь, перемещаясь влево вместе с промежуточной щайбой 10 втулкой 5 поворачивается вокруг плавающего центра 2 по часовой стрелке (если смотреть со стороны заднего центра), а плавающий центр 2 стоит /на месте, то происходит касание поверхности центрового отверстия детали 12 с конусной поверхностью плавающего центра 2 (фиг. 2). Поворот втулки .5 вместе с поводком 9 происходит за счет щариков 6, передвигающихся по винтовым пазам центра 2. При касании центрового отверстия и конусной поверхности плавающего це|1тра 2, последний вместе с поводком и втулкой 5 перемещается влево до тех пор, пока втулка 5 не упрется в корпус 1. После того, как движение втулки 5 прекращается , происходит внедрение зубцов поводка 9 в торец обрабатываемой детали 12, в результате происходит стопорение плавающего центра 2. Если деталь 12 касается поверхностью центрового отверстия поверхности конуса плавающего центра 2 и перемещает его влево (фиг. 3), то втулка 5, касаясь поверхности корпуса 1, поворачивается вокруг плавающего центра 2 против часовой стрелки (со стороны заднего центра) до тех пор, пока не произойдет касания торца детали 12 зубцов поводка 9, а затем и внедрение последних в торец детали 12, а также стопорение плавающего центра 2. В идеальном случае, когда поверхность центрового отверстия и торец детали 12 одновременно соприкасаются с конусом плавающего центра 2 и зубцами поводка 9 (фиг. 4), плавающий центр 2 вместе с поводком 9 и втулкой 5 (втулка 5 с поводком 9 в этом случае не вращается вокруг плавающего центра 2)1 перемещаются влево до тех пор, пока -не упрутся в корпус 1. После чего происходит стопорение плавающего центра 2. При больщой поперечной силе резания Ру, которая стремится сдвинуть деталь 12, сдвиг может произойти в том стучае, если плавающий центр 2 сдвинется влево. Но при перемещении центра 2 влево, щарики 6, размещенные в винтовых пазах, поворачивают втулку 5, а вместе с ней и поводок 9 против часовой стрелки. Учитывая, что втулка 5 находится в контакте с одной стороны с корпусом 1, а с другой стороны - с поводком 9, который в свою очередь контактирует зубцами с торцом детали, то должна поворачиваться в центрах и обрабатываемая деталь в том же направлении, т.е. на резец, но не происходит, так
как тангенциальная сила Р больше поперечной силы Ру.Следовательно, деталь, поводок 9 и втулка 5 не поворачиваются ,а плавающий центр 2 не сдвигается влево, и происходит его стопорение.
Предлагаемое поводковое устройство позволяет обеспечить высокую точность при механической обработке ступенчатых валов, исключить потери от брака по линейным размерам.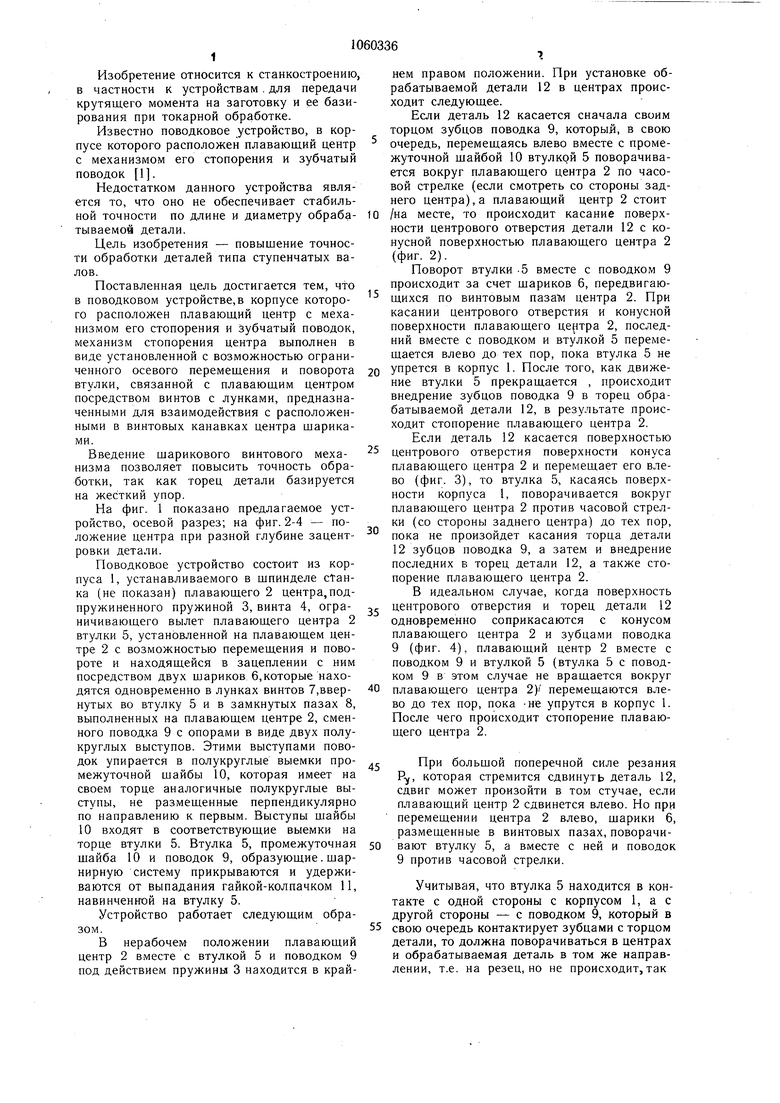
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОВОДКОВОЕ ПРИСПОСОБЛЕНИЕ | 1965 |
|
SU169973A1 |
| Автоматический поводковый патрон | 1980 |
|
SU956169A1 |
| Торцовое поводковое приспособление | 1983 |
|
SU1126384A1 |
| Поводковый самозажимной двухкулачковый патрон | 1983 |
|
SU1144797A1 |
| Поводковое устройство | 1979 |
|
SU837592A1 |
| Поводковый центр | 1987 |
|
SU1634384A1 |
| Поводковый патрон | 1984 |
|
SU1237318A1 |
| Автоматическое поводковое устройство | 1978 |
|
SU719030A1 |
| Поводковый патрон | 1978 |
|
SU766763A1 |
| Поводковое приспособление | 1959 |
|
SU119415A1 |
ПОВОДКОВОЕ УСТРОЙСТВО, в корпусе которого расположен плавающий центр с механизмом его стопорения и зубчатый поводок, отличающееся тем,что, с целью повышения точности обработки деталей типа ступенчатых валов, механизм стопорения центра выполнен в виде установленной с возможностью ограниченного осевого перемещения и поворота втулки, связанной с плавающим центром посредством винтов с лунками, предназначенными для взаимодействия с расположенными в винтовых канавках центра щариками.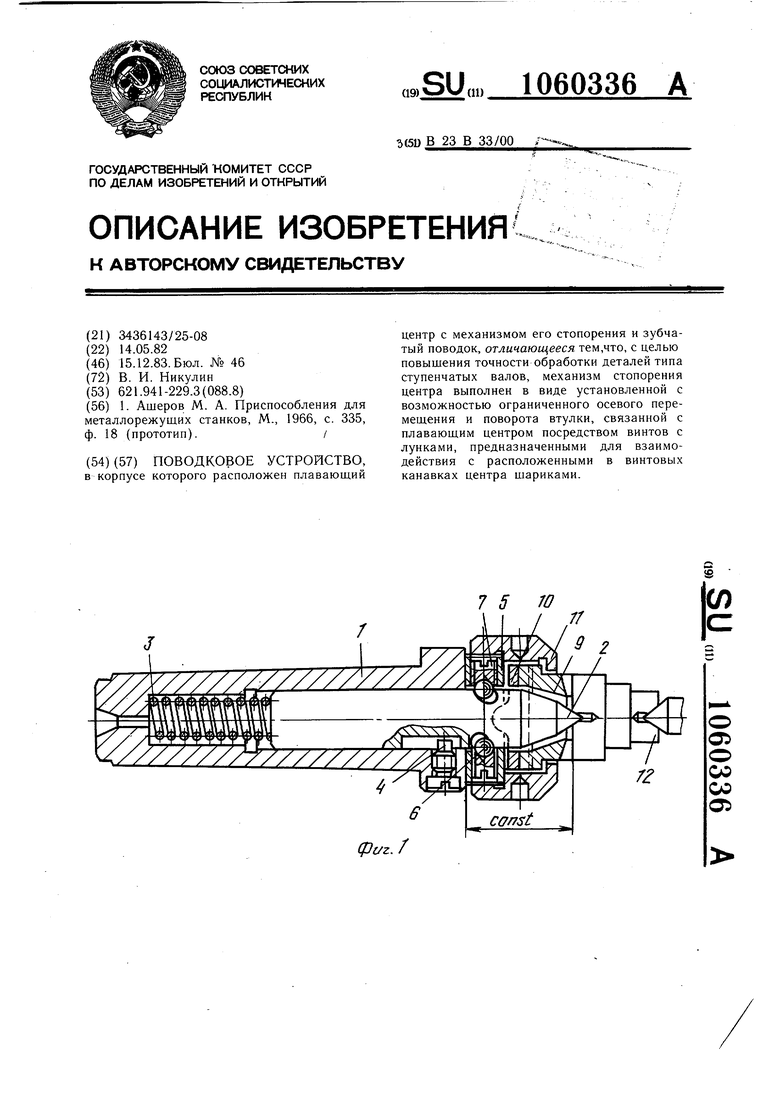
11
12
| М., 1966, с | |||
| Способ получения коричневых сернистых красителей | 1922 |
|
SU335A1 |
| Способ использования делительного аппарата ровничных (чесальных) машин, предназначенных для мериносовой шерсти, с целью переработки на них грубых шерстей | 1921 |
|
SU18A1 |
| / | |||
