1
Изобретение относится к области станкостроения и может быть использовано для передачи крутящего момента при обработке деталей на шлифовальных станках.5
Известны поводковые патроны к круглршлифовальным станкс1м, содержащие вращаемый посредством планиайбы корпус, установленный с возможностью вращения на неподвижном базирукяцем Ю центре и подпружиненный относительно планшайбы в осевом направлении И.
Недостатком таких устройств является возможность травматизма при съеме детали, вращающейся по инерции. 15
Предложенное устройство обеспечивает надежное и безопасное обслуживание станка.
С этой целью патрон снабжен механизмом останова детали, выполненным 20 в виде неподвижно установленного тормозного элемента с внутренней конической поверхностью и установленной на корпусе центрирующей втулки, подпружиненной относительно корпуса в 25 осевом направлении, на которой закреплено сменное кольцо с внутренней конической поверхностью, контактирующей с обрабатываемой деталью.и внешней конической поверхностью, контак- ЗО
тирующей с упомянутым тормозным элементом.
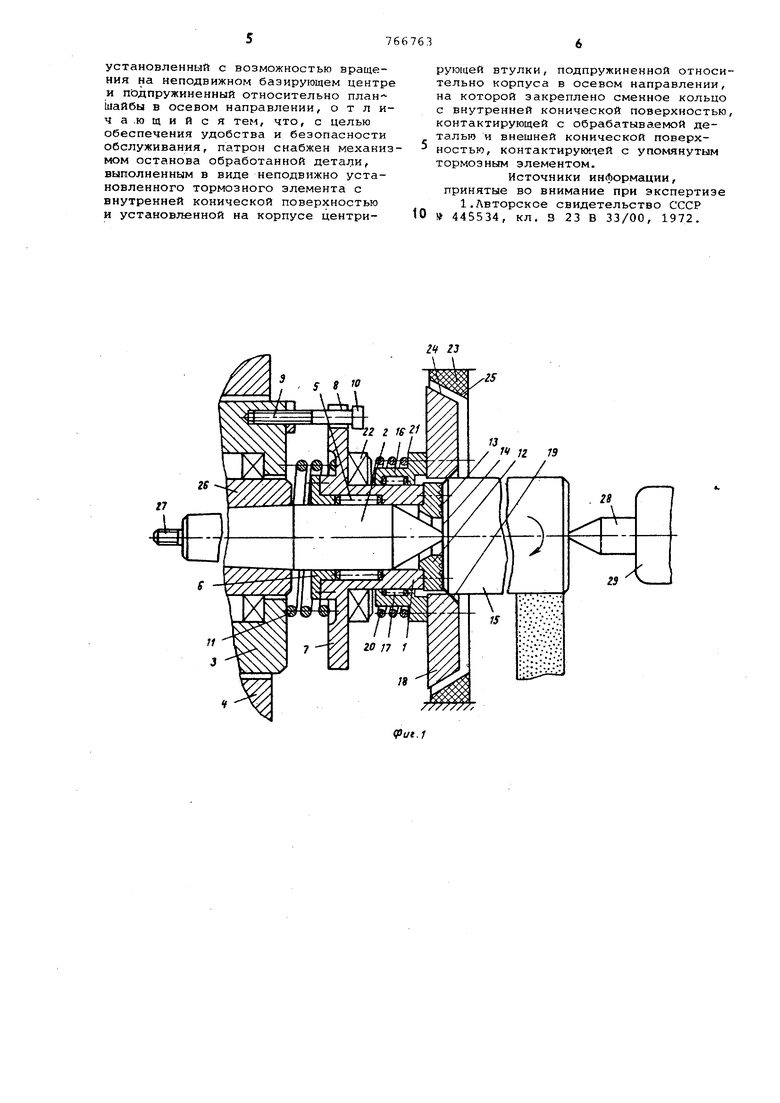
На фиг. 1 представлен патрон в рабочем положении, осевой разрезj на фиг. 2 - патрон в положении установки и съема деталей, осевой разрез.
Поводковый патрон к круглошлифовальному станку (фиг.1) содержит корпус 1, свободно устеновленный.на неподвижном базирующем центре 2 и вращаемый посредством планшайбы 3, смонтированной в корпусе 4 передней бабки станка, и механизм останова обработанной детали. Между корпусбм 1 и центром 2 расположены ролики 5, которые удерживаются при помощи крышки 6, прикрепленной к корпусу 1.
На корпусе 1 выполнен фланец 7 с пазом 8, в котором расположен закреплённый на планшайбе 3 поводковый палец 9 с выступом 10. Между фланцем 7 и планшайбой 3 помещена предварительно напряженная пружина 11. Перед базирующим центром 2 на корпусе 1 жестко закреплен сменный поводок 12 с зубцами 13. Участок поводка 12 с зубцами 13 выполнен со стороны базового торца 14 детали 15.
Поводковый патрон снабжен механизмом останова обработанной детали.
выполненным в виде центрирующей втулки 16, смонтированной на корпусе 1 посредством роликов 17.
Центрирующая часть втулки 16 выполнена в виде сменного кольца 18, имеющего внутренний конус 19 и закрепленного на втулке 16,
Втулка 16 подпружинена в осевом направлении пружиной 20, которая одним торцом упирается в бурт 21 втулки 16, а другим - в радиальноупорный подшипник 22, установленный на фланце 7 корпуса 1.
На корпусе 4 передней бабки станка смонтирован неподвижный относительно втулки 16 фрикционный тормозной элемент 23, контактирующий с кольцом 18 в положении установки и съема детали 15, причем контактирующие поверхности 24 и 25 кольца 18 и фрикционного тормозного элемента 23 имею коническую форму. В рабочем положении патрона неподвижный базирующий центр 2 закрепляется в шпинделе 26 передней бабки круглошлифовального станка посредством тяги 27. При этом деталь 15 находится в центре 2 передней бабки и в центре 28 задней бабки 29 круглошлифовального станка.
Патрон работает следующим образом
На позиции установки (фиг.2) пружина 11, упираясь одним торцом в планшайбу 3,а другим - во фланец 7, перемещает корпус 1 в переднее крайнее положение, в котором выступ 10 поводкового пальца 9 упирается в торец фланца 7. При этом пружина 20, упираясь одним торцом в подшипник 22, а другим - в бурт 21, перемещает центрирующую втулку 16 в .переднее крайнее положение, в котором коническая поверхность 24 сменного кольца 18 упирается в коническую поверхность 25 фрикционного тормозного элемента 23. В этом положении корпус 1, вращаясь посредством планшайбы 3, не передает вращение втулке 16, так как последняя удерживается в статическом положении тормозным элементом 23.
Деталь 15, придерживая рукой, подводят центром 28 задней бабки 29 к .неподвижному кольцу 18, при этом фаска базового торца 14 упирается в внутренний конус 19. упомянутого кольца 18. При дальнейшем поджиме детали 15.рабочий, обслуживающий станок, не ка ;ается рукой детали, а лишь перемеЬает заднюю бабку 29. При этом деталь 15 через втулку 16 сжимает пружину 20 и подходит к неподвижному центру 2 и зубчатому поводку 12. При окончательном поджиме детали 15 центром 28 задней бабки 29 пружина 11 сжимается и обеспечивает плотное прижатие зубчатого поводка 12 к торцу 14 детали 15.
Поводок 12 вращается вместе с корпусом 1, планшайбой 3 и приводит во вращение деталь 15. Передача крутящего момента от поводка 12 к детали 15 осуществляется как за счет трения мехсду поводком 12 и торцом 14 детали 15, так и за счет врезания зубцов 13 в деталь 15.
Центрирующая втулка 16, подпружиненная в осевом направлении пружиной 20 и контактирующая через кольцо 18 с деталью 15, не изменяет величину крутящего момента, так как свободно установлена на корпусе 1.
При отводе центра 28 задней бабки 29 вправо после обработки пружина 11 разжимается и отводит деталь 15 от центра 2. Под действием пружины 11 перемещается вправо вращающийся корпус 1 с деталью 15. Перемещение корпуса 1 ограничивает поводковый палец 9, который удерживает корпус 1 выступом 10 в переднем крайнем положении. После чего разжимается пружина 20 и отводит деталь 15 от зубцов 13 поводка 12. При этом деталь 15 опирается о внутренний конус 19 кольца 18 и центр 28 задней бабки 29. Пружина 20 перемещает центрирующую втулку 16 с кольцом 18 в крайнее переднее положение до упора конической поверхности 24 кольца 18 в коническую поверхность 25 фрикционного тормозного элемента 23. В результате взаимодействия конических поверхностей 24 и 25 происходит останов втулки 16 и детали 15, так как момент от сил инерции в этом случае уравновешивается моментом от сил трения между кольцом 18 и тормозным элементом 23.
Таким образом, предложенный патро обеспечивает останов вращающейся детали в положении съема без остановки станка, так как в этом положении деталь не контактирует с зубчатым поводком и на нее не. передается крутящий момент от патрона, а момент от сил инерции уравновешивается за счет трения кольца о тормозной элемент, что соответствует правилам по технике безопасности. Величина диаметра обрабатываемых деталей и их форма зависит от размера и формы сменного зубчатого поводка и сменного кольца. Введение в конструкцию патрона сменного кольца с внутренним конусом расширяет диапазон типоразмеров устанавливаемых в нем деталей.Посредством патрона могут быть обработаны . детали различной формы в диапазоне диаметров, например от 10 до 70 мм.
Формула изобретения
Поводковый патрон к .круглоишифовальному станку, содержащий вращаемый посредством планшайбы корпус,
установленный с возможностью вращения на неподвижном базирующем центре и пЬдпружиненный относительно планЬайбы в осевом направлении, о т л ича.ющийся тем, что, с целью обеспечения удобства и безопасности обслуживания, патрон снабжен механизмом останова обработанной детали, выполненным в виде неподвижно установленного тормозного элемента с внутренней конической поверхностью и установленной на корпусе центрирующей втулки, подпружиненной относительно корпуса в осевом направлении, на которой закреплено сменное кольцо с внутренней конической поверхностью, контактирующей с обрабатываемой деталью и внешней конической поверхностью, контактирукк ей с упомянутым тормозным элементом.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР
0 445534, кл. 3 23 В 33/00, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поводковый патрон к круглошлифовальному станку | 1971 |
|
SU445534A1 |
| Поводковый патрон | 1989 |
|
SU1712070A1 |
| Поводковый патрон | 1983 |
|
SU1110556A1 |
| Поводковый патрон | 1988 |
|
SU1683889A1 |
| Круглошлифовальный станок | 1981 |
|
SU1052370A1 |
| Автоматический поводковый патрон | 1980 |
|
SU956169A1 |
| Круглошлифовальный станок | 1988 |
|
SU1546235A1 |
| Поводковое устройство | 1983 |
|
SU1184615A1 |
| Автоматический поводковый патрон | 1979 |
|
SU829349A2 |
| Поводковое устройство | 1986 |
|
SU1511004A1 |

