Изобретение относится к станкостроению и может быть использовано при обработке деталей типа валов в неподвижных центрах.
Известно автоматическое поводковое устройство для деталей типа валов, содержащее корпус, неподвиж- . ный центр и .поводковую часть, снабженную Поводковыми элементами и связанную с приводом вращения ClJНедостатком известного устройства является относительно узкие тех.нологическиё возможности.
Конс грук1щя предложенного устройства позволяет расширить технологические возможности поводковых устройств автоматического действия
С этой целью поводковые элементы расположёны в поводковой части параллельно образующей неподвижнрго центра и оснащены роликами, а на поводКовую частьнадет кулачковый копир, связанньй с ней посредством храпового механизма, собачки которого размещены в указанном копире, причем, повёрхностй кулачкового копира выполнены контактирующими с упомянутыми ролк.ами. -, - . . , .
Кроме того, с целью обеспечения установки ПОВОДКОВОЙ части в заданном угловом положении.на торце поводковой части выполнены гнезда, а в корпусе установлен фиксирующий механизм, фиксатор которого предназначен для взaимoдeйctвия с упомянутыми гнездами. . .
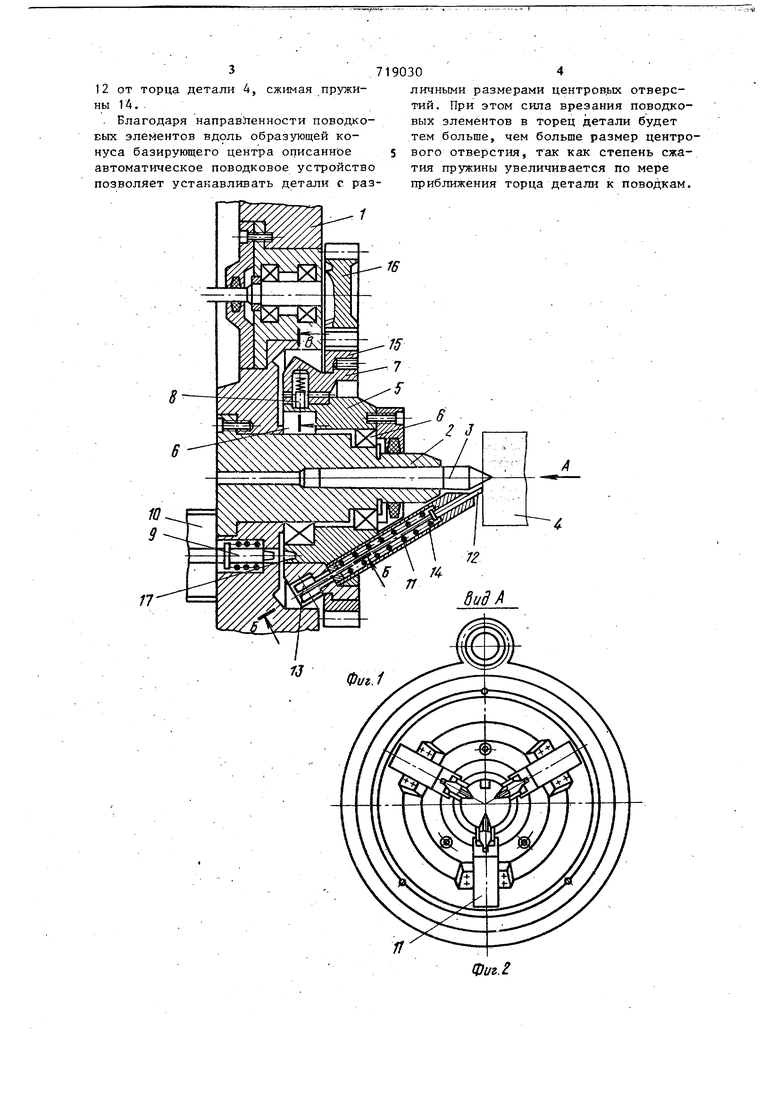
На. фиг. 1 показано устройство, продольный разрезу на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1} на фиг. 4 - разрез В-В на фиг. 1. .
Автоматическое поводковое устройство содержит корпус 1 с консольно выступающей втулкой 2, имеющей коническое отверстие для установки неподвижного жесткого центра 3, базирующего деталь 4. Поводковая часть 5 устройства установлена на втулке 2 на двух подшипниках кдчения 6 и связана с коническим кулачковым копиром 7 при цомощи подпружиненных храповЫх собачек 8 (фиг.4), передающих вращение только в одном направлении (против часовой стрелки), для чего в поводковой части выполнены соответст вующие канавки.
Ч
Поводковая часть 5 в момент поджатия детали 4 фиксируется относительно корпуса 1 посредством фиксатора 9, работающего от Э1гектр.омагнита 10. На поводковой части смонтированы поводковые элементы, каждый из которых состоит из корпуса поводкового элемента 11 (фиг.-1 и 4), поводка 12, передняя заостренная часть которого служит для вращения детали 4, а в хвостовой части расположены опорные ролики 13, опирающиеся на рабочие . профили конического кулакового копира 7 (фиг.2) и пружины 14, перемещающей поводок 12.
На цилиндрическую часть конического копира 7 жесткЪ насажена шестерня 15, зубчатый венец которой входит в зацепление с ведущей шестерней 16, передающей крутящий момент от шагового электродвигателя. .
Устройство работает в автоматическом режиме следующим образом.
Деталь 4 устанавливается в центре и поджимается задней бабкой станка. Поводковая часть 5 фиксируется относительно корпуса 1фиксатором 9 при помощи электромагнита 10. При этом фиксатор 9 входит, в гнезда 17, выполненные на торце поводковой чисти 5. Конический копир 7 получает вращение от шагового электродвигателя против часовой стрелки на угол бО, , если смотреть по стрелке А . Опорные ролики 13 спускаются по наклонной поверхности конического копира 7, и поводки 12 перемещаются вперед под действием пружин 14, находящихся в сжатом состоянии, до упора в торец детали 4. После этого поводковая часть 5 расфиксируется и от шагового электродвигателя через зубчатое зацепление, копир 7 и храцовые собачки 8, которые к этому моменту вощли в зацепление с канавками, поводковая часть 5 и деталь 4 получают вращение против часовой стрелки - главное вращение.
Освобождение детали происходит следующим образом.
Шаговый электродвигатель обеспечивает остановку устройства в определенном положении, когда гнездо под фиксатор в поводковой части 5 находится напротив фиксатора 9. После фиксации шаговый электродвигатель поворачивает конический копир 7 по часовой стрелке на угол 60, опорные ролики 13 поднимаются по рабочим поверхностям копира 7 и отводят поводк
12 от торца детали А, сжимая пружины 14.
. Благодаря направленности поводковых элементов вдоль образующей конуса базирующего центра описанное автоматическое поводковое устройство позволяет устанавлршать детали с различными размерами центров.ых отверстий. При этом сила врезания поводковых элементов в торец детали будет тем больше, чем больше размер центрового отверстия, так как степень сжатия пружины увеличивается по мере приближения торца детали к поводкам.
.v
-X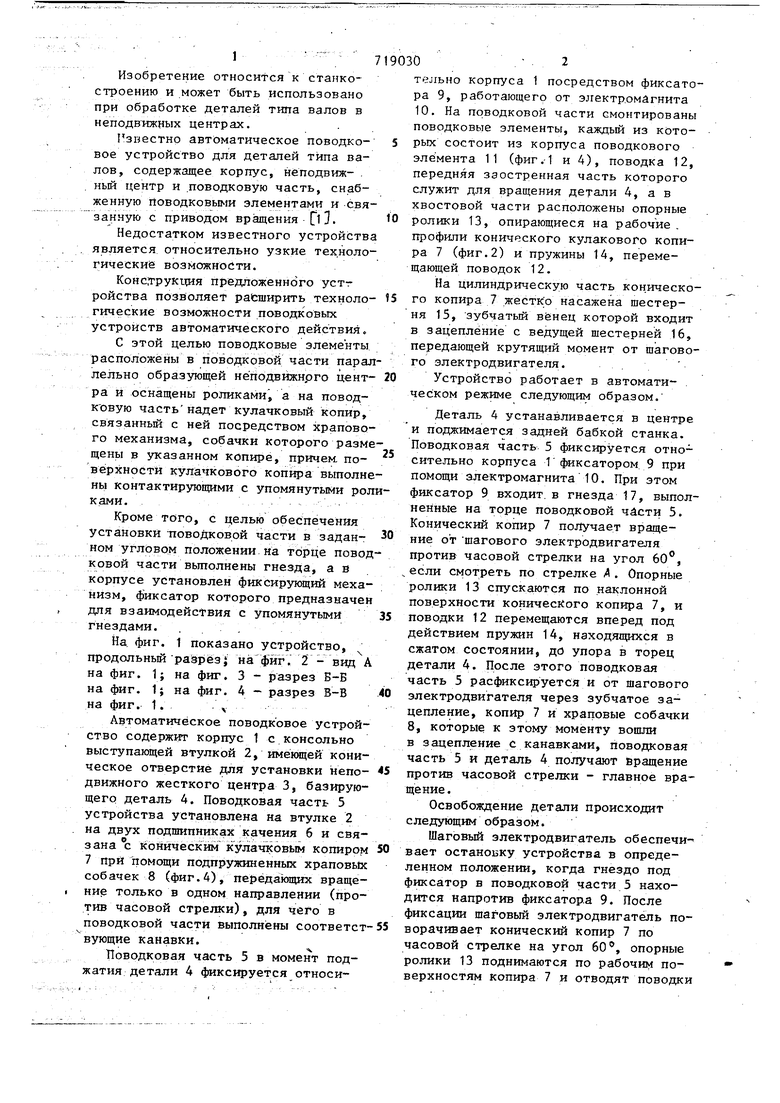
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического нарезания резьбы на токарном станке | 1979 |
|
SU770692A1 |
| Копировальная фрезерно-шлифовальная головка | 1976 |
|
SU662279A1 |
| Станок для шаговой подачи листовой резины на обработку | 1972 |
|
SU438547A1 |
| Копировально-фрезерная головка | 1986 |
|
SU1355375A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЖГУТОВ АДРЕСНЫХ ПРОВОДОВ ДОЛГОВРЕМЕННЫХ ЗАПОМИНАЮЩИХ УСТРОЙСТВ ТРАНСФОРМАТОРНОГО ТИПА | 1972 |
|
SU427376A1 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
| АВАРИЙНЫЙ ЭВАКУАТОР | 2006 |
|
RU2317833C1 |
| Автоматический поводковый патрон | 1980 |
|
SU956169A1 |
| Двухкулачковый поворотный самоцентрирующий патрон | 1982 |
|
SU1013123A1 |
| Устройство для нанесения клея на кромки обувных деталей из мягких материалов | 1990 |
|
SU1784202A1 |
1. АВТОМАТИЧЕСКОЕ ПОВОДКОВОЕ УСТРОЙСТВО для деталей Типа ва-^ лов, содержащее корпус, неподвижньШ центр и поводковую часть, снабженную поводковыми элементами и связанную ;:: с приводом вращения, о т л и ч а ю^- щ е е с я тем, что, с целью расширения технологических возможностей.поводковые элементы расположёны в поводковой части параллельно обра- • зукндей неподвижного центра и оснаще- <ны роликами, а на поводковую часть наде* кулачковый копир, связанный с ней посредством храпового-механизма, собачки которого размещены в указанном коп1фе, причем поверхности кулачкового копира вьшолнены Койтак^ирукяцймй с упомянутыми ролика!^.' '- "' • :'. •; " - ••2. Устройство по п.1, о т л и - ч а ю щ ё ё с я тем, что, с целью обеспечения Установки поводковой части в заданном угловом положении. На торце поводковой части выполнены гнезда, а в корпусе установлен фик- сирукядий biexaHHisM, фиксатор которого предназйачен для взанйодействия с упомянутыми гнёздймн. ,
Ш:
ia-ll - i. T
Wt/gJ .
v rSisii ;-
г 4
., ...i-,,:-;.--VV,,,$; :cV/- :-y.-i4;v-;-:-i;:: i e; :Sr 5- : V
.y-S3S 4 J:-t-...,-/.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 3311006, кл | |||
| Машина для разделения сыпучих материалов и размещения их в приемники | 0 |
|
SU82A1 |
| Запальная свеча для двигателей | 1924 |
|
SU1967A1 |
