Изобретение относится к бесцентровым устройствам для шлифования поверхностей вращения, преимущественно конических поверхностей в виде фасок, и может быть использовано в подшипниковой промышленности при шлифовании колец миниатюрных подшипников качения. Известно устройство для бесцентрового базирования и вращения изделий типа колец приборных подшипников качения, содержащее радиальный башмак, два вращающихся ролика с непараллельными осями и осевую (торцовую опору, имеющую отверстие для прохода рабочего или измерительного инструмента 1 . Посредством использования известного устройства обрабатьюаются цилиндрические отверстия колец миниатюрных подшипников качения с диаметром отверстий 1-3 мм при ши рине торцй кольца по окружности 0,4-0,7 мм так что в контакте с осевой опорой находится весь торец кольца и не обеспечивается возможность шлифова1шя внутренних фасок с обеих сторон отверстия одновременно ввиду наличия осевой сяюры, полностью перекрываю щей доступ к одному из торцов кольца приборного подшигаппса качения. Целью изобретения является расширение технологических возможностей устройства за счет обеспечения шлифования одновременно двух внутренних фасок у отверстия кольца приборного подшипника качения. Поставленная цель достигается тем, что в устройстве для бесцентрового базирования и вращения колец приборных подшипников качения, содержащем радиальный башмак и.два вращающихся ролика с непараллельными осями, 1ШЖНИЙ ролик снабжен упорным бортом с соотношением диаметров опорной цилиндрической .поверхности и упорного борта 1:1,03 1:1,1, при этом опорная поверхность борта расположена перпендикулярно образующей это го ролика. На фиг. 1 схематически показано устройст во, вид спереди; на фиг. 2 - то же, вид свер ху. Устройство для бесцентрового базирювания и вращения колец 1 миниатюрных подшипни22ков качения содержит радиальный башмак 2, нижний ролик 3 и верхний ролик 4 с непараллелып 1ми осями 5 и 6. Обработку фасок 7 и 8 с обеих сторон отверстия 9 кольца 1 цроизводят двумя оппозитно расположенными и имеющими конические рабочие поверхности 10 шлифовальными кругами 11 и 12. Места контактов кольца 1 с шлифовальными кругами 11 и 12 находятся против радиального башмака 2, поскольку шлифовальные круги II и 12 смешены к радиальному башмаку 2. Нижний ролик 3 оснащен упорным бортом 13 с отношением между диаметром 14 опорной цилиндрической поверхности и диаметром 15 упорного борта 13 равным 1:1,03-1:1,1. Нижнее граничное значение отношен1& 1:1,03 обусловлено тем, что при меньшей величине диаметра 15 борта 13 по отношению к диаметру 14 опорной цилиндрической поверхности ролика 3 площадь контакта торца коль-, ца 1 и упорной поверхности 16 оказывается недостаточной, происходит интенсивный износ упорной поверхности 16, а верхнее - неравномерностью износа упорной поверхности 16, которая становится конусообразной, что отрицательно влияет на точность базирования. Опорная поверхность 17 радиального башмака 2 перпендикулярна упорной поверхности 16, а угол разворота оси верхнего ролика 4 относительно оси вращения нижнего ролика 3 составляет 1,5-2°. Устройство работает следуюшнм образом. Кольцо 1, подлежащее обработке, устанавливается по радиальному башмаку 2 и опорной цилиндрической поверхности нижнего ролика 3 под действием прижимного усилия от верхнего ролика 4. За счет непараллельности осей верхнего и нижнего роликов при их вращении возникает усилие, прижимающее кольцо к упорной поверхности 16. Обработка осуществляется одновременно двумя оппозитно ртсположенными щлифовальными кругами 11 и 12 с радиальной рабочей подачей. Предлагаемое устройство позволяет повысить проижодительность за счет одновременного шлифования двух фасок.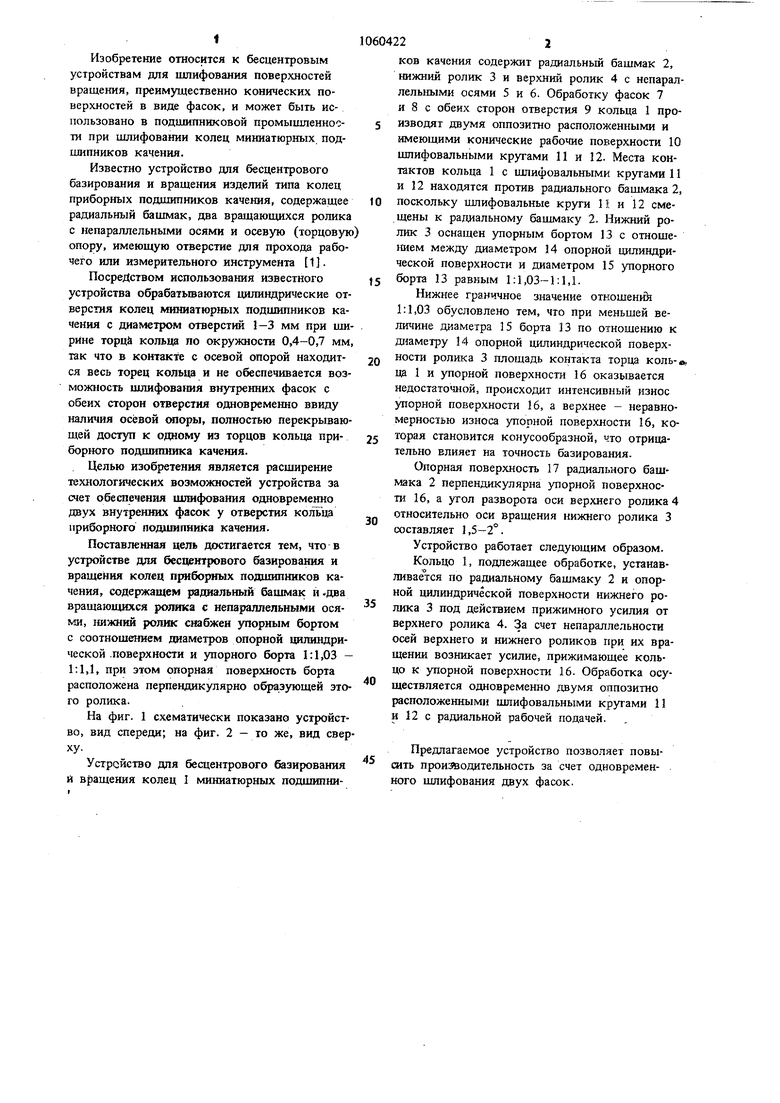
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для базирования деталей при бесцентровом шлифовании | 1984 |
|
SU1186458A1 |
| СПОСОБ ШЛИФОВАНИЯ НАРУЖНЫХ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ ЗАГОТОВОК КОЛЕЦ | 1992 |
|
RU2041046C1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК | 2002 |
|
RU2228250C2 |
| УСТРОЙСТВО ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ФАСОК ПО ДУГЕ ОКРУЖНОСТИ НА ЦИЛИНДРИЧЕСКОМ РОЛИКЕ РОЛИКОВОГО ПОДШИПНИКА | 2008 |
|
RU2401189C2 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ВРЕЗАНИЕМ БОРТОВ НАРУЖНЫХ КОЛЕЦ ЦИЛИНДРИЧЕСКИХ РОЛИКОПОДШИПНИКОВ | 1966 |
|
SU215750A1 |
| Способ базирования вращающейся детали | 1985 |
|
SU1454655A1 |
| Способ подготовки к работе станка для бесцентровой абразивной обработки | 1991 |
|
SU1825710A1 |
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ | 2002 |
|
RU2228249C1 |
| Устройство для бесцентровой обработки на башмаках | 1972 |
|
SU512030A1 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 2010 |
|
RU2460623C2 |

УСТЮЙСТВО ДЛЯ БЕСЦЕНТРОВОГО БАЗИРОВАНИЯ И ВРАЩЕНИЯ КОЛЕЦ . МИНИАТЮРНЫХ ПОДШИПНИКОВ КАЧЕНИЯ, содержащее радиальный башмак и два вращав -щихся ролика с непараллельными осями, отличающееся тем, что, с целью расширения технологических возможностей за счет обеспечения одновременного шлифования двух фасок отверстия кольца, нижний ролик снабжен упорным бортом с соотношением диаметров опорной цилиндрической поверхности и упорного борга 1:1,03 - 1:1,1, при этом опор- нал поверхность борта, расположена перпендикупярно образующей этого ролика. (Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аврутин Ю | |||
| Д | |||
| Базирование колец в подшипниках при шлифовании | |||
| - Станки и инструмент, 1981, N 8, с | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
