Изобретение относится к машиностроению и может быть использовано при подготовке к работе шлифовальных и суперфинишных станков для бесцентровой обработки дорожек качения колец подшипников.
Цель изобретения - повышение точности при обработке колец подшипников путем взаимной притирки поверхностей осевой и радиальной опор и наружной цилиндрической поверхности роликов.
Соотношение D ЗН выбирается из следующих условий.
Допустим, что цилиндрическое кольцо подшипника, подлежащее обработке, имеет наружный диаметр и высоту, равные,d и Н соответственно, а ширина роликов и радиальной опоры равна высоте кольца Н. Примем, что поверхность радиальной опоры и оси вращения приводных роликов установлены неперпендикулярно поверхности осевой опоры. В этом случае, при установке кольца и его вращении возникает момент
Мое, обусловленный силой Рос, который стремится развернуть кольцо так, чтобы оно оказалось прижатым торцем к осевой опоре. На кольцо также действует момент Мр, обусловленный силой прижима роликов Р и стремящийся установить кольцо наружной поверхностью по наружной цилиндрической поверхности роликов и радиальной опоре. Кольцо надежно базируется при условии Мое 2: Мр или FOC РН. При F0c - 2 FTp 2Pf. где f - коэффициент трения, в нашем случае «0,17, получаем d ЗН, т.е. кольцо будет надежно базироваться, когда диаметр кольца превышает его высоту более, чем в 3 раза. Полученное соотношение d Ј ЗН будет верно и для двухступенчатого притира, если заменить d на О.
Таким образом для двухступенчатого притира имеем следующее соотношение .В этом случае притир будет прижиматься торцем большей ступени к осевой опоре и притирать наружной цилиндрической по
Ј
00
ю ел
44
верхностью меньшей ступени поверхности радиальной опоры и наружную цилиндрическую поверхность роликов.
Данное условие справедливо в том случае, если неперпендикулярность торца второй ступени к наружной цилиндрической поверхности первой ступени притира соответствует неперпендикулярности обрабатываемых колец и составляет 1-2 мкм.
На фиг.1 и 2 схематично изображено размещение обрабатываемого кольца 1 на радиальной 2 и осевой 3 опоре и ведение его приводными роликами А (кольцо имеет d ЗН). В связи с неточностью установки радиальной опоры и приводных роликов относительно осевой опоры кольцо при вращении не может надежно базироваться по обеим базовым поверхностям одновременно, наружной цилиндрической поверхностью кольца по радиальной опоре и приводными роликом и поверхностью торца по осевой опоре (показано два положения кольца).
На фиг.З и 4 схематично изображен способ подготовки станка к работе, заключающийся во взаимной притирке осевой, радиальной опоры и поверхности приводных роликов двухступенчатым цилиндрическим притиром 5, с использованием абразивной суспензии. Притир размещают так же, как и обрабатываемое кольцо, на радиальную и осевую опору и приводят во вращение приводными роликами. На ролики подают нагрузку, с помощью которой притир прижимается к радиальной и осевой опорам. При подаче абразивной суспензии в зону контакта притира с радиальной и осевой опорами и наружной цилиндрической поверхностью приводных роликов происходит взаимная притирка поверхностей.
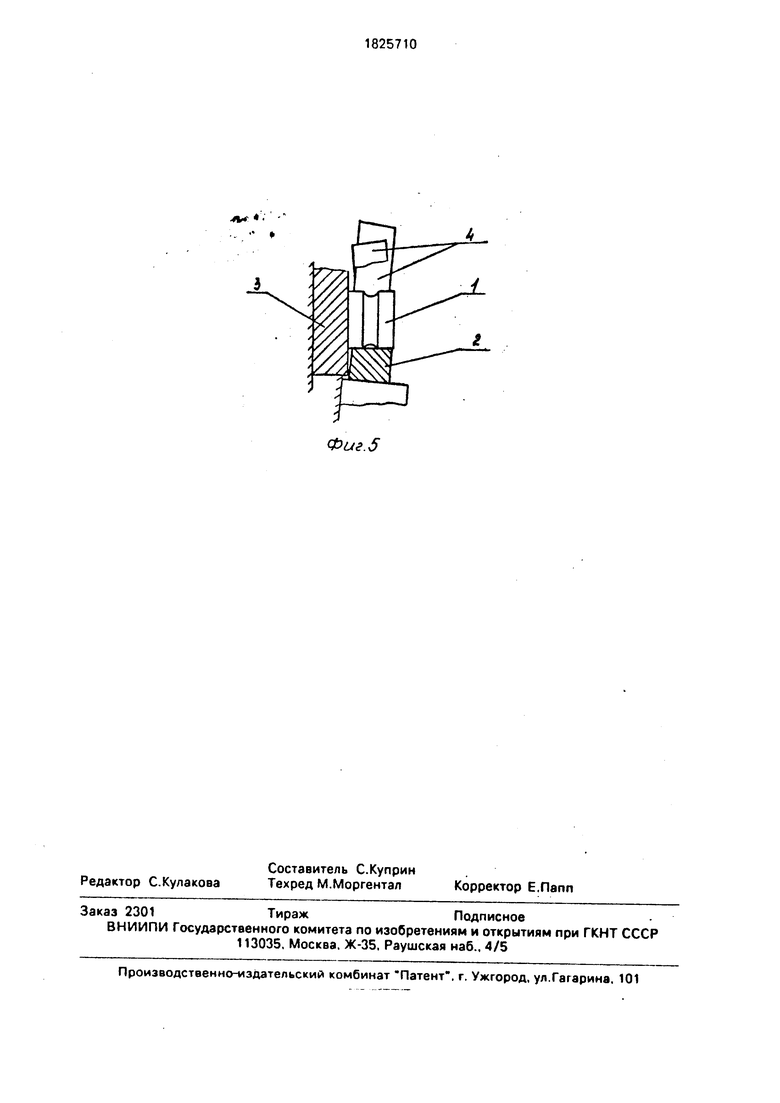
На фиг.5 показано размещение обрабатываемого кольца по радиальной и осевой опоре и ведение его приводными роликами после притирки.
Способ подготовки к работе станка для бесцентровой обработки осуществляют следующим образом.
Подготавливается к работе, например, суперфинишный станок мод. ЛЗ-244В для обработки дорожек качения колец приборных подшипников. Станок содержит неподвижные осевую и радиальную опоры и два ведущих ролика с непараллельными осями. Подготовку к работе осуществляют следующим образом.
К размещенному на основании станка кронштейну крепят осевую опору, к планкерадиальную опору, в двух корпусах размещают и закрепляют приводные ролики. Затем на радиальную и осевую опоры устанавливают двухступенчатый притир,
подают усилие на ролики и приводят их во вращение; В зону контакта притира с осевой, радиальной опорами и приводными ро- ликами подают абразивную суспензию. Происходит взаимная притирка с помощью
двухступенчатого притира поверхностей осевой, радиальной опоры и приводных роликов, чем обеспечивается перпендикулярность поверхности радиальной опоры и осей вращения приводных роликов к осевой
опоре. Затем притир снимают, зону притирки промывают и устанавливают обрабатываемое кольцо. Настройку станка и обработку кольца ведут обычным способом. Использование способа подготовки
станка к работе наиболее эффективно для бесцентровых шлифовальных и суперфинишных станков при обработке дорожек качения и отверстий колец подшипников, к которым предъявляются высокие требования по геометрической точности.
Проведенные на предприятии исследования показали, что способ подготовки к работе станка путем взаимной притирки поверхностей осевой и радиальной опоры и
приводных роликов позволяет повысить геометрическую точность обрабатываемых ко- лец подшипников.
Так, например, величина радиального биения кольца 1080096К1У02, обработанно- го на суперфинишном станке ЛЗ-244В уменьшилась после использования изобретения в среднем на 15%.
Формула изобретения
Способ подготовки к работе станка для бесцентровой абразивной обработки, при котором радиальные опоры и приводные ролики устанавливают так, что их оси перпендикулярны к рабочей поверхности осевой
опоры, и поворачивают их относительно указанной поверхности в вертикальной плоскости, отличающийся тем, что, с целью повышения точности при обработке колец подшипников, берут двухступенчатый притир, диаметр меньшей ступени которого выбирают равным диаметру обрабатываемого кольца, а диаметр D большей ступени выбирают из условия D ЗН, где Н - высота меньшей ступени, и производят с его помощью притирку рабочих поверхностей опор и приводных роликов.
А

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ФЕРРОМАГНИТНЫХ ВТУЛОК | 1995 |
|
RU2089370C1 |
| Способ бесцентрового шлифования торца цилиндрической детали | 1977 |
|
SU944879A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК | 2002 |
|
RU2228250C2 |
| СПОСОБ ОБРАБОТКИ ДОРОЖКИ КАЧЕНИЯ НАРУЖНЫХ КОЛЕЦ ПОДШИПНИКОВ | 1998 |
|
RU2143966C1 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ДЕТАЛЕЙ | 2019 |
|
RU2728140C1 |
| Станок для суперфинишной обработки желоба кольца шарикового подшипника | 1980 |
|
SU918058A1 |
| УСТРОЙСТВО ДЛЯ ДОВОДКИ РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ | 1991 |
|
RU2069616C1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ БЕГОВЫХ ДОРОЖЕК КОЛЕЦ ПОДШИПНИКОВ | 1992 |
|
RU2057631C1 |
| Устройство для крепления инструмента | 1991 |
|
SU1816541A1 |
| Способ базирования вращающейся детали | 1985 |
|
SU1454655A1 |
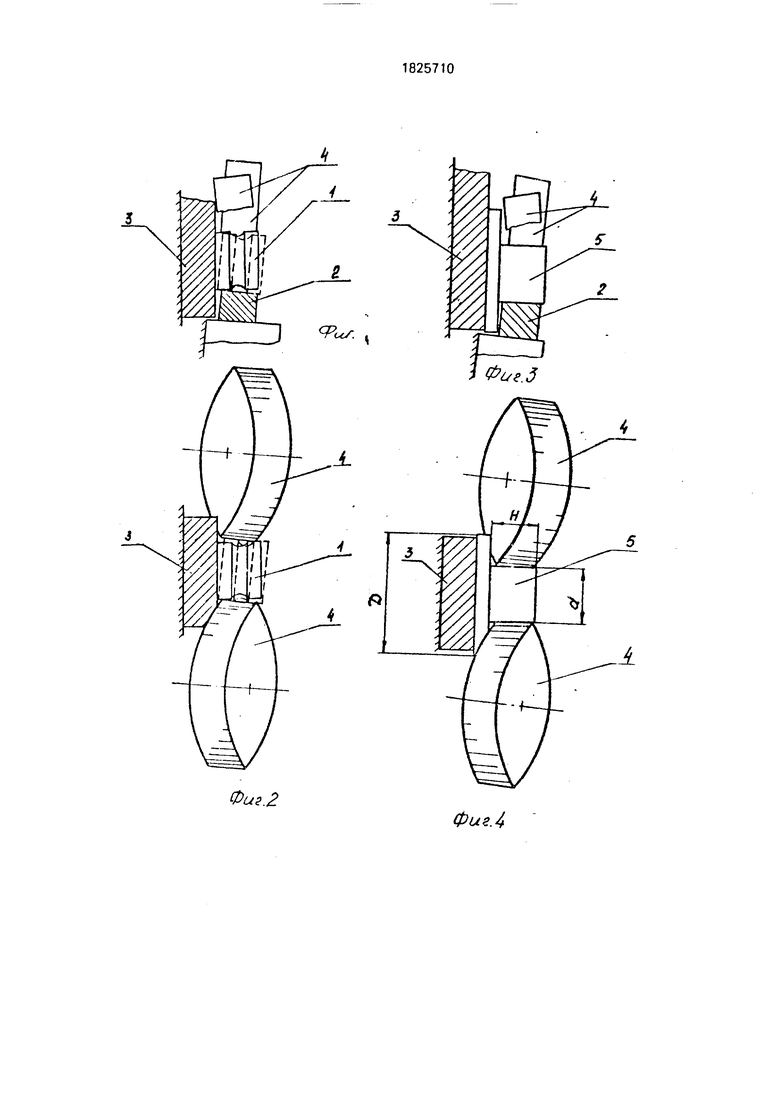
Использование: для абразивной обработки колец подшипников. Сущность изобретения: после установки осевой и радиальной опор и приводных роликов так, что оси последних расположены под углом к осевой опоре, производят притирку рабочих поверхностей опор и роликов с помощью двуступенчатого притира. Диаметр меньшей ступени притира равен диаметру обрабатываемого кольца, а диаметр большей ступени не более трех высот меньшей ступени. 5 ил.
Фиг.2
Фие.4
Фиг.5
| Нагревательный прибор для центрального отопления | 1920 |
|
SU244A1 |
| Нагревательный прибор для центрального отопления | 1920 |
|
SU244A1 |
| Способ размножения копий рисунков, текста и т.п. | 1921 |
|
SU89A1 |
