Изобретение относится к наружному и внутреннему круглому шлифованию, преимущественно колец подшипников качения, и может быть использовано для шлифования, доводки, суперфиниширования точных деталей типа колец, дисков, втулок в отраслях машиностроения и приборостроения.
Цель изобретения - повышение точности геометрической формы обрабатываемой детали за счет использования быстроналаживаемых качаюш,ихся башмаков, что позволяет применить различные схемы многоточечного базирования обрабатываемых деталей на опорных башмаках.
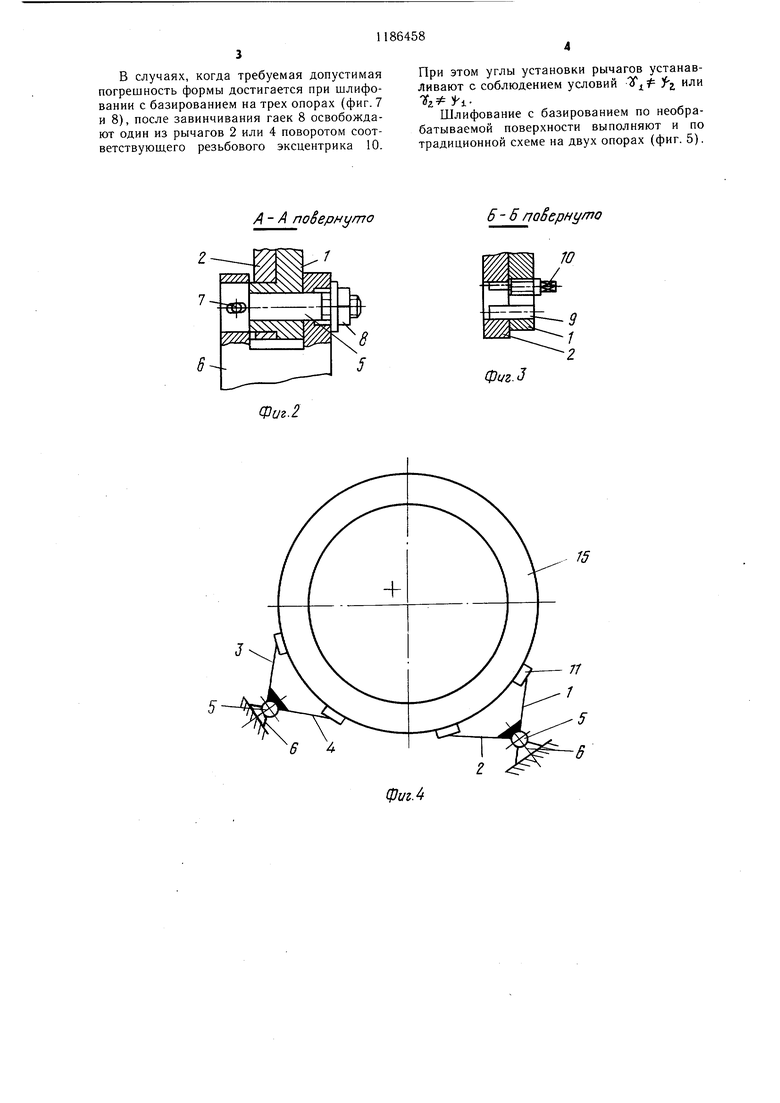
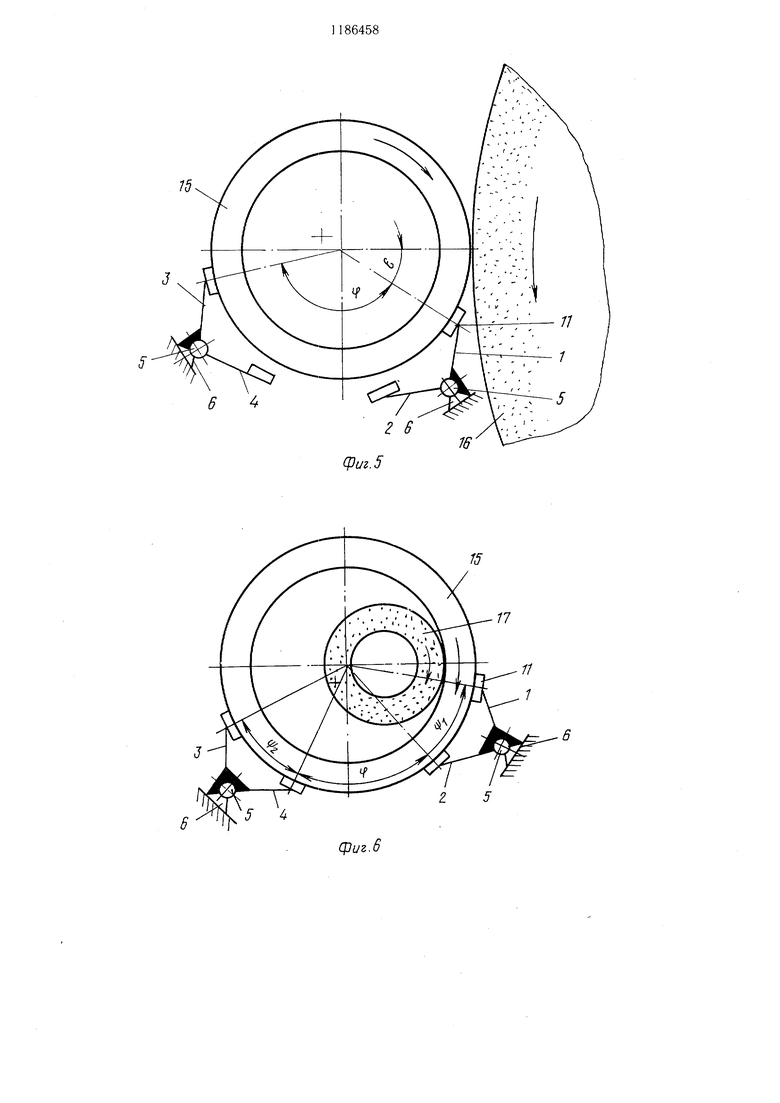
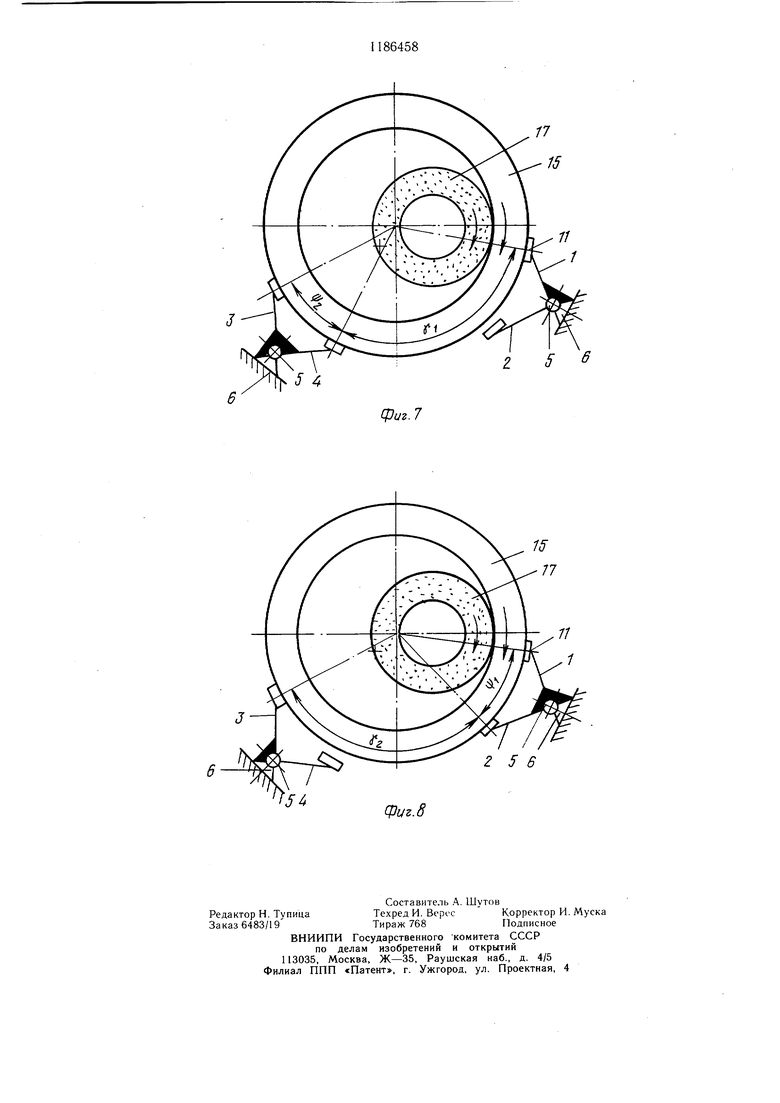
На фиг. 1 изображено устройство, обший вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - схема устройства, при наладке; на фиг. 5 - то же, при базировании детали на двух опорах; на фиг. 6 - то же, при базировании детали по необрабатываемой поверхности на четырех опорах; на фиг. 7 и 8 - то же, на трех опорах (с различным их расположением).
Устройство содержит две опоры, каждая из которых образована парой рычагов 1 и 2, а также 3 и 4 соответственно. Рычаги 1 и 3 выполнены за одно целое со втулками и свободно установлены на осях 5. Последние смонтированы в державках 6 с возможностью осевого перемешения, что обеспечивается штифтами 7, запрессованными в державки 6 и свободно проходящими через продольные пазы в осях 5. Оси 5 выполнены ступенчатыми так, что рычаги 1 и 3 заключены между упорными бортами осей и державками 6. Резьбовые концы осей 5 снабжены гайками 8. В рачагах 1 и 3 предусмотрены гладкие отверстия для запрессовки упоров 9 и резьбовые - для резьбовых эксцентриков 10. На втулки рычагов 1 и 3 свободно установлены рычаги 2 и 4 соответственно, в которых предусмотрены пазы. С боковыми поверхностями пазов взаимодействуют выступаюшие части упоров 9 и эксцентриковые шейки резьбовых эксцентриков 10. На концах рычагов 1-4 закреплены опорные башмаки 11.
Державки 6 установлены в корпусе 12 и могут перемещаться в радиальных пазах (не показаны) винтами 13 неподвижных кронштейнов 14. Крепление державок 6 к корпусу 12 осуществляется болтами (не показаны).
Обрабатываемая деталь кольцо 15 опирается на рычаги 1-4 (или на часть из них). Шлифование производят шлифовальным кругом 16 при наружном шлифовании или шлифовальным кругом 17 при внутреннем шлифовании.
При наладке отвинчивают гайки 8, освобождая оси 5, которые удерживаются от проворачивания штифтами 7. Затем поворотом резьбовых эксцентриков 10 осуществляют жесткое соединение пар рычагов 1 и 2, а также 3 и 4. При этом эксцентриковые шейки резьбовых эксцентриков ГО и упоры 9 заклинивают между боковыми поверхностями пазов рычагов 2 и 4, вследствие чего рычаги 1 и 2, а также 3 и 4 попарно блокируются. Таким образом, получают два шарнирно установленных коромысла, образованных рычагами 1 и 2, а также 3 и 4.
В процессе наладки деталь 15 (фиг. 4) устанавливают торцом на магнитную торцовую опору (не показана и включают вращение торцовой опоры, при этом державки 6 предварительно освобождают, отвинчивая крепежные болты, и отводят винтами 13 от центра. Далее винтом 13 подводят сначала правую державку 6 так, что коромысло, образованное рычагами 1 и 2, входит в контакт с деталью 15. Перемещение прекращают при прекращении покачивания коромысла на оси 5. В этом положении закрепляют державку 6 в корпусе 12 болтами. Затем винтом 13 подводят левую державку 6 до положения, при котором прекращается покачивание коромысла, образованного рычагами 3 и 4, и закрепляют державку 6 в корпусе 12 болтами. Таким образом, прекращение покачивания коромысел служит естественным критерием правильности установки детали 15, благодаря чему отпадает необходимость в использовании индикаторных стоек или других вспомогательных приспособлений.
В процессе наружного шлифования (фиг. 5), когда целесообразно базировать деталь 15 на две жесткие опоры, завинчивают гайки 8 на осях 5, зажимая рычаги 1 и 3 коромысел между упорными бортами осей 5 и державками 6. После этого поворотом резьбовых эксцентриков 10 освобождают рычаги 2 и 4 коромысел, которые отходят от детали 15 под действием своего веса или небольших пружин (не показаны). Расположение рычагов 1 и 3 коромысел, играющих роль жестких опор, обеспечивает соблюдение углов У и оу , рекомендованных для наружного круглого шлифования с бесцентровым базированием. Обработку детали производят щлифовальным кругом 16.
В процессе шлифования с базированием по необрабатываемой поверхности, например при внутреннем шлифовании (фиг. 6-8), в зависимости от характера и величины исходной погрешности и других условий обработки применяют различные схемы базирования. Для шлифования на четырех опорах (фиг. 6) после наладки завинчивают гайки 8, жестко соединяя все четыре рычага коромысел с державками 6. Для уменьшения эффекта копирования погрешностей базируюц;ей поверхности на обрабатываемой поверхности рекомендуется устанавливать углы между отдельными рычагами с соблюдением
условий: ti ; у.
В случаях, когда требуемая допустимая погрешность формы достигается при шлифовании с базированием на трех опорах (фиг. 7 и 8), после завинчивания гаек 8 освобождают один из рычагов 2 или 4 поворотом соответствуюш,его резьбового эксцентрика 10.
При этом углы установки рычагов устанавливают с соблюдением условий z или
-Уг ПШлифование с базированием по необрабатываемой поверхности выполняют и по традиционной схеме на двух опорах (фиг. 5).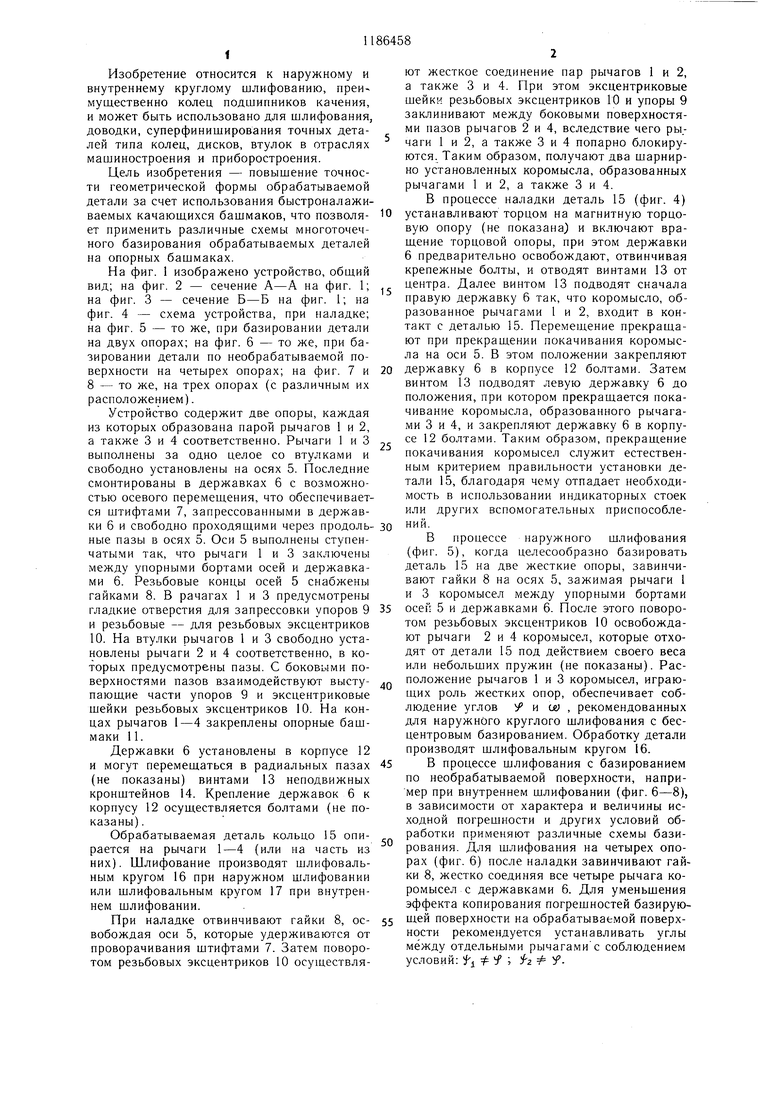
| название | год | авторы | номер документа |
|---|---|---|---|
| БЫТОВАЯ СТАЧИВАЮЩЕ-ОБМЕТОЧНАЯ МАШИНА | 1995 |
|
RU2078165C1 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1994 |
|
RU2064860C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ВРАЩЕНИЯ ИЗДЕЛИЯ И ЛЮНЕТ | 1999 |
|
RU2145917C1 |
| Устройство для контроля точности наладки бесцентровошлифовального станка | 1980 |
|
SU929405A1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2063323C1 |
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ | 2002 |
|
RU2228249C1 |
| ЛЮНЕТ | 2001 |
|
RU2196673C2 |
| Устройство для очистки наружной поверхности цилиндрической детали | 1987 |
|
SU1447461A1 |
| Устройство для шлифования поверхностей вращения | 1978 |
|
SU766833A1 |
| Устройство для обработки фасок | 1977 |
|
SU841922A1 |
1. УСТРОЙСТВО ДЛЯ БАЗИРОВАНИЯ ДЕТАЛЕЙ ПРИ БЕСЦЕНТРОВОМ ШЛИФОВАНИИ, содержаш.ее установленные на осях державок с возможностью поворота вокруг этих осей две опоры с рычагами, на концах которых закреплены опорные 6aijiмаки, отличающееся тем, что, с целью повышения точности геометрической формы обрабатываемой детали, каждая опора выполнена в виде двух рычагов, установленных с возможностью перемещения вдоль осей державок и фиксации в заданном угловом положении, при этом один из рычагов каждой опоры установлен с возможностью поворота относительно другого рычага. 2. Устройство по и. 1, отличающееся тем, что механизм фиксации рычагов опоры в заданном угловом положении выполнеп в виде эксцентрика и унора. « (Л /J 00 О5 NU сл оо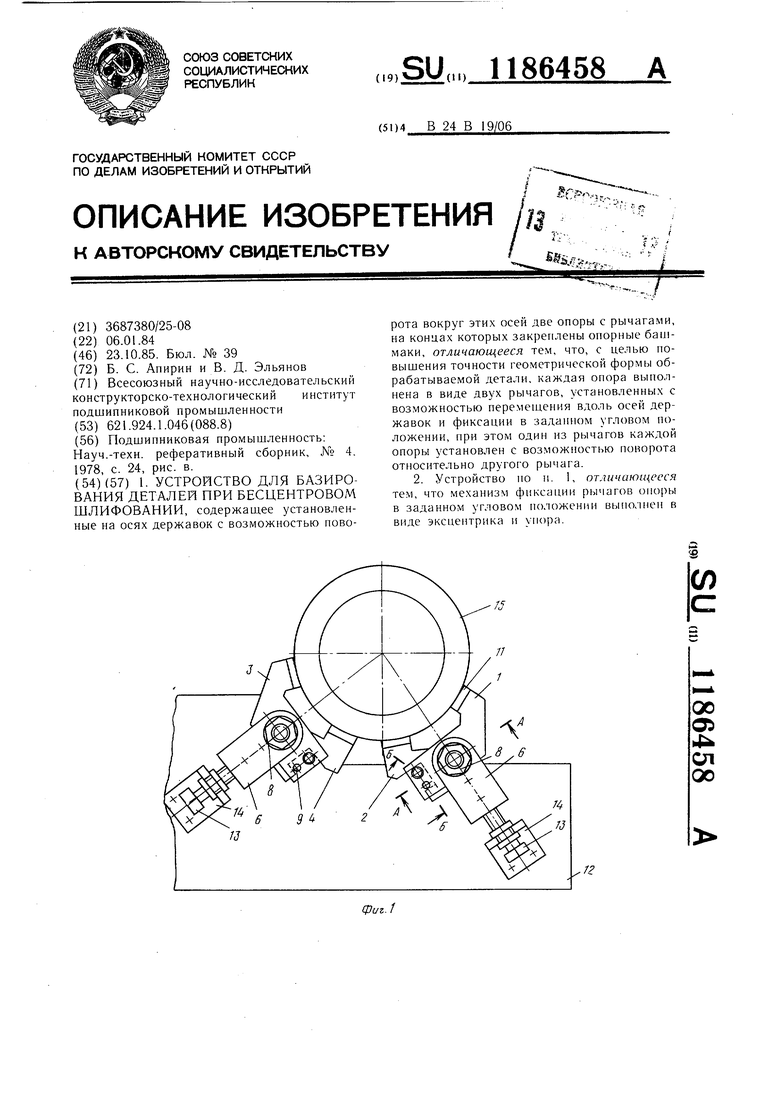
Верну то
W
15
J
Сриг.
фиг.6
Г5
17
Z 5
П
15
г 5 6
Сриг.7
| Подшипниковая промышленность: Науч.-техн | |||
| реферативный сборник, № 4 | |||
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| в. | |||
