дек 1 |.,и ч
да
.
ГС Изобретение относится к обработка металлов резанием и может быть использовано при изготовлении иголок массажных щеток. Известен способ обработки сфе рическнх поверхностей деталей, кото рые закрепляют на оправках, располо женных эксцентрично оси вращения ин сгрумента, имеющего на рабочей поBepkHOCTH кольцевые канавки заданного профиля . . Недостатком данного способа, явля .ется низкая производительность, так как он обеспечивает обработку только единичных заготовок и не позволя ет осуществлять одновременную обработку иголок массажной щетки. Цель изобретения - повышение .производительности процесса. Поставленная цель достигается тем, что согласно способуобработки торцовых сферических поверхностей, при котором используют дисковы инструмент с канавками на торце, а детали закрепляют в оправке, располагают ее эксцентрично оси инстру мента и -сообщают оправке и инструменту вращение вокруг своих осей, обработку осуществляют инструментом с взаимно перпендикулярньши V-о разными канавками, которому сообщают возвратно-поступательное перемещение в направлении, перпендикуjjHpHOM оси его вращения при этом угол при вершине канавок увеличивае ся- от центра к периферии инструмена детали в оправке закреплены посрадстзом упругого элемента, обес иечивающего свободное радиальное см ш,ание обрабатываемых торцов На cpir.l представлена схема реализации способа; на - располо жэние деталей на инструменте г на фиг.З - пpeдлaгae яь й инструмент, вид сверху. Для осуществления обработки испо зуют дисковый инструмент 1, по торцу которого нанесены взаимно перпен дикулярные V -образные канавки, создающие рехсущие кромки. При этом ин тервал частоты нане цйния канавок может меняться, в зависимости от необходимой точности обработки детали по полусфере, а угол при вершине канавок -- в зависимости от радиуса обрабатываемых деталей и материала . Установлено, что наилучшие результаты обеспечивают углы, значения которых увеличиваются от центра инструмента к его периферии с интервалом в s. Дисковому инструменту 1 сообщают врап;ение вокруг его оси и возвратно-поступательное перемещение в направлении пехэпендикулярном упомянутой оси. Обрабатываемые детали 2 с натягом прессуются в упругом элементе 3 и закрепляютсяво вращающейся оправке 4, установленной эксцентрично оси инструмента. Обр 1ботку осуществляют путем iiOt-:такта деталей 2, имеющих свободнгле радиальные колебательные движения за Счет крепления в их упругом элементе, с рабочей поверхностью режущих кромок дискового инструмента 1, Детали малого диаметра произвольно прессуются 3 необходимом количестве в упругом элементе, который вставляют в оправку 4. Последней сообщают медленное вращательное движение вокруг своей оси (30 ) , а диcнoвo 4y инструменту 1 - вращательное движение (60 об/мин) и возвратно поступательное движение через кри-пошнпно-шатунный механизм Посредством этих движений .детали получают возможЕюсть пройти через режущие кромки инструмента по определенной траектории, что обеспечивает равномерный износ рабочей поверхности инструмента, а крепление деталей в упругом элементе, обеспечивающем их свободное покачивание, позволяет получить разномерное закругление по полусфере. Таким образом, предлагаемый способ позволкет механизировать процесс обработки концов деталей матых диаметров, а именно игл массаккой щет ни „
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прорезания канавок | 1988 |
|
SU1565610A1 |
| КОЛЬЦЕВАЯ ПРУЖИНА И СПОСОБ СОЗДАНИЯ РЕГУЛЯРНОГО МИКРОРЕЛЬЕФА НА РАБОЧИХ ПОВЕРХНОСТЯХ КОЛЕЦ ПРУЖИНЫ | 1997 |
|
RU2125671C1 |
| СПОСОБ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2023 |
|
RU2813918C1 |
| Устройство для долбления | 1976 |
|
SU606690A1 |
| ЭПИЛЯЦИОННЫЙ ПРИБОР С ПИНЦЕТАМИ ДЛЯ ВЫДЕРГИВАНИЯ | 2004 |
|
RU2345690C2 |
| СПОСОБ НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК С ПЕРЕМЕННЫМ ШАГОМ НА ФРЕЗЕРНОМ СТАНКЕ С ЧПУ | 2016 |
|
RU2621200C1 |
| Способ ротационной вытяжки полых деталей | 1986 |
|
SU1470392A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2210467C2 |
| ЭПИЛЯЦИОННЫЙ ПРИБОР С ЗАХВАТНЫМИ ЩИПЦАМИ | 2004 |
|
RU2345689C2 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА АЛМАЗНЫМ СТЕРЖНЕВЫМ ПРАВЯЩИМ ИНСТРУМЕНТОМ | 2013 |
|
RU2538531C1 |
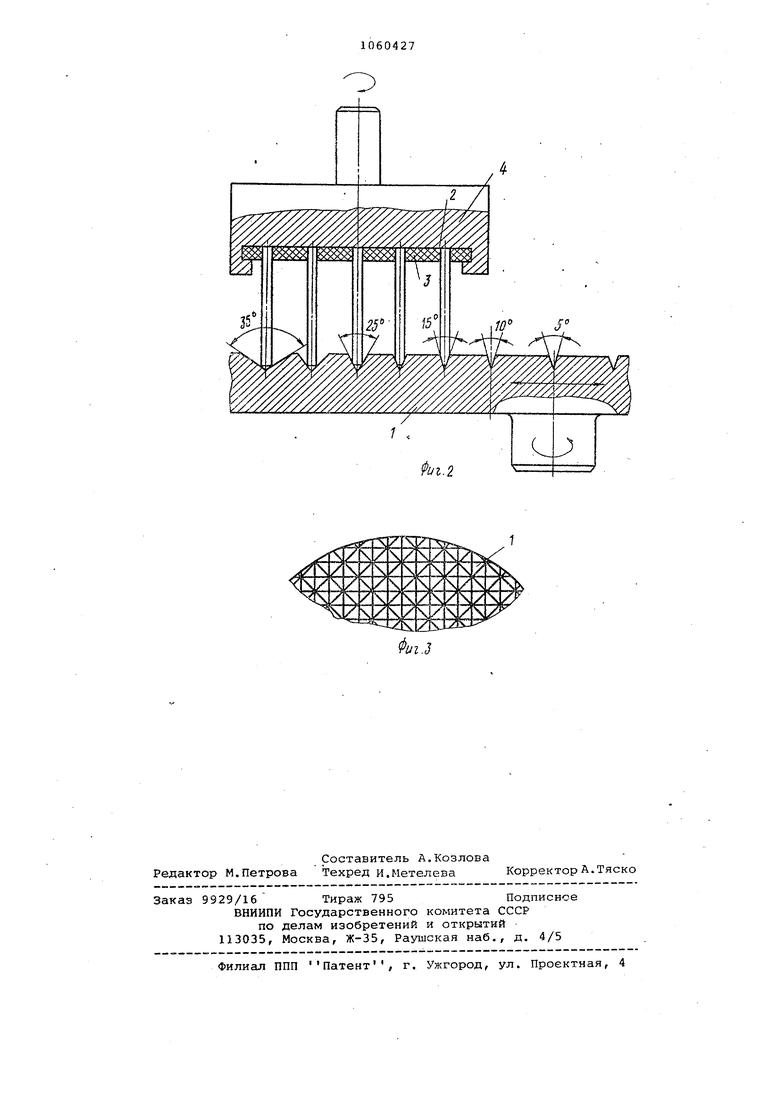
СПОСОБ ОБРАБОТКИ ТОРЦОВЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ, при котором используют дисковый инструмент с канавками ка торце, а детали закрепляют D onpaEis,- располагают ее эксцентрично ОСУ. инструмента и сообщают оправке и инструменту вращение вокруг своих осей, о т л и ч а ющ и и с я тем, что, с целью повышения производительности процесса, обработку осугцествляют инструментом с взаимно перпеидичсулярными V -образными канавками, которому сообщают возвратно-поступательное перемещение в направлении, перпендикулярном оси его вращения, при зтом угол при вершине канавок увеличивается от центра к периферии инструмента, а детали в оправке закреппгны посрелстпом упругого элеме -1:га, o&acпeчиБaJoщeгo свободное радиальное смещение обрабатгд ваег.г1гзх торцон ,
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Шлифовальный станок | 1936 |
|
SU51008A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
