Для шлифования запонок, пуговиц и тому подобных мелких изделий предлагается многошпиндельный станок со шпинделями, вращаемыми от центральной шестерни. Особенность устройства станка состоит в том, что шпиндели установлены по нескольким концентричным окружностям и соответственно этому для шпинделей каждой окружности имеется своя центральная приводная шестерня. Такое устройство имеет целью повысить производительность при незначительном увеличении габарита станка.
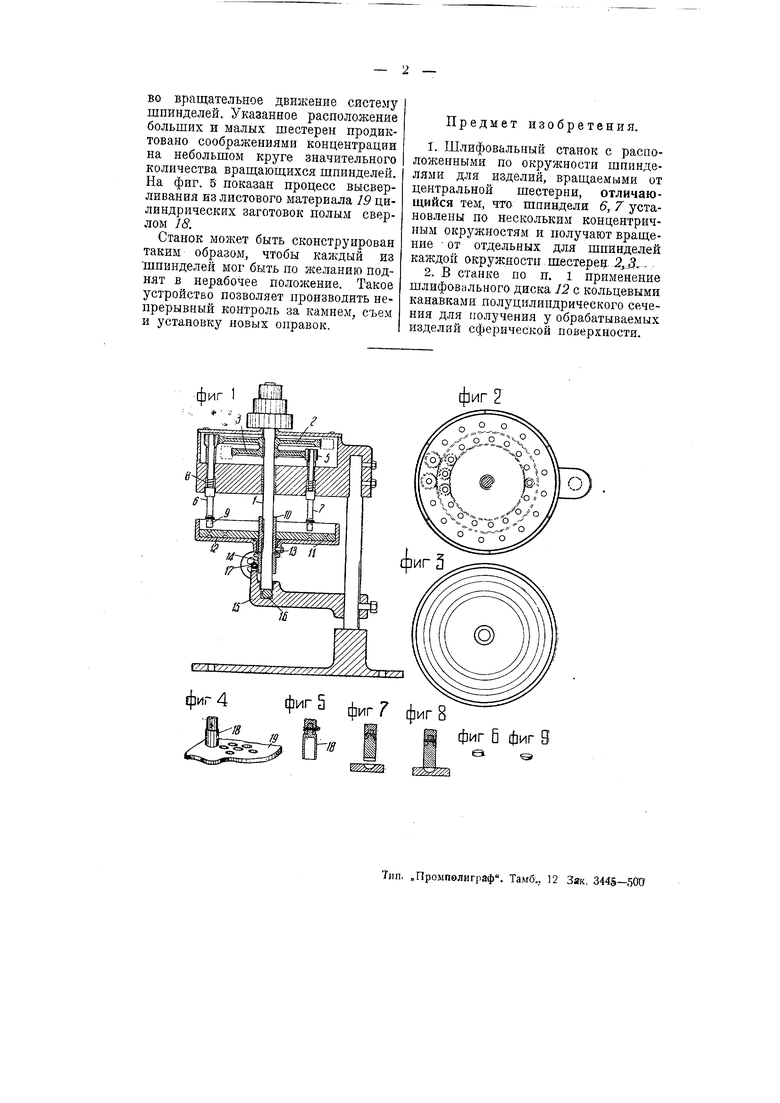
На чертеже фиг. 1 изображает вертикальный разрез станка; фиг. 2 поясняет приводшнинделей; фиг. 3 изображает вид стола сверху; фиг. 4 поясняет процесс вырезания заготовок; фиг. 5 изображает служаш,ее для этой цели сверло в разрезе; фиг. 6-заготовку; фиг. 7 и 8 поясняют процесс шлифования и фиг. 9 изображает готовое изделие.
В центральной части станка проходит вал 1 (фиг. 1). На валу укреплены одна над другой две шестерни 2 и i, имеющие сцепление с малыми шестернями на шпинделях 6 и 7. Как видно на чертелсе, шпиндели имеют в центральной своей части некоторое утолшение и пружинные стабилизаторы 8. На конце каждого шпиндео1я 7 уложена оправа с изделием 9. В центральной части станка на втулку 10 насажен врашаюш,ийся стол // с металлическим диском 12, имеюпдим концентрично с обоими рядами шпинделей канавки, профиль которых отвечает форме изделий, Упорный болт 73 и наличие втулки 10 позволяют приводить стол в неподвижное состояние, что необходимо при сверлении изделий. Под столом расположена зубчатая рейка 14, сцепленная с шестерней 17, установленной в кронштейне 15, который имеет в себе опорный шарикоподшипник 16 для вала /. Показанное на чертеже крепление кронштейна позволяет отводить его в сторону для возможности менять металлические диски 12. При наличии па диске 12 абразивных материалов происходит шлифование изделий, причем канавки в металлическом диске приводят к получению требуемой круглоовальной поверхности (фиг. 9) у заготовки, имевшей цилиндрическую форму (фиг. 6). На фиг. 2, как уже указывалось выше, в плане показано сцепление больших и малых шестерен, которые приводят
во вращательное движение систему шпинделей. Указанное расположение больших и малых шестерен продиктовано соображениями концентрации на небольшом круге значительного количества врашающихся шпинделей. На фиг. 5 показан процесс высверливания из листового материала 19 цилиндрических заготовок полым сверлом 18,
Станок молсет быть сконструирован таким образом, чтобы каждый из шпинделей мог быть по желанию поднят в нерабочее положение. Такое устройство позволяет производить непрерывный контроль за камнем, съем и установку новых оправок.
Предмет изобретения.
1.Шлифовальный станок с расположенными по окружности шпинделями для изделий, враш;аемыми от центральной шестерни, отличающийся тем, что шпиндели 6, 7 установлены по нескольким концентричным окружностям и получают враш;ение от отдельных для шпинделей каждой окружности шестерен-2 Д2.В станке по п. 1 применение шлифовального диска 12 с кольцевыми канавками полуцилиндрического сечения для получения у обрабатываемых изделий сферической поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многошпиндельный сверлильный станок | 1929 |
|
SU23058A1 |
| Станок для шлифования рабочих кромок шаблонов | 1933 |
|
SU36209A1 |
| Автоматический горизонтально-сверлильный станок для изготовления решет к фильтр прессам | 1929 |
|
SU24211A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ФАСОК НА ДИСКАХ | 1973 |
|
SU364416A1 |
| Станок для шлифования плоскостей граненой стеклянной посуды | 1940 |
|
SU60152A1 |
| Автоматический станок для изготовления фарфоровых изоляторов | 1930 |
|
SU27914A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ПРОВОЛОКИ ПРИ ЕЕ ПЕРЕМАТЫВАНИИ С ОДНОГО БУНТА НА ДРУГОЙ | 1939 |
|
SU63489A1 |
| Способ обработки металлов | 1940 |
|
SU61401A1 |
| СТАНОК ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ НА БОКОВЫХ И ТОРЦЕВЫХ ЧАСТЯХ ЗАГОТОВОК ДЛЯ ТКАЦКИХ ЧЕЛНОКОВ | 1929 |
|
SU20315A1 |
| Станок для обработки статора роторно-ппоршневого двигателя | 1972 |
|
SU510318A1 |
фиг г фигВ
1
фиг 2
фиг О фиг
(
