1
Изобретение относится к обработке металлов, в частности к способам и устройствам для ротационной вытяжки и поверхностного пластического деформирования полых деталей.
Цель изобретения - повышение качества и расширение технологических возможностей.
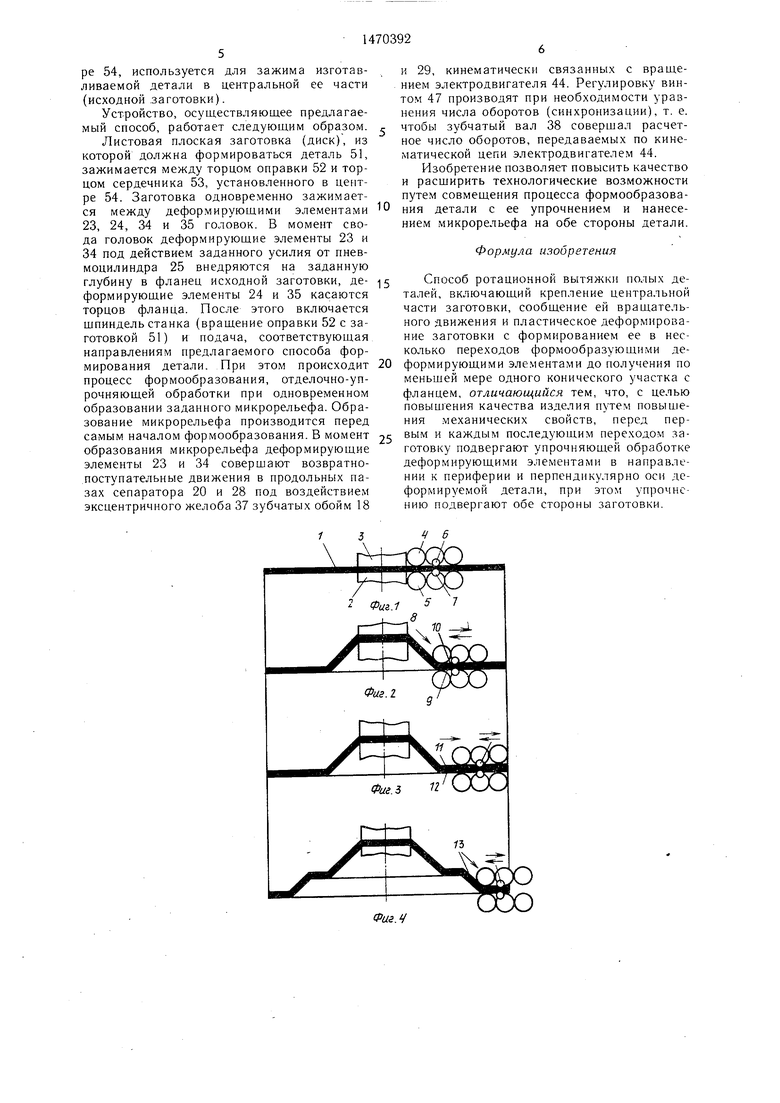
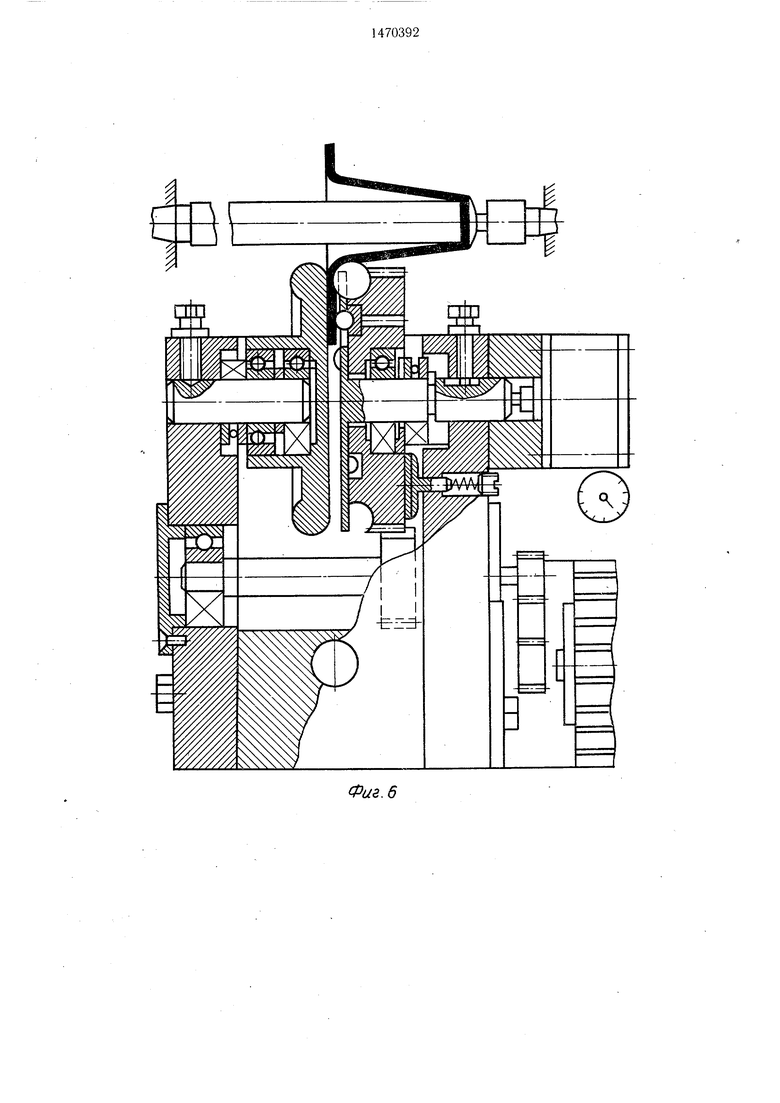
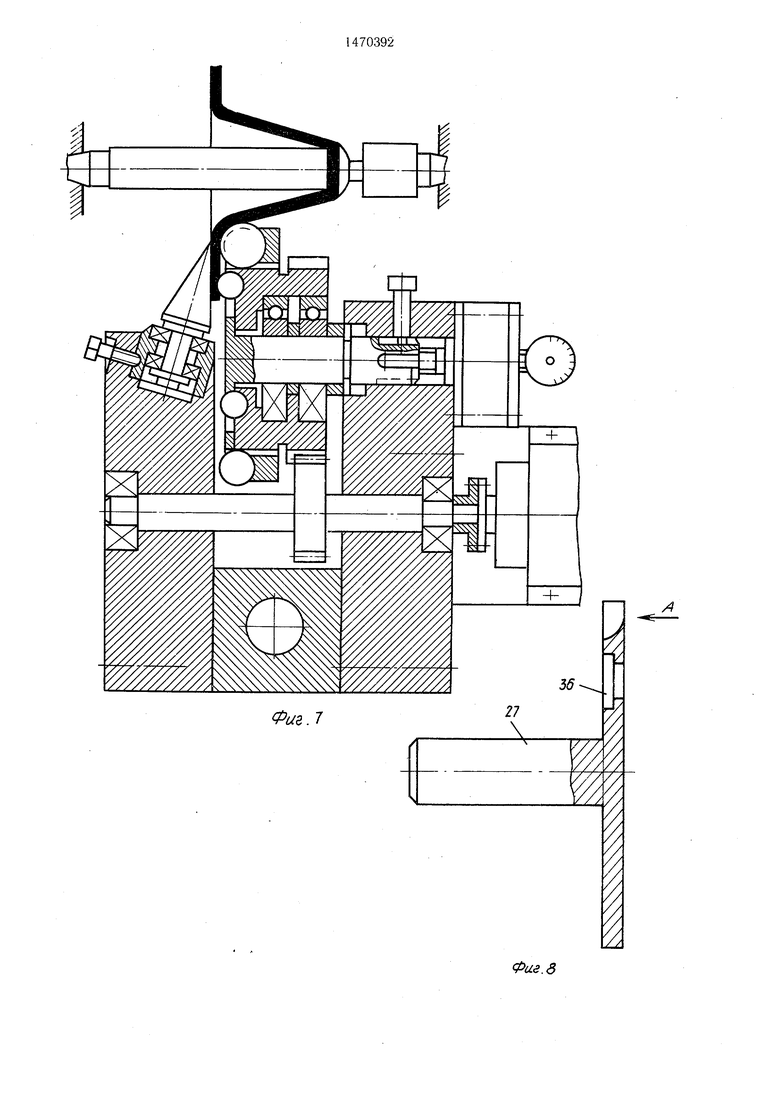
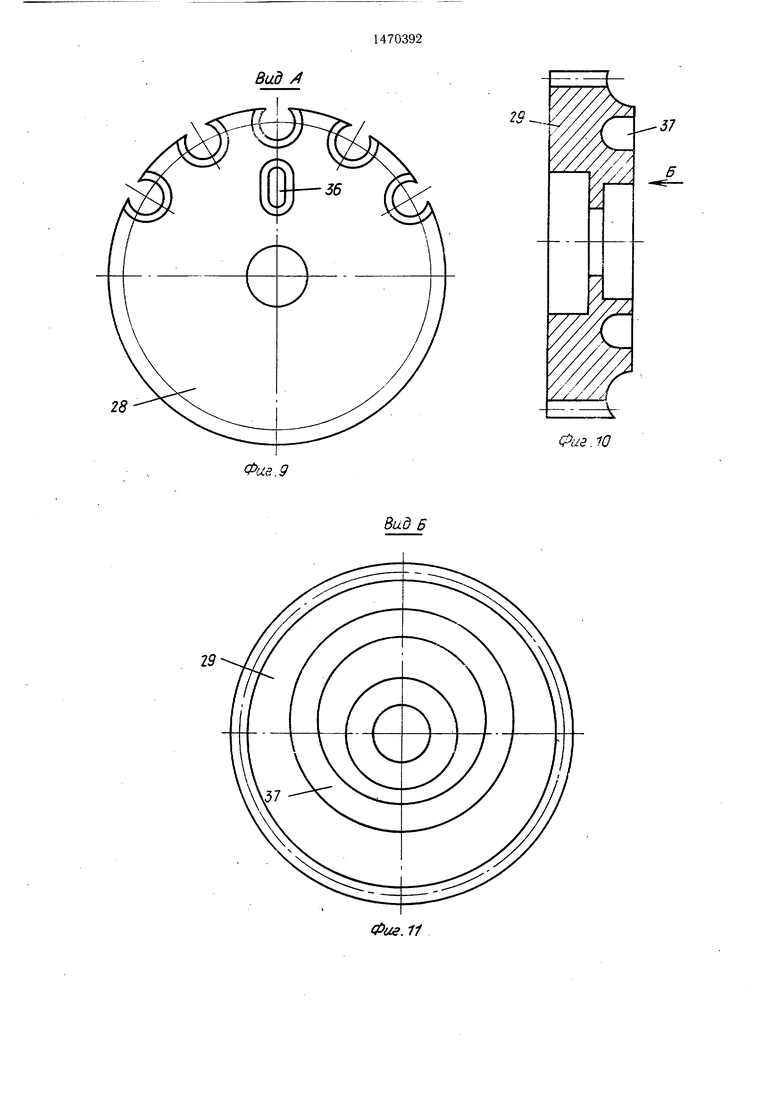
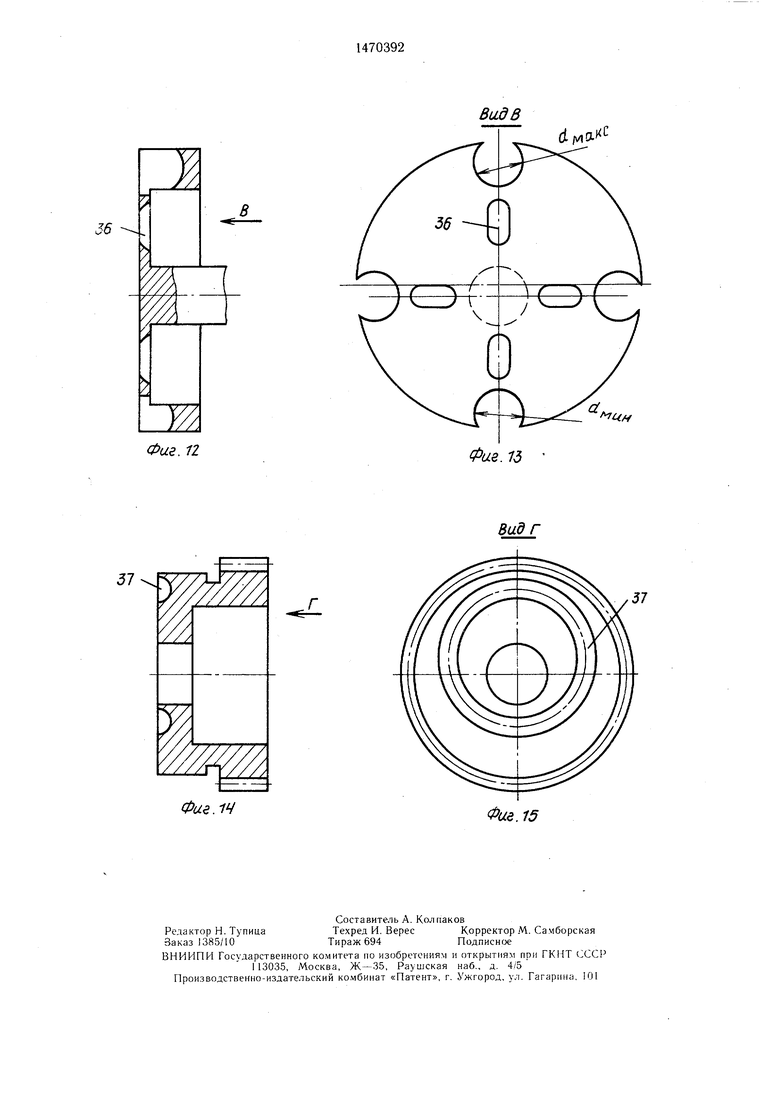
На фиг. 1- изображена схема устройства для осуществления способа, начальное положение; на фиг. 2 - первый переход; на фиг. 3 - второй переход; на фиг. 4 - третий переход; на фиг. 5 - конструкция устройства; на фиг. 6 и 7 - то же, другое испо.шение; на фиг. 8 - сепаратор в устройстве по фиг. 5; на фиг. 9 - вид .Л на (|)нг. 8; на фиг. 10 -- зубчатая обойма; на фиг. 11 - вид Б на фиг. К); на фиг. 12 сепаратор в устройстве по
фиг. 1; на фиг. 13 - вид В на фиг. 12; на фиг. 14 - зубчатая обойма в устройстве по фиг. 7; на фиг. 15 - вид Г на фиг. 14.
Способ ротационной вытяжки полых деталей включает крепление центральной части, сообщение ей вращательного движения и пластическое деформирование заготовки с формированием ее в несколько переходов формообразующими деформирующими элементами до получения по меньшей мере одного конического участка с фланцем, перед первым и каждым пос.чедующим переходом заготовку подвергают упрочняющей обр.аботке деформирующими элементами в направлении к периферии и перпендикулярно пси деформируемой детали, при этом упрочнению подвергают обе стороны.
4 1
D
о: ю
Способ осуществляют следующим образом.
Плоскую заготовку 1 зажимают по центральной части между оправкой 2 и прижимом 3. По двум торцам заготовки 1 размещают деформирующие элементы 4 и 5, предназначенные для процесса формообразования и упрочнения, и деформирующие элементы 6 и 7, предназначенные для нане- сення микрорельефа. Включают вращение нринодной оправки 2, после чего заготовка 1 также начинает вращаться. На нервом технологическом переходе включают подачу деформирующих элементов 4-7, совпадающую по направлению с образующей конуса 8. При этом происходит процесс формообразования поверхности конуса 8. В процессе формообразования участвуют только деформирующие элементы 4 и 5, деформирующие элементы 6 и 7 вдавлены в заготовку на заданную глубину, соверщая при этом возвратно-поступательные перемещения, в результате которых формируется микрорельеф на участке фланца заготовки 1.
В результате постепенного увеличения длины конуса 8 микрорельеф, образованный на участке 9-10 заготовки за счет формообразования, т. е. смещения фланца в направлении, параллельном оси приводной онравки, оказывается образованным и на части поверхности конуса 8.
Второй переход производят после отключения подачи, направленной по образующей конуса, и начинают подачу деформирующих элементов 4-7, направленную перпендикулярно оси формируемой дета.пи. Кроме того, деформирующие элементы 6 и 7 продолжают совершать возвратно-поступательные перемещения. На этом переходе формообразование не производится, происходит только отделочно-упрочняющая обработка поверхностей 1 и 12 по наносимому микрорельефу.
Третий переход начинают после отключения подачи второго перехода, направленной в сторону периферии, и включением подачи деформирующих элементов 4-7, совпадающей по направлению с образующей конуса 13. Деформирующие элементы 6 и 7 нродолжают совершать осциллирующие возвратно-поступательные движения. На третьем переходе формируется поверхность конуса 13 с двусторонним микрорельефом. Описанные три перехода могут последовательно повторяться с формированием очередных ступеней детали с образованием микрорельефа. Вид микрорельефа варьируется за счет изменения режимов и скоростей движения шариков.
Прим.ер. При образовании микрорельефа с нлощадью канавок 30-32% с глубиной 12-15 мкм скорость вращения заготовки диаметром 180 мм равна 25 м/мин, подача деформирующих элементов 0,2 мм/об, усилие вдавливания деформ.ирующих элементов диаметром 5 мм в заготовку из стали 08кп равно 400Н, толщина исходной заготовки 1,2 мм, диаметр деформирующих формообразующих элементов равен 19 мм,
число ходов 4200 в 1 мин, амплитуда колебаний деформирующих элементов 0,5 мм.
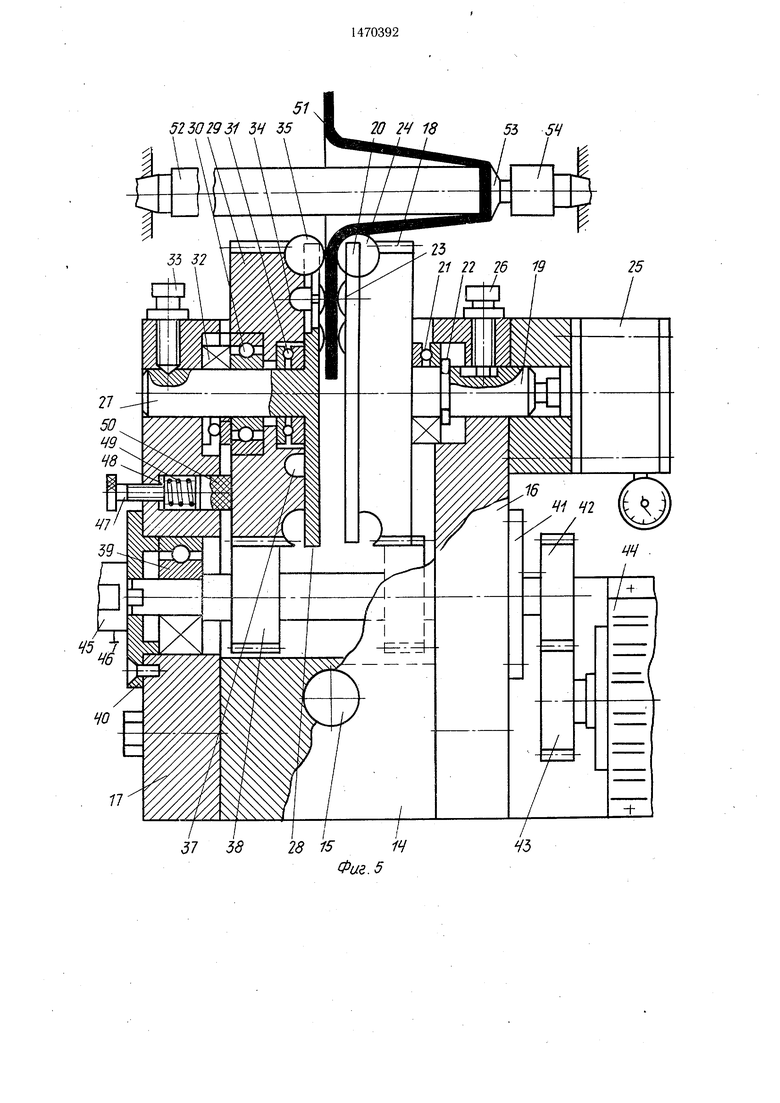
Устройство содержит корпус 14, устанавливаемый по отверстию 15 на место резцедержателя станка. К корпусу 14 крепят0 ся щеки 16 и 17, в которых установлены две головки. Правая головка содержит зубчатую обойму i8, которая установлена с возможностью вра1цения вокруг пальца 19, жестко соединенного с сепа5 ратором 20, на пальце 19 установлены также подшипник 21 с колыюм 22. В сепараторе 20 правой гол(вки установлены деформирующие элементы 23 и 24. Правая головка выполнена с возможностью осевого перемещения от пневмоцилиндра 25.
0 Винт 26 фиксирует правую головку и предотвращает проворот. Левая головка аналогична правой, по не имеет осевого перемещения. Левая головка содержит также палец 27, выполненный за одно целое с се5 паратором 28 или жестко с ним соединенный.- Зубчатая обойма 29 установлена с возможностью вращения. Для создания оптимальных условий вращения обойм 29 применены подшипники 30-32. Винт 33 ограничивает головку от осевого перемещения.
0 В левой головке также установлены деформирующие элементы 34 и 35.
Деформирующие элементы 23 и 34 выполнены в виде ступенчатых роликов, установленных в пазах 36, один из концов которых сферический, а другой - игло5 видной формы с радиусным окончанием. Такая форма деформирующего элемента обеспечивает надежную фиксацию деформирующего элемента в заданном положении и надежное возвратно-поступательное перемещение в пазу 36 сепаратора 28 при его взаимодействии с желобом 37 обоймы. Вместо деформирующих элементов 23 и 24 могут быть применены в качестве деформирующих элементов щарики. С зубчатыми обоймами 18 и 29 находится в запепле5 НИИ зубчатый вал 38, установленный в подшипниках 39, которые поджимаются крыщка- ми 40 и 41. Зубчатый вал 38 жестко соединен с щестерней 42, находящейся в зацеплении с щестерней 43, жестко соединенной с электродвигателем 44. Па крьип0 ке 40 установлен тахометр 45, который включается в работу включателем 46. Тахометр 45 в его рабочем положении используется только в момент регулировки тормозного уравновешивающего механизма, который состоит из винта 47, щайбы 48,
5 пружины 49, фрикционного ползуна 50 (в виде стержня или диска). Для привода формируемой детали 5 используется оправка 52. Сердечник 53, установленный в центи 29, кинематически связанных с вращением электродвигателя 44. Регулировку винтом 47 производят при необходимости уравнения числа оборотов (синхронизации), т. е. чтобы зубчатый вал 38 совершал расчетное число оборотов, передаваемых по кинематической цепи электродвигателем 44.
Изобретение позволяет повысить качество и расширить технологические возможности путем совмещения процесса формообразоваре 54, используется для зажима изготавливаемой детали в центральной ее части (исходной заготовки).
Устройство, осуществляющее предлагаемый способ, работает следующим образом.
Листовая плоская заготовка (диск), из которой должна формироваться деталь 51, зажимается между торцом оправки 52 и торцом сердечника 53, установленного в центре 54. Заготовка одновременно зажимает-„.... ся между деформирующими элементами 0 ния детали с ее упрочнением и нанесе- 23, 24, 34 и 35 головок. В момент сво- нием микрорельефа на обе стороны детали, да головок деформирующие элементы 23 и 34 под действием заданного усилия от пнев- моцилиндра 25 внедряются на заданную глубину в фланец исходной заготовки, де- 15 формирующие элементы 24 и 35 касаются торцов фланца. После этого включается шпиндель станка (вращение оправки 52 с заготовкой 51) и нодача, соответствующая направлениям предлагаемого способа формирования детали. При этом происходит 20 формирующими элементами до получения по процесс формообразования, отделочно-уп- меньшей мере одного конического участка с рочняющей обработки при одновременном фланцем, отличающийся тем, что, с целью образовании заданного микрорельефа. Обра- повышения качества изделия путем новыше- зование микрорельефа производится перед ния механических свойств, перед пер- самым началом формообразования. В момент 25 каждым последующим переходом за- образования микрорельефа деформирующие готовку подвергают упрочняющей обработке элементы 23 и 34 соверщают возвратно- деформирующими элементами в направле- ,поступательные движения в продольных па- нии к периферии и перпендикулярно оси дезах сепаратора 20 и 28 под воздействием формируемой детали, при этом упрочнс- эксцентричного желоба 37 зубчатых обойм 18 нию подвергают обе стороны заготовки.
Формула изобретения
Способ ротационной вытяжки полых деталей, включающий крепление центральной части заготовки, сообщение ей вращательного движения и пластическое деформирование заготовки с формированием ее в несколько переходов формообразующими деи 29, кинематически связанных с вращением электродвигателя 44. Регулировку винтом 47 производят при необходимости уравнения числа оборотов (синхронизации), т. е. чтобы зубчатый вал 38 совершал расчетное число оборотов, передаваемых по кинематической цепи электродвигателем 44.
Изобретение позволяет повысить качество и расширить технологические возможности путем совмещения процесса формообразова„.... ния детали с ее упрочнением и нанесе- нием микрорельефа на обе стороны детали, формирующими элементами до получения по меньшей мере одного конического участка с фланцем, отличающийся тем, что, с целью повышения качества изделия путем новыше- ния механических свойств, перед пер- каждым последующим переходом за- готовку подвергают упрочняющей обработке деформирующими элементами в направле- нии к периферии и перпендикулярно оси деформируемой детали, при этом упрочнс- нию подвергают обе стороны заготовки.
„.... ния детали с ее упрочнением и нанесе- нием микрорельефа на обе стороны детали, формирующими элементами до получения по меньшей мере одного конического участка с фланцем, отличающийся тем, что, с целью повышения качества изделия путем новыше- ния механических свойств, перед пер- каждым последующим переходом за- готовку подвергают упрочняющей обработке деформирующими элементами в направле- нии к периферии и перпендикулярно оси деформируемой детали, при этом упрочнс- нию подвергают обе стороны заготовки.
Формула изобретения
Способ ротационной вытяжки полых деталей, включающий крепление центральной части заготовки, сообщение ей вращательного движения и пластическое деформирование заготовки с формированием ее в несколько переходов формообразующими де
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ротационного выдавливания заготовок | 1988 |
|
SU1530299A1 |
| Устройство для ротационного выдавливания | 1985 |
|
SU1393499A1 |
| Устройство для ротационного выдавливания оболочек | 1980 |
|
SU940932A1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНО-УПРОЧНЯЮЩЕГО ОБКАТЫВАНИЯ ДЕТАЛЕЙ | 2005 |
|
RU2279965C1 |
| Устройство для двусторонней чистовой и упрочняющей обработки листовых деталей | 1982 |
|
SU1063583A1 |
| Устройство для двусторонней чистовой и упрочняющей обработки листовых деталей | 1982 |
|
SU1055630A2 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ НАРУЖНЫХ ЩЛИЦЕВ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2479408C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ С ФЛАНЦАМИ | 2009 |
|
RU2392078C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2469833C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2470761C2 |
Изобретение относится к обработке металлов давлением. Цель - повышение качества изделий путем повышения механических свойств. Дисковая заготовка устанавливается на торец оправки и закрепляется прижимом, после чего ей сообщается вращательное движение. Начинается процесс пластического деформирования заготовки с формированием ее в несколько переходов до получения по меньшей мере одного конического участка с фланцем. Одновременно с формированием детали производятся упрочняющая обработка и нанесение микрорельефа, которые осуществляются перед каждым первым и каждым последующим переходом. При этом упрочняющая обработка и нанесение микрорельефа осуществляются дополнительными деформирующими элементами в направлении к периферии и перпендикулярно оси деформируемой детали одновременно с двух ее сторон. Вид микрорельефа варьируется за счет изменения режимов и скоростей движения шариков. 15 ил.
Фиг.Ч
52 30 29 3i 54 55
П
28 1514
Фиг. 5
55 54
УЗ
Фиг. 6
Фаг.З
Bad /f
28
Фаз. 9
29
/
Фаз. 10
Вид 6
Фие.11
56
Фие. 11
37
Г
Фие. 14
В ид В
и
Фаг. 15
Вид г
Фие. 15
| Способ ротационной вытяжки полых деталей | 1984 |
|
SU1186323A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
