О)
о 4;
4
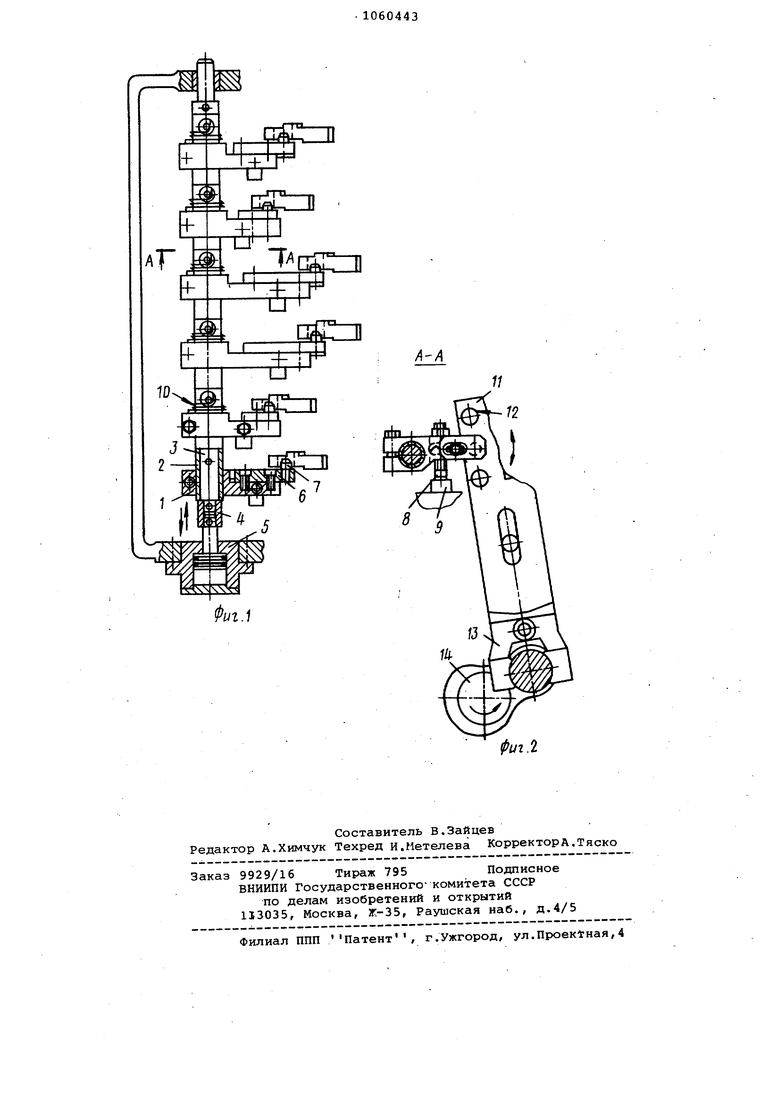
со Изобретение относится к устройств для фиксации положения перемещагадихся узлов станков и станочных приспособлений. Известно устройство для фиксации нескольких независимо перемещающихся узлов. Оно вьшолнено в виде б-ти кронштейнов, жестко закрепленных на штоке, перемещающемся возвра:гнопоступательно от приводного цилиндра На кронштейнах с разным удалением от оси штока закреплены фиксирующие пальцы. Положение б-ти пальцев на крон штейнах определено положением отверс тий в корпусах полиров.альных головок в расчете на то, что в исходном поло жении оси пальцев и отверстий должны совпадать и при перемещении штока пальцы должны войти в отверстия голо вок и заф ;шсировать их положении Щ Однако так как кронштейны с фикси рующими пальцами на штоке закреплеНЕ жестко, а полировальные головки при остановке вращения коленчатого вала не всегда занимают строго определенное заданное положение, то пальцы не всегда заходят в отверстия голово при срабатывании приводного цилиндра и перемещении штока с кронштейнами вдоль своей оси. В случае неаовмещения осей хотя бы одного пальца и отверстия одна ив полировальных голо вок не будет зафиксирована, и как следствие этого, произойдет падание головки пошле снятия обработанного коленчатого вала. Цель изобретения - обеспечение надежности фиксации пололсения полировальных головок при снятии и уста новке коленчатьЕс валов.. Указанная цель достигается тем, что в устройстве содержащем фиксирую-цие элементы в виде пальцев, с заходиыми фасками размещенные на кронштейнах, установленных на штоке, перемещающемся возвратнопоступательно от приводного цилиндра кронштейны с фиксирующими пальцами установлены наытоке с возможностью не зависимого снос-одного поворота,посред ством введенных в устройство пружин, На фиг,1 схематически изображено устройство,вид в плане; на фиг. 2 сечение А-А на фиг.1 (показывающее крепление кронштейна на штоке втулку и взаимное расположение кронштейна и полировальной головки) Устройство содержит несколько кронштейнов 1, жестко соединенных с втулками 2, которые по ходовой посадке установле 5ы на шток 3, Шток через муфту соединен с поршнем силового, например, гидравлического цилиндра 5,. В пазу каждого из кронштейнов расположена планка 6 с фиксирующим пальцем 7. Относительное положение планки и кронштейна может изменяться путем передвижения планки по иазу кронштейна и последующего крепления ее винтами. Упорные винты 8 служат опорой кронштейнов в неподвижные упоры 9, закрепленные к корпусу механизма. Пружины 10 обеспечивают поджим винтов 8 к упорам 9. В полировальных головках 11 предусмотрены отверстия 12 под фиксаторные пальцы 7 . В нижней части головки смонтированы захваты 13, обеспечивающие прижим a шaзнoй ленты к шейке коленчатого вала 14. Устройство работает следующим образом. После установки нового коленчатого вала 14 захваты 13 обжимают его шейки, приводной цилиндр 5 перемещае т шток 3 с кронштейнами 1, выводит фиксирующие пальцы 7 из отверстий полировальных головок. Коленчатый вал, приводится во вращение. По окончании полирования вращение вала прекращается,полировальные головки ,останавливаются, срабатывает приводной цилиндр 5, перемещается шток с кронштейнами, фиксирующие пальцы входят в отверстия головки и фиксируют их положение. В сдучае незначительного несовпадения осей пальца и отверстия какой-либо головки заходная фаска пальца обеспечивает ввод цилиндрической части пальца в отверстие головки. При этом кронштейн вместе со втулкой, на которой он закрепг лен, поворачивается. Остальные кронштейны с пальцами углового положения не меняют. Предварительная наладка совпадения осей пальцев и отверстий осуществляется перемещением планок б с пальцами 7 по пазам кронштейнов и поворотом кронштейнов 1 со втулками 2 вокруг оси штока 3 путем поворота упорного винта 8. Точного совпадения осей фиксирующих отверстий в полировальных (грловках с ,;осями фиксируквдих пальцев не требуется, так как отверстия выполняются несколько большими по -диаметру диаметра пальцев. Крепление кронштейнов с фиксирующими пальцами на штоке с возможностью независимого поворота исключает падение головок во время замены обрабатываемых деталей.
10
Фиг.1
AA
12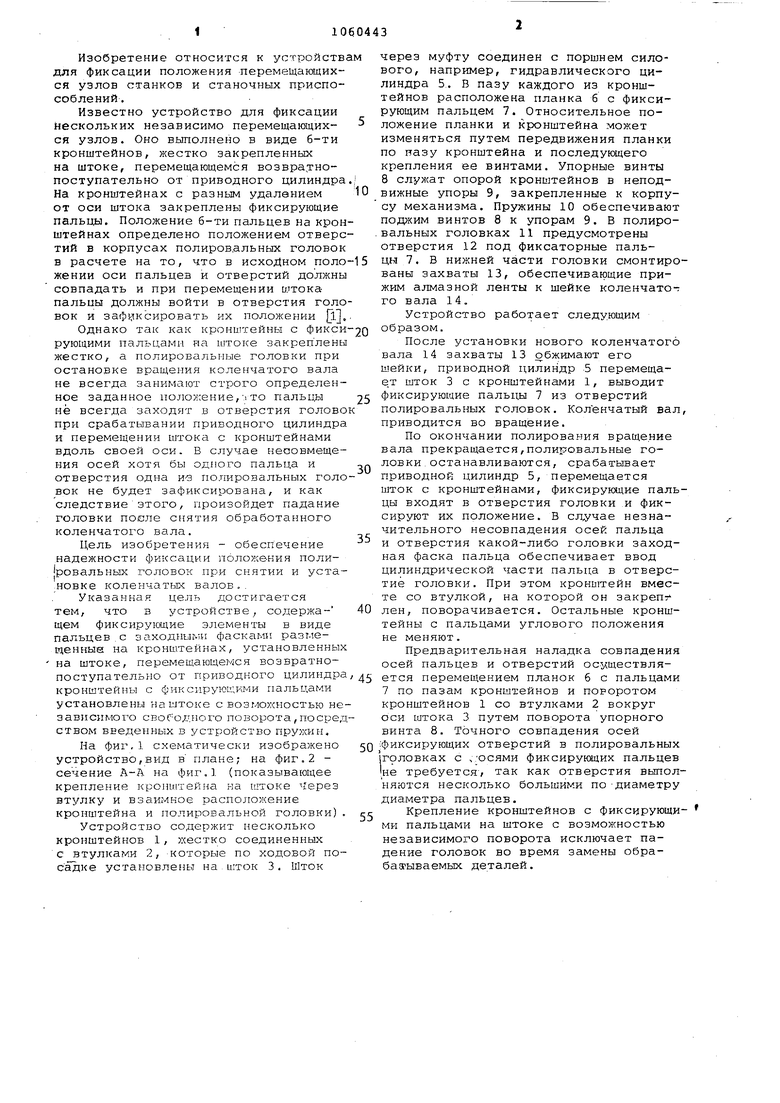
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки деталей | 1981 |
|
SU971631A1 |
| Намоточное устройство | 1981 |
|
SU1034810A2 |
| БЫСТРОРАЗЪЕМНОЕ СОЕДИНЕНИЕ | 2010 |
|
RU2549814C2 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Установка для мойки коленчатых валов | 1989 |
|
SU1741933A1 |
| Автомат для обмотки роторов электрических машин | 1972 |
|
SU540582A3 |
| Механизм для срезания деревьев | 1974 |
|
SU1218915A3 |
| Устройство для полирования криволинейных поверхностей деталей | 1982 |
|
SU1085780A2 |
| УСТРОЙСТВО для РАЗРЕЗКИ И СНЯТИЯ ФАСОК | 1972 |
|
SU335112A1 |
| УСТРОЙСТВО ДЛЯ СРЕЗАНИЯ ТЕХНОЛОГИЧЕСКИХ ВЫСТУПОВ | 1996 |
|
RU2100147C1 |
УСТРОЙСТВО ДЛЯ ФИКСАЦИИ ИСХОДНОГО ПОЛОЖЕНИЯ НЕСКрЛЬ1а1Х НЕЗАВИ-Ч СИМО ПЕРЕМЕ1ЦАЮЩИХСЯ УЗЛОВ, например полировальных головок станков для полирования шеек коленчатых валов, содержащее фиксирующие элементы, выполненные в виде пальцев с эаходными фаФками, которые установлены на кронштейнах, при этом кронштейны жестко, закреплены на штоке с возможностью возвратно-поступательного перемещения от приводного цилиндра, отличающееся тем, что, с целью повышения надежности фиксации, кронштейны с фиксирующими пальцами установлены на штоке с возможностью независимого свободного поворота посредством введенных в устройство пружин.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Полуавтомат для полирования шеек коленчатых валов, мод.3845КНЗ.f Блок полировальных головок 3845КНЗЗ.ЗО.ОООСБ (прототип) | |||
