Изобретение относится к машиностроению и может быть использовано в производстве деталей с различными криволинейными поверхностями.
По основному авт. св. № 982877 известно устройство для полирования криволинейных поверхностей деталей, содержащее станину, установленные на ней полировальные головки с приводами вращения инструментов, ленточный конвейер с приводным и натяжным барабанами и закрепленными на ленте толкателями и приспособлениями для установки обрабатываемых деталей, поддерживающие ленту конвейера опорные ролики, расположенные на установленных щарнирно на станине подпружиненных рычагах, размещенные на станине воздухораспределители с коромыслами и нневмоцилиндры, щтоки которых при помощи двуплечих рычагов и тяг соединены с подпружиненными рычагами, при этом толкатели установлены с возможностью контакта с коромыслами, а пневмоцилиндры снабжены дросселями 1.
Недостатком известного устройства является то, что оно не обеспечивает возможности полирования передней поверхности детали, перпендикулярной направлению движения конвейерной ленты и сопряженной с ней поверхности, изогнутой по радиусу малой величины.
Целью изобретения является расширение технологических возможностей путем обработки различных поверхностей детали.
Поставленная цель достигается тем, что устройство для полирования криволинейных поверхностей деталей, содержащее станину, установленные на ней полировальные головки с приводами вращения инструментов, ленточный конвейер с приводным и натяжным барабанами и закрепленными на ленте толкателями и приспособлениями для установки обрабатываемых деталей, поддерживающие ленту конвейера опорные ролики, расположенные на установленных щарнирно на станине подпружиненных рычагах, раз мещенные на станине воздухораспределители с коромыслами и пневмоцилиндры, щтоки которых при помощи двуплечих рычагов и тяг соединены с подпружиненными рычагами, при этом толкатели установлены с возможностью контакта с коромыслами, а пневмоцилиндры снабжены дросселями, снабжено дополнительными барабанами, размещенными с возможностью образования лентой конвейера петли, в зоне которой расположена введенная в устройство дополнительная подпружиненная полировальная головка, установленная с возможностью поворота вокруг горизонтальной оси, при этом один из дополнительных барабанов установлен под лентой, а два других - над ней.
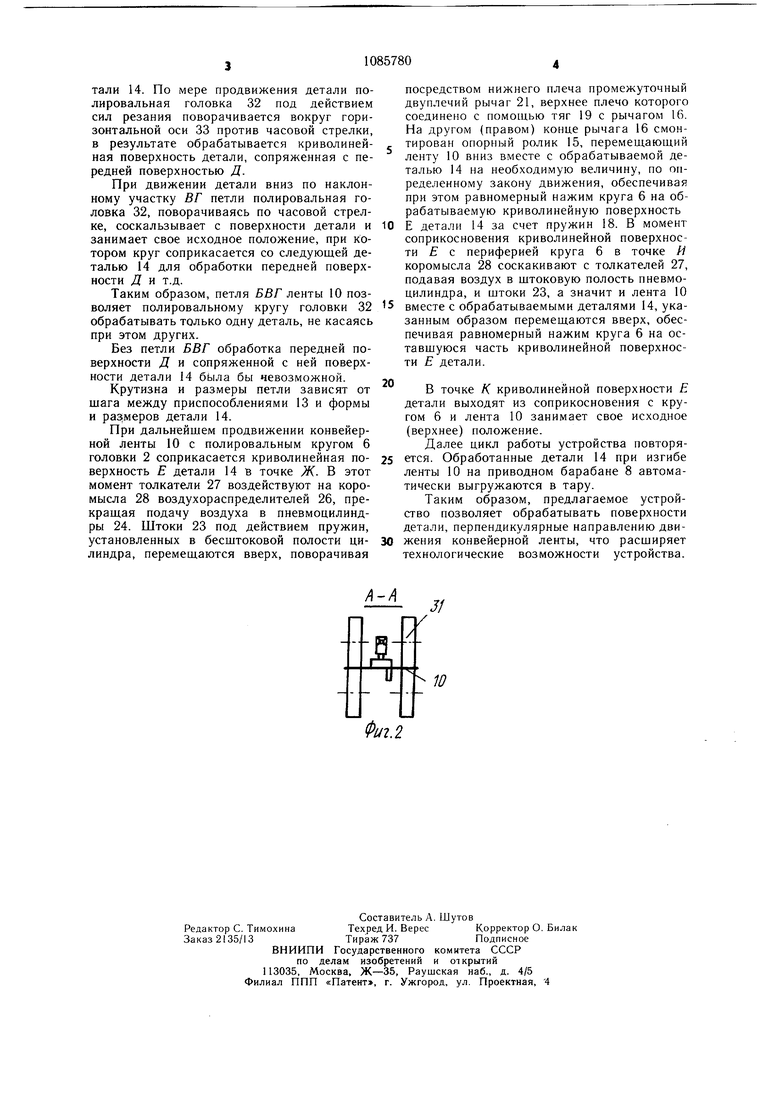
На фиг. 1 схематически изображено предлагдемое устройство, общий вид; на фиг. 2 - сечение А-А на фиг. 1.
Устройство содержит стянину 1 с установленными на ней полировальными головками 2, имеющими возможность подъема и опускания по направляющим 3 с помощью маховиков 4 посредством винтов 5. На щпиндели головок 2 закрепляются полировальные круги 6 с приводами их вращения.
Внутри станины 1 размещен ленточный конвейер 7, содержащий приводной барабан 8 и натяжной барабан 9. Натяжение ленты 10 осуществляется винтом 11. Приводной барабан 8 получает вращение через цепную передачу 12 от привода (не показан).
На ленте 10 конвейера размещены приспособления 13 для закрепления в них обрабатываемых деталей 14. Лента поддерживается в зоне обработки опорными роликами 15, которые смонтированы на концах рычагов 16, соединенных шарниром 17 со станиной. Другие (левые) концы рычагов 16 соединены при помощи пружин 18 и тяг 19 с пазами 20 с верхними плечами промежуточных двуплечих рычагов 21, соединенных со станиной шарниром 22.
Нижние плечи рычагов 21 соединены со щтоками 23 пневмоцилиндров 23, закрепленных с помощью щарниров 25 на станине.
На станине закреплены с возможностью перемещения и фиксации воздухораспределители 26, которые контактируют с закрепленными на ленте 10 толкателями 27 посредством коромысел 28. Сжатый воздух из сети подается по воздухопроводам 29 к воздухораспределителям, а от них через дроссели 30 - к пневмоцилиндрам. С помощью дросселей 30 регулируется скорость перемещения штоков 23 пневмоцилиндров.
Лента 10 снабжена петлей БВГ (с вершиной в точке В), выполненной с помощью дополнительных барабанов 31. Над петлей установлена полировальная головка 32 с возможностью вращения вокруг горизонтальной оси 33. Величина усилий нажима полировальной головки 32 на обрабатываемую поверхность Д детали 14 обеспечивается за счет пружины 34. Пружины 18 и 34 подбираются опытным путем. Пазы 20 служат для компенсации неточности размеров обрабатываемой детали по высоте. Функции толкателей 27 могут выполнять и сами приспособления 13, закрепленные на ленте 10. Соединение пневмоцилиндров 24 с подпружиненными рычагами 16 с помощью промежуточных рычагов 21 и тяг 19 обеспечивает необходимый закон движения обрабатываемой детали 14, который требуется при обработке криволинейных поверхностей с помощью круглых полировальных инструментов.
Устройство работает следующим образом.
Обрабатываемые детали 14 в зоне загрузки вставляются в приспособления 13 и перемещаются вместе с лентой 10 слева направо. Не доходя до вершины В петли БВГ ленты 10, деталь 14 соприкасается с полировальным кругом головки 32, в результате обрабатывается передняя поверхность Д детали 14. По мере продвижения детали полировальная головка 32 под действием сил резания поворачивается вокруг горизонтальной оси 33 против часовой стрелки, в результате обрабатывается криволинейная поверхность детали, сопряженная с передней поверхностью Д. При движении детали вниз по наклонному участку ВГ петли полировальная головка 32, поворачиваясь по часовой стрелке, соскальзывает с поверхности детали и занимает свое исходное положение, при котором круг соприкасается со следующей деталью 14 для обработки передней поверхности Д и т.д. Таким образом, петля БВГ ленты 10 позволяет полировальному кругу головки 32 обрабатывать только одну деталь, не касаясь при этом других. Без петли БВГ обработка передней поверхности Д и сопряженной с ней поверхности детали 14 была бы невозможной. Крутизна и размеры петли зависят от шага между приспособлениями 13 и формы и раз;меров детали 14. При дальнейшем продвижении конвейерной ленты 10 с полировальным кругом 6 головки 2 соприкасается криволинейная поверхность Е детали 14 в точке Ж. В этот момент толкатели 27 воздействуют на коромысла 28 воздухораспределителей 26, прекращая подачу воздуха в пневмоцилиндры 24. Штоки 23 под действием пружин, установленных в бесштоковой полости цилиндра, перемещаются вверх, поворачивая
А-А посредством нижнего плеча промежуточный двуплечий рычаг 21, верхнее плечо которого соединено с помощью тяг 19 с рычагом 16. На другом (правом) конце рычага 16 смонтирован опорный ролик 15, перемещающий ленту 10 вниз вместе с обрабатываемой деталью 14 на необходимую величину, по определенному закону движения, обеспечивая при этом равномерный нажим круга 6 на обрабатываемую криволинейную поверхность Е детали 14 за счет пружин 18. В момент соприкосновения криволинейной поверхности с периферией круга 6 в точке И коромысла 28 соскакивают с толкателей 27, подавая воздух в щтоковую полость пневмоцилиндра, и щтоки 23, а значит и лента 10 вместе с обрабатываемыми деталями 14, указанным образом перемещаются вверх, обеспечивая равномерный нажим круга 6 на оставшуюся часть криволинейной поверхности Е детали. В точке К криволинейной поверхности Е детали выходят из соприкосновения с кругом 6 и лента 10 занимает свое исходное (верхнее) положение. Далее цикл работы устройства повторяется. Обработанные детали 14 при изгибе ленты 10 на приводном барабане 8 автоматически выгружаются в тару. Таким образом, предлагаемое устройство позволяет обрабатывать поверхности детали, перпендикулярные направлению движения конвейерной ленты, что расширяет технологические возможности устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для полирования криволинейных поверхностей деталей | 1981 |
|
SU982877A1 |
| Устройство для полирования криволинейных поверхностей деталей | 1980 |
|
SU921804A1 |
| Устройство для полирования деталей | 1981 |
|
SU948633A2 |
| Полировальный станок | 1981 |
|
SU948632A1 |
| Устройство для полирования деталей | 1978 |
|
SU770758A2 |
| Устройство для шлифования деталей из древесины | 1983 |
|
SU1094725A1 |
| Ленточно-шлифовальный станок | 1979 |
|
SU880700A1 |
| Устройство для полирования деталей | 1975 |
|
SU608640A1 |
| ПРЕОБРАЗОВАТЕЛЬНЫЙ МЕХАНИЗМ ОТДЕЛОЧНОГО КРУГА ДЛЯ ЛЕНТОЧНОЙ ПОЛИРОВАЛЬНОЙ МАШИНЫ | 2014 |
|
RU2590042C2 |
| Устройство для прибивки дна или крышки к корпусу ящика | 1977 |
|
SU676450A1 |
УСТРОЙСТВО ДЛЯ ПОЛИРОВАНИЯ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ по авт. св. № 982877, отkXVNXvV / П личающееся тем, что, с целью расширения технологических возможностей путем обеспечения обработки различных поверхностей детали, оно снабжено дополнительными барабанами, размещенными с возможностью образования лентой конвейера петли, в зоне которой расположена введенная в устройство дополнительная подпружиненная полировальная головка, установленная с возможностью поворота вокруг горизонтальной оси, при этом один из дополнительных барабанов установлен под лентой, а два других - над ней. 2д-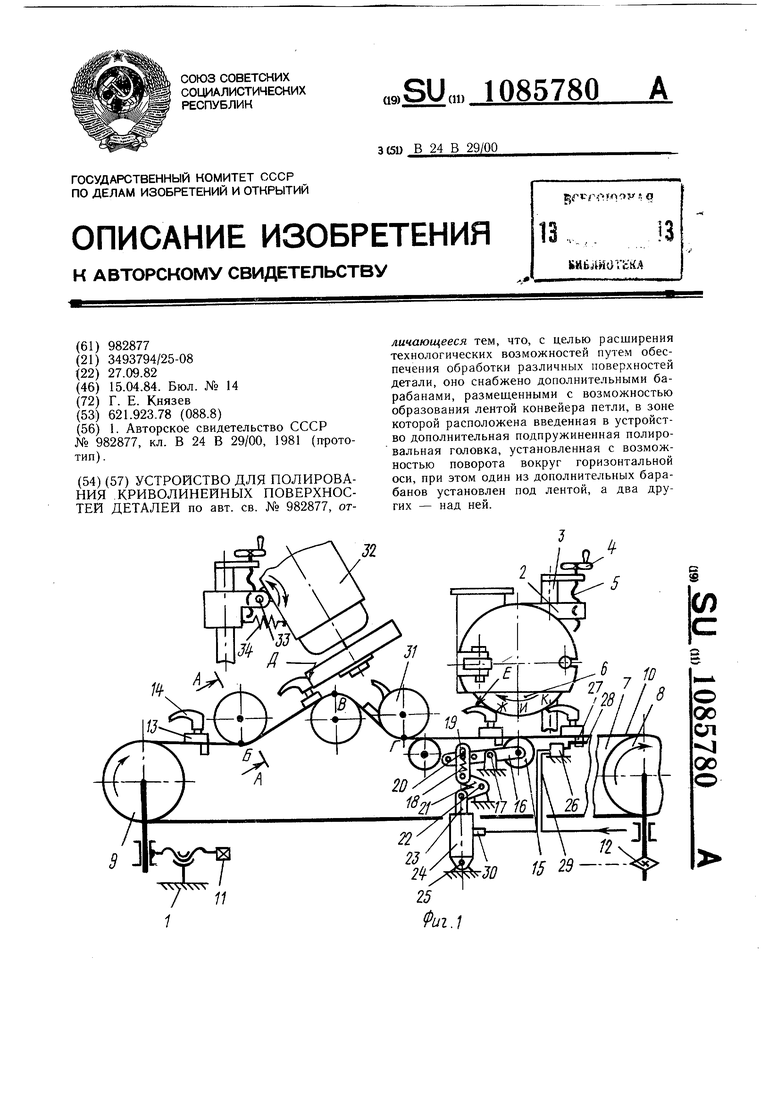
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для полирования криволинейных поверхностей деталей | 1981 |
|
SU982877A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
