Изобретение относится к устройствам для формования рукавов из термопластичной ленты и может быть использовано йа расфасовочйо-упаковочных автоматах. Известно устройство для формования рукава, у которого формующее приспособление выполнено в виде отрезка трубы прямоугольного сечения с плавно скругленными углами и имеет скошенный входной конец, а направляющее приспособление представляет собой валик 1. Недостатком этого устройства является то, что формующая часть не позволяет получить при формовании из одной ленты многоугольный в поперечном сечении рукав с продольной перегородкой внутри поперечного сечения, которая придает упаковкам из такого рукава повыщенную прочность, устойчивость и улучшенный товарный вид. Известно устройство для формования многоугольного в поперечном сечении рукава из термопластичной ленты, состоящее из Направляющей части в виде воротника и формующей части, состоящей из труб, расположенных внутри воротника и смонтированных жестко и консольно на одном кронштейне вместе с воротником 2. Недостатком устройства является то, что оно не позволяет осуществлять фррмование из одной ленты многоугольного в поперечном сечении рукава с внутренней перегородкой и боковыми складками, не обеспечивает качественного сварочного шва, что приводит к невозможности получения из него жестких и устойчивых упаковок. Цель изобретения - повышение производительности и качества упаковки. Цель достигается тем, что в устройстве для формования многоугольного в поперечном сечении рукава с внутренней перегородкой из термопластичной ленты, содержащем Направляюц ий воротник и три параллельные в одной плоскости трубы, жестко укрепленные вместе с последним на кронщтейне, боковые трубы На выходных концах с наружных сторон имеют клинообразные пазы, в которых расположены укрепленные На кронштейне направляющие стержни, а средняя труба имеет на торце клинообразной выступ. На фиг. 1 схематично изображено предложенное устройство; па фиг. 2 - вид сверху на фиг. 1; На фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1. Устройство состоит из направляющего воротника 1 с формующей кромкой 2 и формующих труб 3-5 расположенных внутри воротника 1 и смонтированных жестко и консольно на одном базовом кронщтейне вместе с воротником 1, при этом формующие трубы 3 и 4 имеют на консольных концах клинообразные пазы б, внутри которых располагаются неподвижные стержни 7 и 8. На поверхности средней трубы 5 расположены противоположно друг другу в продольном и поперечном сечении две планки 9 и 10 из неметаллического материала, а на конце средней трубы 5 имеется клинообразный выступ 11. Для осуществления процесса сварки продольных швов рукава 12 из термопластичной пленки 13 напротив планок 9 и 10 с наружных сторон средней трубы 5 располагают сварочное устройство 14. Устройство работает следующим образом. Термопластичную пленку 13 сматывают с рулона и подают на трапецеидальную поверхность воротника 1, имеющего размеры, хвдстаточные для приема пленки по всей ее щирине и затем протягивают через фор.мующую кромку 2 внутрь поверхности воротника 1, при этом лента огибает наружные поверхности формующих труб 3 и 4, а также поверхность средней формующей трубы 5 с образованием внутренней перегородки полученного рукава 12, причем края свернутой в рукав 12 ленты располагаются сверху и снизу вдоль оси средней формующей трубы 5. Свернутая в рукав 12 лента проходит между сварочным приспособлением 14, настроенным на тепловой режим и планка.ми 9 и 10 средней формующей трубы 5, в результате чего образуется продольный сварочный шов и затем, перемещаясь вдоль фор.мующих труб, проходит сквозь зазор, образованный направляющи.ми стержнями 7 и 8 и внутренней поверхностью пазов 6. Направляющие стержни 7 и 8 свои.ми остРЫ-ми концами образуют по обеим сторонам сваренного рукава 12 боковые складки, при этом на внутренней перегородке рукава 12, перемещающейся вдоль острого конца клинообразного выступа 1 формую1дей средней трубы 5, также образуется складка. Затем сложенный плоский рукав подается в устройство для получения упаковки, у которой продольные складки свариваются двумя поперечными щва.ми. Применение предлагаемого устройства позволяет получить качественный продольный сварочный шов, повысить качество получаемой упаковки с внутренней перегородкой и боковыми складками.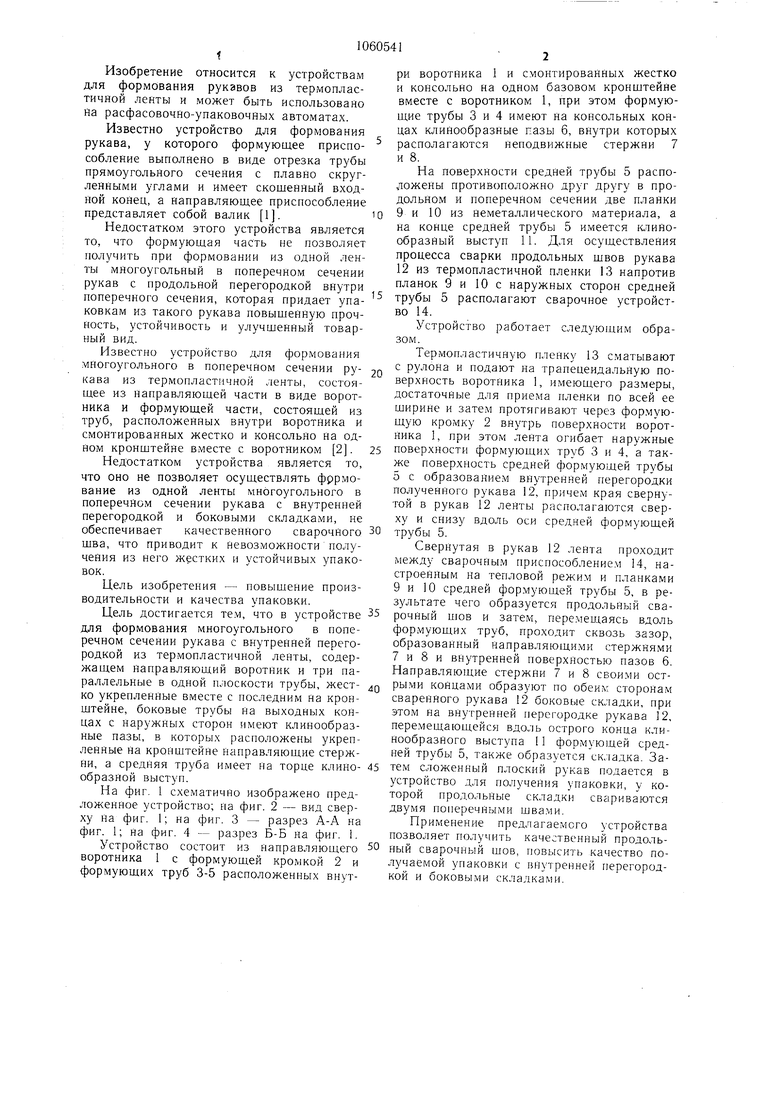
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования многоугольного в поперечном сечении рукава с внутренней перегородкой из термопластичной пленки | 1986 |
|
SU1402490A2 |
| Рукавообразователь | 1980 |
|
SU921974A1 |
| УСТРОЙСТВО ФОРМИРОВАНИЯ РУЛОННОГО МАТЕРИАЛА В РУКАВ | 2005 |
|
RU2287460C1 |
| Способ упаковки вязкого продукта в трехшовные герметичные пакеты из термопластичной полимерной пленки и упаковочно-фасовочная машина вертикального исполнения, реализующая способ | 2016 |
|
RU2631695C1 |
| УСТРОЙСТВО для ФОРМОВАНИЯ МНОГОУГОЛЬНОГО в ПОПЕРЕЧНОМ СЕЧЕНИИ РУКАВА ИЗ ЛЕНТЫ | 1972 |
|
SU335169A1 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ТРУБОПРОВОДА | 2007 |
|
RU2337270C1 |
| УПАКОВОЧНАЯ МАШИНА | 1998 |
|
RU2131833C1 |
| УСОВЕРШЕНСТВОВАННЫЙ СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКОДОННОГО ПАКЕТА ТИПА ПОДУШЕЧКИ | 2012 |
|
RU2542539C1 |
| Рукавообразователь для упаковки продуктов | 1978 |
|
SU766964A1 |
| УСТРОЙСТВО ДЛЯ УПАКОВКИ ПРОДУКТОВ В ПАКЕТЫ | 1995 |
|
RU2092410C1 |


УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ МНОГОУГОЛЬНОГО в ПОПЕ-РЕЧНОМ СЕЧЕНИИ РУКАВА С ВНУТРЕННЕЙ ПЕРЕГОРОДКОЙ ИЗ ТЕРМОПЛАСТИЧНОЙ ЛЕНТЫ, содержащее направляющий воротник и три параллельные в одной плоскости трубы, жестко укрепленные вместе с последним на кронщтейне, от.т чающееся тем, что. с целью повышения производительности и качества упаковки, боковые трубы на выходных концах с наружных сторон и.меют клинообразные пазы, в которых расположены укрепленные на кронштейне Нагпавляю1цие стержни, а средняя труба и.меет на конце клинообразны оыстхи. .-fr-i. i-s. W,P л|. (вшА 3
Фиг.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО для ФОРлювАния ТРУБКИ из ленты | 0 |
|
SU218048A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ВПТБ | 0 |
|
SU406778A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
