Известен способ зубофрезерования путем обкатки нарезаемой заготовки вдоль оси вращающейся кольцевой фрезы.
Особенностью предлагаемой фрезы, предназначенной для осуществления этого способа, является выполнение длины образующей тела враш.ения фрезы прямообочной гребенки равной или больще D нарезаемого колеса. Такое выполнение фрезы обеспечивает обработку заготовки за время одного ее оборота без подачи фрезы вдоль оси заготовки.
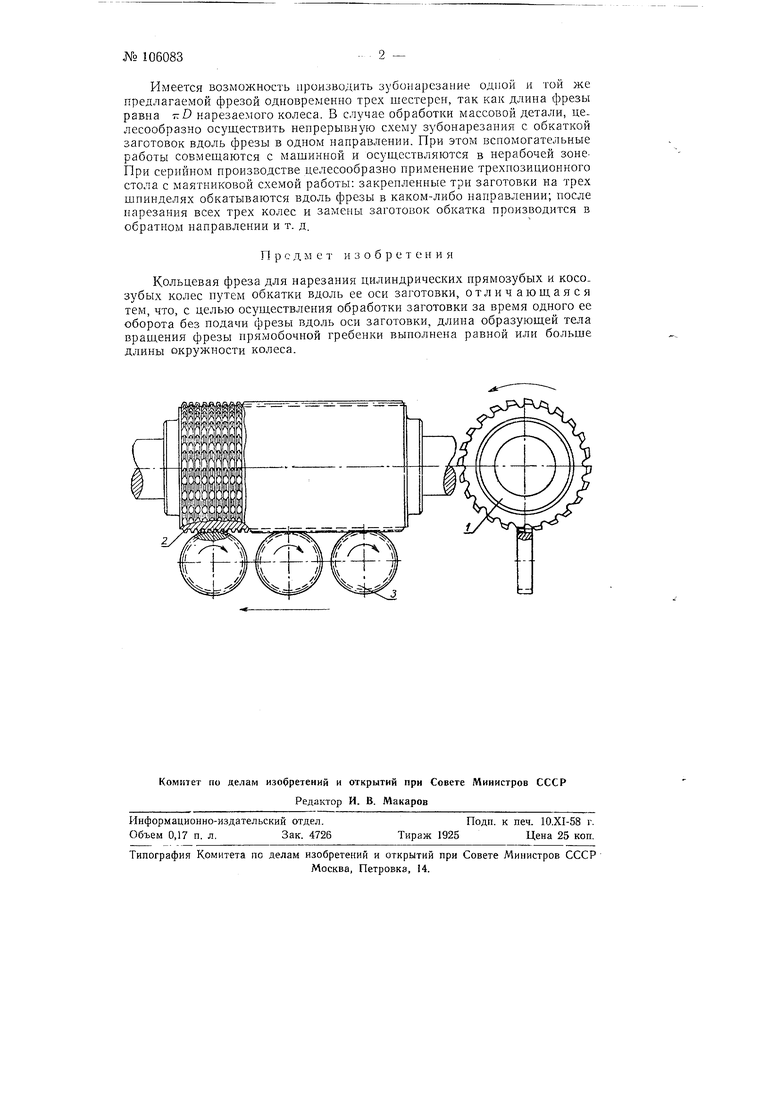
На чертеже показана предлагаемая фреза, вид спереди и вид сбоку.
Описываемая фреза / представляет собой тело вращения, поверхность которого образована прямообочной гребенкой 2 длиной D нарезаемого колеса с наличием стружечных канавок вдоль оси и задними углами на зубьях. В принципе гребенчатая фреза отличается от червячной тем, что она имеет больщую длину и не имеет угла подъема витков; витки расположены не по спирали, а кольцеобразно.
Заготовка 3, установленная предварительно на полную глубину зуба, обкатывается вдоль оси гребенчатой фрезы /. Пройдя путь, равный длине фрезы, колесо полностью нарезается. Величина подачи при этом равна щирине нарезаемого колеса. При более щироких колесах обработка может производиться за два и более проходов.
Требуемая высота гребещков на профиле зуба колеса может быть ограничена за счет диаметра фрезы. Увеличение диаметра фрезы не вызывает уменьщения скорости обкатки, так как процесс обкатки, в данном случае, не связан кинематической зависимостью с числом оборотов фрезы, как при нарезании червячной фрезой.
Таким образом, можно увеличить подачу теоретически безгранично, не увеличивая высоты гребещка; производительность зубонарезания увеличивается пропорционально увеличению подачи.
Имеется возможность производить зубонарезание одной и той же предлагаемой фрезой одновременно трех шестерен, так как длина фрезы равна TrD нарезаемого колеса. В случае обработки массовой детали, целесообразно осуществить непрерывную схему зубонарезания с обкаткой заготовок вдоль фрезы в одном направлении. При этом вспомогательные работы совмещаются с мащинной и осуществляются в нерабочей зонеПри серийном производстве целесообразно применение трехпозиционного стола с маятниковой схемой работы: закрепленные три заготовки на трех шпинделях обкатываются вдоль фрезы в каком-либо направлении; после нарезания всех трех колес и замены заготовок обкатка производится в обратном направлении и т. д.
Предмет изобретения
Кольцевая фреза для нарезания цилиндрических прямозубых и косозубых колее путем обкатки вдоль ее оси заготовки, отличающаяся тем, что, с целью осуществления обработки заготовки за время одного ее оборота без подачи фрезы вдоль оси заготовки, длина образующей тела вращения фрезы нрямобочной гребенки выполнена равной или больше длины окружности колеса.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕХНИЧЕСКАЯ БИ&Л^18ТЕКА | 1965 |
|
SU174507A1 |
| Способ обработки зубьев шестерен обкаткой путем фрезерования, долбления, протягивания и т.п. | 1959 |
|
SU129461A1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЬЕВ ТОРЦОВЫХ ЗУБЧАТЫХ КОЛЕС | 1972 |
|
SU351650A1 |
| Способ изготовления глобоидно-цилиндрической передачи с нелинейчатым червяком | 2022 |
|
RU2803611C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ИЗНОСА ЗУБЬЕВ ЧЕРВЯЧНОЙ ФРЕЗЫ | 2013 |
|
RU2590735C2 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ЧЕРВЯЧНЫХ КОЛЕС С ИСПОЛЬЗОВАНИЕМ КОМБИНИРОВАННОЙ ПОДАЧИ И ЗАБОРНОГО КОНУСА | 2009 |
|
RU2410208C1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЬЕВ КОНИЧЕСКОЙ ШЕСТЕРНИ ЦИЛИНДРОКОНИЧЕСКОЙ ПЕРЕДАЧИ | 2000 |
|
RU2175593C1 |
| Способ нарезания конических зубчатых колес с криволинейным продольным очертанием зубцов без обкатки путем профильного копирования на зубофрезерных станках | 1949 |
|
SU90414A1 |
| ЗУБОФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ЗУБЧАТЫХСЕКТОРОВ | 1971 |
|
SU301231A1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЬЕВ НЕЭВОЛЬВЕНТНОЙ ШЕСТЕРНИ ЦИЛИНДРОКОНИЧЕСКОЙ ПЕРЕДАЧИ ВНУТРЕННЕГО ЗАЦЕПЛЕНИЯ | 2008 |
|
RU2364480C1 |
