Изобретение относится к прокатному производству, в частности к устройствам для охлаждения труб.
Известен холодильник для охлаждения проката, содержащий неподвижную профильную решетку, жестко связанную с Heft ванну с охлаждающей жидкостью, и подвижную профильную решетку ClJ.
Недостатком данного холодильника является ограниченная длина охлаждаемого проката.
Наиболее близким к предложенному по технической сущности является реечный холодильник дляпроката, содержащий стационарные рейки, параллельно им установленные приводимые зубчатые рейки, и желоба с отверстиями постоянного диаметра, ,. размещенные между рейками соответственно впадинам стационарных.. -Греек, Через отверстия подают охлаждающую жидкость, которая заполняет желоб, имеющий форму (зуба рейки С2
Недостаток известного устройства низкая скорость охлаждения проката и неравномерность его охлаждения из-за появления на прокате пленки пара и кипящей жидкости, ухудшающих его качество.
Целью изобретения является равномерность охлаждения проката и повышение скорости охлаждения.
Поставленная цель достигается тем, что реечный холодильййк ,для проката, содержащий стационарные рейки, параллельно им установленные приводные зубчатые рейки и желоба с отверстиями постоянного диаметра, размещенные между рейками соответственно впадинам стационарных реек, желоба выполнены в виде полуцилиндров с шахматным расположением отверстий и с отношением шага к диаметру отверстий постоянным дл пары желобов и уменьшающимся от б до 3 от первой пары до последней.
Предложенный холодильник способе равномерно и интенсивно охлаждать трубы разной длины за счет охвата проката струями охладителя.
На фиг. 1 изображен реечный холодильник, общий вид на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 схема струйного обдува.
Холодильник содержит параллельно установленные, чередующиеся между собой стационарные рейки 1, приводные зубчатые рейки 2, расположенные между ними желоба 3 с отверстиями 4, камеры 5 давления с коллекторами 6 подвода воздуха. Желоба отличаются друг от друга количеством ofверстий И шагом между отверстиями Желоба расположены перепендикулярно рейкам, вдоль эладин зубьев реек, но таким образом, чтобы охлаждае№;1й
прокат не касался полуцилиндрических желобов. Опорами проката являются стационарные зубчатые ,рейки.
Холодильник работает следующим образом.
Прокат, в данном случае труба, выходя из-клети стана, передается на подводящий рольганг (не показан) холодильника, а затем укладывается в первые впадины стационарных реек 1. Находясь во впадинах реек холодильника, труба обдувается струями воздуха, поступающего через отверстия 4 желобов 3. Через определенный интервал времени охлаждаемый прокат с помощью приводных зубчатых реек 2 перекантовывается на 180 и перекладывается из первых, впадин стационарных реек во вторые.Относительный шаг отверстий первых двух желобов одинаков и равен шести. Последующий процесс охлаждения проката осуществляется в желобах с меньшим относительным шагом между отверстиями . Количество пар желобов зависит от начальной температуры горячего проката. Последняя пара желобов ..перфорирована отверстиями с относительным шагом, равным трем.
Известно, что при коридорном расположении средние коэффициенты теплоотдачи выше, чем при шахматном. Но в системах охлаждения использование шахматной геометрии предпочтительн ей, так как в данном случае отсутствует неравномерность температур по теплорбменной поверхности, присущая коридорному расположению отверстий. Известны результаты исследований, свидетельствующие об интенсивности теплообмена с уменьшением относительного шага, в связи с выводами которых,, выбран диапазон отношений от-плести до трех.
Пример выбора диаметра отверстий их количества и относительных taaroB. Расчить1ваем значения скорости и ин тенсивности охлаждения цилиндрического проката в каждой паре желобов. Длина желоба в - 1 м, радиус желоба R 50 мм, диаметр отверстий d 5 мм.
Для каждой пары желобов находим количество отверстий и величину открытой площади (отношение площади ,отверстий к площади обдуваемой поверхности J.
Желоба с S2/d б;
Продольный шаг 5 60 мм;
Поперечный шаг 52 30 мм.
Желоба будут иметь по длине п -|- Щ§- 34 ря ,
да отверстий;
2ЯК
б рядов отпо ширине верстий.
Общее количество, отверстий в о ном желобе сс ставит пр
102
5 ртверс:гий, Открытая площадь - р и ог -(, s /о , Ааналогичные / вычислениядля Дву других пар желобов дают следующие величины Желоба с 52/d 4,5; 5 45 мм; 52 22,5 мм; 45; 11, 7: rip 158 отв.; F 3101 АО- F 2%. ;Келоба с 3; S 30 мм; Sj 15 мм; п 67; 11; Ц 369 отв.;. F 7241 40- F 4,7%. Определим интенсивность проие ссо теплоотдачи в каждой паре желобов. Причем цилиндрический стальной прок с диаметром D 80 мм и начальной .температурой t . охлаждается струями воздуха с температурой Т, 820С. Скорость истечения из отверстий всех желобов принимается одинаковой и равной V 50 м/с. Коэффициенты кинематической вязкости и теплопроводности воздуха соответственно равны V 15,05 м/с, Д 2,59 BT/M.K. Интенсивность теплоотдачи в желобах определяем по формуле 0,Т9«в(5;/о,)(-)-.В Подстановка принятых численных значений показывает, что коэффициент теплоотдачи в желобах с S2/c3 3 составит ot. 390 в желобах с Sj/d 4,5 вС 218 и в желобах с 52/d -6 о 93 . Определим конечную температуру проката. По условию непрерывности технологического процесса примемГ что в каждом желобе прокат охлаждается 2,5 мин (время нахождения в каждойпаре 5 мин (300 с). КоэЛ фициенты теплопроводности и темпера туропроводности для стального прока та соответственно равны Д 21 Вт/М а 6,11-10 . Конечная температура находится по номограммам по вычисленным значения критериев Био и Сурье ( ; FO Для жел1Ьба с S/df б, критерий 3, -- - 0,19 , критерий А, . I t По номограмме находим 6 0,65. - И, соответственно, конечная тем пература t 540с. Во второй паре желобов;с Sj/J 4,5 получим следующие значения в 0,4;2; РО 1,15; Q -. t 254°С. В третьей паре желобов с Sj /d В 074; FO 1,15; t . Скорость охлаждения в П(ервой е -fC/c . п.аре желобов равняется Т, t-t Во второй паре ,. в третьей паре о,ь°С/с . Общее время охлаждения проката в желобах от 820С до составит 15 мин. При охлаждении на воздухе в условиях свободной конвекции максимальные значения коэффициента теплоотдачи составляют d 20 БтА. Y.. Расчет показывает, что для охлаждения такой заготовки до необходимо время «131 мин, т.е. процесс охлаждения идет в х 9 раз медленнее, ем при струйном охла)Кдении. Приведенный численный пример показывает, что при выбранных относительных шагах достигается максимальная интенсивность теплообмена, что приводит к значительной скорости о аждения проката. Кроме того, выбранная геометрия струеобразующих желобов позволяет поддерживать постоянную скорость Охлаждения на протяжении всего технологического процесса, что устраняет градиенты температур и положительно влияет йГа качество проката.
| название | год | авторы | номер документа |
|---|---|---|---|
| Реечный холодильник для проката | 1975 |
|
SU606643A1 |
| ПРИЕМНЫЙ УЧАСТОК ХОЛОДИЛЬНИКА СОРТОВОГО ПРОКАТНОГО СТАНА | 2008 |
|
RU2368444C1 |
| ХОЛОДИЛЬНИК ДЛЯ ПРОКАТА | 1998 |
|
RU2131315C1 |
| Реечный холодильник | 1984 |
|
SU1228934A1 |
| Устройство для поштучной разборки пакета проката | 1981 |
|
SU1031550A1 |
| Реечный холодильник сортового проката | 1988 |
|
SU1627297A1 |
| Холодильник для проката | 1978 |
|
SU740327A1 |
| РЕЕЧНЫЙ ШАГАЮЩИЙ ХОЛОДИЛЬНИК ПРОКАТА | 1994 |
|
RU2090279C1 |
| Реечный холодильник с группированием проката | 1983 |
|
SU1152677A2 |
| Шагающий реечный холодильник для проката | 1991 |
|
SU1821256A1 |

РЕЕЧНЫЙ ХОЛОДИЛЬНИК ДЛЯ ПРОКАТА, содержащий стационарные рейки,параллельно им установленные приводные зубчатые рейки и желоба с отверстиями постоянного диаметра, размещенные между рейками соответт ственно йпадйнам стационарных . реек, отличающийся тем, что, с целью равномерности охлаждения проката и повышения скорости охлаждения, желоба выполнены в виде полуцилиндров с шахматным расположением отверстий и с отношением шага к диаметру отверстий постоянным для желобов и уменьшаюi щимся от 6 до 3 от первой пары до последней. а сх to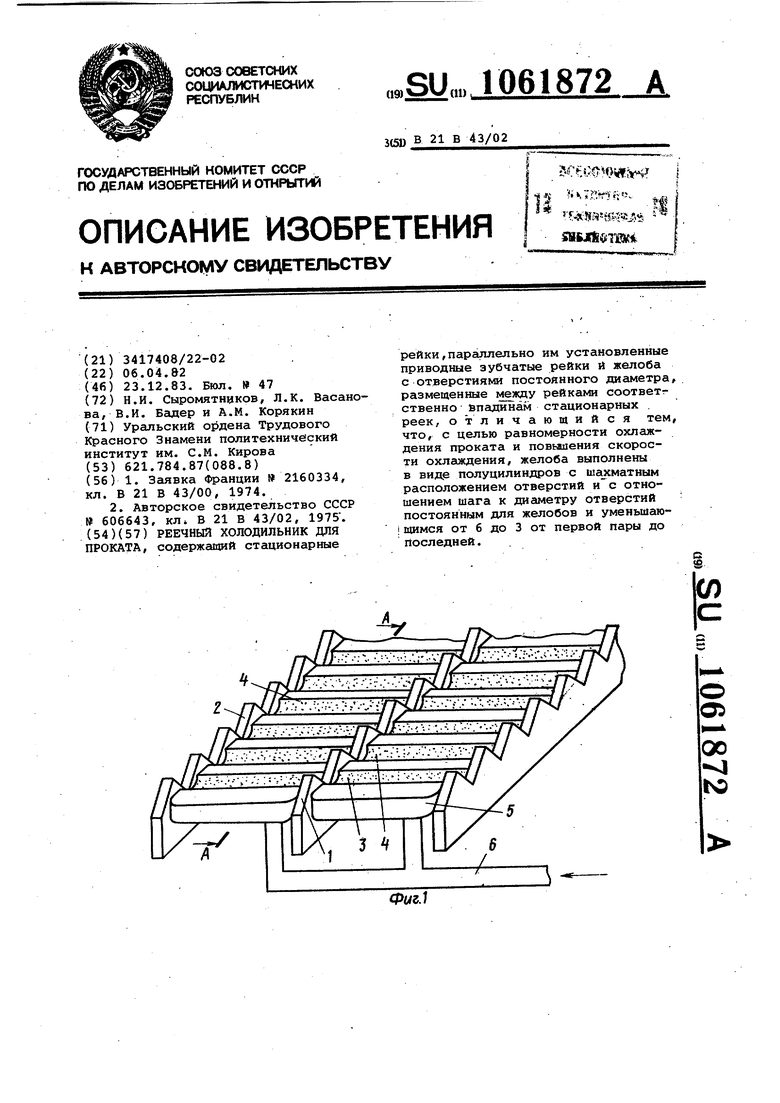
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СЕТЧАТЫЙ НАПОЛНИТЕЛЬ ДЛЯ СТРОИТЕЛЬНЫХ И ДОРОЖНЫХ ТЕХНОЛОГИЙ | 1998 |
|
RU2160334C2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Реечный холодильник для проката | 1975 |
|
SU606643A1 |
