Изобретение относится к прокатному производству, конкретнее к конструкциям приемного участка холодильника стального сортового проката.
Известны конструкции приемных участков холодильника сортового прокатного стана, содержащие подводящий рольганг, систему приводных подъемных клапанов, неподвижную желобчатую рихтовальную плиту с наклонной поверхностью, многосекционную систему поперечного перемещения охлаждаемых полос с помощью подвижных и неподвижных зубчатых реек [1, 2].
Недостатки известных устройств состоят в том, что при сбрасывании движущихся полос на неподвижную желобчатую рихтовальную плиту они по инерции продолжают перемещаться вдоль желоба. Поскольку это перемещение не контролируемо, концы полос оказываются смещенными относительно друг друга. Поэтому после сборки полос в пакет их концы приходится обрезать с обеих сторон для выравнивания пакета. Это ведет к увеличению концевой обрези.
Наиболее близким аналогом к предлагаемому изобретению является приемный участок холодильника сортового прокатного стана, содержащий подводящий рольганг, систему приводных подъемных клапанов, расположенных вдоль оси рольганга, неподвижный рихтовальный желоб с буртом, имеющим наклон в сторону выхода, и многосекционную систему поперечного перемещения прокатанных полос к накопительному рольгангу [3] - прототип.
Недостатки данного устройства также состоят в том, что после сбрасывания полосы, движущейся со скоростью прокатки, с помощью приводных подъемных клапанов, на неподвижный рихтовальный желоб, полоса, под действием инерционных сил, продолжает скользить по желобу. Причем длина пути скольжения разных полос неконтролируема и различна, она зависит от скорости прокатки, условий контактного трения, сечения полосы, ее массы и др. Это приводит к тому, что после поперечного перемещения полос по многосекционной системе холодильника и сборки в пачку на накопительном рольганге, концы полос в пачке не совпадают. Для устранения этого выступающие передние и задние концы полос в пакете отрезают, что приводит к увеличению концевой обрези.
Техническая задача, решаемая изобретением, состоит в выравнивании концов прокатанных полос на накопительном рольганге и снижении концевой обрези.
Для решения поставленной технической задачи в известной конструкции приемного участка холодильника сортового прокатного стана, содержащей подводящий рольганг, систему приводных подъемных клапанов, расположенных вдоль оси рольганга, неподвижный рихтовальный желоб с буртом, имеющим наклон в сторону выхода, и многосекционную систему поперечного перемещения прокатанных полос к накопительному рольгангу, согласно предложению в дне неподвижного рихтовального желоба с постоянным шагом выполнены пары отверстий, в каждой из которых размещены полюсные наконечники электромагнитов, причем торцы полюсных наконечников расположены ниже уровня дна неподвижного желоба на 2-10 мм. Кроме того, обмотки электромагнитов соединены с источником постоянного тока через прерыватель, связанный с системой привода подъемных клапанов и снабженный блоком задержки времени отключения электромагнитов.
Сущность изобретения состоит в том, что после сбрасывания движущейся полосы на неподвижный рихтовальный желоб электромагниты захватывают ее и удерживают от продольного перемещения под действием силы инерции. Благодаря этому достигается выравнивание концов прокатанных полос на накопительном рольганге и снижение концевой обрези.
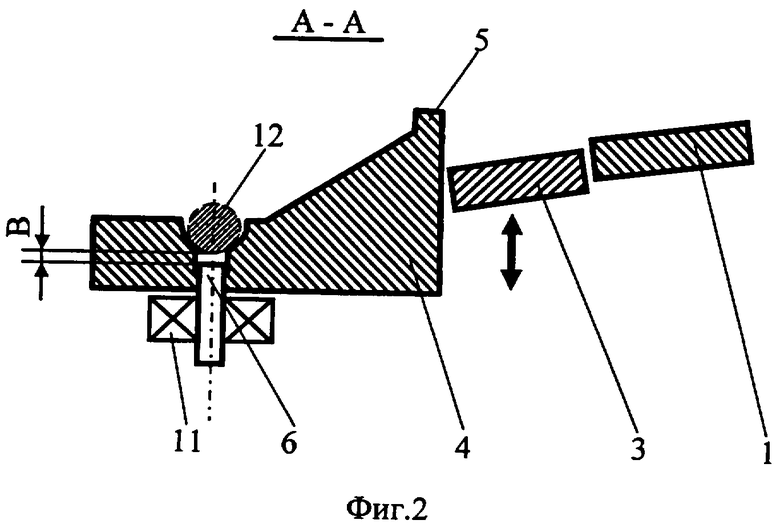
На фиг.1 изображен в плане приемный участок холодильника прокатного стана, а на фиг.2 - сечение А-А на фиг.1.
Приемный участок холодильника сортового прокатного стана состоит из подводящего рольганга 1 с приводными роликами 2, установленного с наклоном к горизонтальной плоскости. Вдоль оси подводящего рольганга 1 расположена система приводных подъемных клапанов 3. Подъем и опускание клапанов 3 осуществляется посредством кривошипно-рычажных звеньев, соединенных с валами электродвигателей.
Параллельно подводящему рольгангу 1 установлен неподвижный рихтовальный желоб 4 с буртом 5, и выполненной по дну радиусной канавкой. В дне неподвижного рихтовального желоба 4 с постоянным шагом выполнены пары отверстий, в каждой из которых с зазорами размещены полюсные наконечники 6 электромагнитов. Торцы полюсных наконечники 6 электромагнитов расположены ниже уровня дна неподвижного рихтовального желоба 4 на величину В=2-10 мм (фиг.2).
Многосекционная система поперечного перемещения прокатанных полос примыкает к неподвижному рихтовальному желобу 4 и состоит из подвижных 7 и неподвижных 8 реек (шагающий реечный холодильник). Выходная сторона многосекционной системы поперечного перемещения прокатанных полос обращена к накопительному рольгангу 9 с приводными роликами 10.
Магнитопроводы электромагнитов имеют U-образную форму и снабжены обмотками 11. Обмотки 11 электромагнитов соединены с источником постоянного тока через электронный прерыватель (в простейшем случае - электромагнитный пускатель), связанный с системой привода подъемных клапанов 3, замыкающий цепь питания обмоток 11 электромагнитов в момент, когда подъемные клапаны 3 находятся в крайнем верхнем положении. Электронный прерыватель снабжен блоком задержки времени отключения электромагнитов (реле времени), обеспечивающим задержку размыкания цепи питания обмоток 11 электромагнитов на период времени т=5 с. Позицией 12 на фиг.2 обозначено положение полосы при ее захвате магнитными полями, создаваемыми полюсными наконечниками 6 электромагнитов.
Экспериментально установлено, что при величине В менее 2 мм не исключается перегрев и выход из строя обмоток 11 электромагнитов от теплового воздействия прокатанных полос. При величине В более 10 мм из-за ослабления магнитного поля не обеспечивается надежное удержание прокатанных полос от перемещения под воздействием инерционной силы.
Устройство работает следующим образом
Стальной раскат круглого сечения диаметром 42 мм, выходящий из последней клети сортового прокатного стана 250 со скоростью 10 м/с, разрезают с помощью летучих пил на полосы мерной длины L=12,0 м.
Мерную полосу подвергают охлаждению водой, после чего направляют на подводящий рольганг 1, по которому транспортируют с помощью приводных роликов 2 со скоростью прокатки 10 м/с. Наклон подводящего рольганга обеспечивает смещение полосы в сторону приводных подъемных клапанов 3, находящихся в крайнем нижнем положении. Как только движущаяся полоса окажется строго против холодильника, включаются приводные электродвигатели, осуществляющие подъем клапанов 3. Подъемные клапаны 3 подхватывают движущуюся полосу на всей ее длине и поднимают вверх. В крайнем верхнем положении подъемных клапанов 3 срабатывает прерыватель и к обмоткам 11 электромагнитов подается постоянный ток.
Также в крайнем верхнем положении клапанов 3 происходит сброс движущейся полосы через бурт 5 на рихтовальный желоб 4. Полоса по наклонной плоскости бурта 5 скатывается в нижнюю часть рихтовального желоба 4, попадает в зону действия магнитного поля полюсных наконечников 6 электромагнитов, которые фиксируют ее в положении 12, предотвращая инерционное неконтролируемое перемещение в осевом направлении.
По истечении периода времени τ=5 с реле времени отключает обмотки 11 электромагнитов, удерживающих полосу, от источника постоянного тока. Благодаря тому, что электромагниты удерживали полосу от неконтролируемого инерционного перемещения в осевом направлении, концы всех последующих полос занимают на неподвижном рихтовальном желобе 4 то же положение.
Подвижные рейки 7 при подъеме вверх подхватывают полосу, перемещают ее на один шаг и опускают на неподвижные рейки 8. В процессе пошагового перемещения полосы происходит ее охлаждение. Охлажденные полосы укладывают на накопительный рольганг 9 с образованием пачки. После набора пачки заданной массы ее с помощью приводных роликов 10 транспортируют на склад готовой продукции.
Поскольку полосы в пачке не смещены друг относительно друга, исключается необходимость обрезки их концов, за счет чего достигается снижение концевой обрези.
Технико-экономические преимущества предложенного устройства состоят в том, что торможение движущихся полос с помощью электромагнитов на неподвижном рихтовальном желобе исключает их самопроизвольное инерционное продольное перемещение. За счет этого достигается выравнивание концов прокатанных полос на накопительном рольганге и снижение концевой обрези.
В качестве базового объекта при определении технико-экономических преимуществ предложенного устройства принято устройство-прототип. Использование предложенного приемного участка холодильника сортового прокатного стана обеспечит повышение рентабельности производства сортового проката на 5-7%.
Источники информации
1. Авт. свид. СССР №474369, МПК В21В 43/02, 1975 г.
2. Авт. свид. СССР №618151, МПК В21В 43/02, 1978 г.
3. Патент Российской Федерации №2060848, МПК В21В 13/00, 1996 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРИНУДИТЕЛЬНОГО ЭЛЕКТРОМАГНИТНОГО ТОРМОЖЕНИЯ И ФИКСИРОВАННОЙ ОСТАНОВКИ ТЕРМОУПРОЧНЕННОГО ФЕРРОМАГНИТНОГО ПРОКАТА | 2010 |
|
RU2427438C1 |
| Тормозное устройство реечного холодильника | 1986 |
|
SU1366254A1 |
| Устройство для торможения проката на холодильнике | 1987 |
|
SU1444010A1 |
| РЕЕЧНЫЙ ХОЛОДИЛЬНИК ДЛЯ МЕЛКОСОРТНОГО ПРОКАТА | 2002 |
|
RU2217253C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМАГНИТНОГО ТОРМОЖЕНИЯ И ПОПЕРЕЧНОЙ ПЕРЕДАЧИ ДЛИННОМЕРНОГО ТЕРМОУПРОЧНЕННОГО ФЕРРОМАГНИТНОГО СОРТОВОГО ПРОКАТА | 2012 |
|
RU2505368C1 |
| ПРИЕМНЫЙ УЧАСТОК ХОЛОДИЛЬНИКА СОРТОВОГО ПРОКАТНОГО СТАНА | 1992 |
|
RU2060848C1 |
| Устройство для торможения проката на холодильнике | 1987 |
|
SU1447459A1 |
| Устройство для торможения прокатки | 1977 |
|
SU716661A1 |
| УСТРОЙСТВО ДЛЯ ТОРМОЖЕНИЯ ПРОКАТА | 2002 |
|
RU2221659C2 |
| Устройство для торможения проката | 1989 |
|
SU1710159A1 |

Изобретение относится к прокатному производству, а именно к конструкциям приемного участка холодильника стального сортового проката. Приемный участок холодильника сортового прокатного стана содержит подводящий рольганг, систему приводных подъемных клапанов, расположенных вдоль оси рольганга, неподвижный рихтовальный желоб с буртом, имеющим наклон в сторону выхода, и многосекционную систему поперечного перемещения прокатанных полос к накопительному рольгангу. В дне неподвижного рихтовального желоба с постоянным шагом выполнены пары отверстий. В каждом отверстии размещены полюсные наконечники электромагнитов. Торцы полюсных наконечников расположены ниже уровня дна неподвижного желоба на 2-10 мм. Обмотки электромагнитов соединены с источником постоянного тока через прерыватель, связанный с системой привода подъемных клапанов и снабженный блоком задержки времени отключения электромагнитов. Изобретение позволяет устранить неровность концов прокатанных полос на накопительном рольганге и снизить концевую обрезь. 1 з.п. ф-лы, 2 ил.
1. Приемный участок холодильника сортового прокатного стана, содержащий подводящий рольганг, систему приводных подъемных клапанов, расположенных вдоль оси рольганга, неподвижный рихтовальный желоб с буртом, имеющим наклон в сторону выхода, и многосекционную систему поперечного перемещения прокатанных полос к накопительному рольгангу, отличающийся тем, что в дне неподвижного рихтовального желоба с постоянным шагом выполнены пары отверстий, в каждом из которых размещены полюсные наконечники электромагнитов, причем торцы полюсных наконечников расположены ниже уровня дна неподвижного желоба на 2-10 мм.
2. Приемный участок по п.1, отличающийся тем, что обмотки электромагнитов соединены с источником постоянного тока через прерыватель, связанный с системой привода подъемных клапанов и снабженный блоком задержки времени отключения электромагнитов.
| ПРИЕМНЫЙ УЧАСТОК ХОЛОДИЛЬНИКА СОРТОВОГО ПРОКАТНОГО СТАНА | 1992 |
|
RU2060848C1 |
| Способ передачи движущегося проката с рольганга на холодильник | 1976 |
|
SU618151A1 |
| DE 3402813 A1, 01.08.1985. | |||

